注射成型机的制作方法
本发明涉及一种注射成型机。
背景技术:
1、注射成型机具备作为成型材料的树脂颗粒被供给的缸体及为了使树脂颗粒熔融而对缸体进行加热的发热器。注射成型机通过在缸体内熔融树脂颗粒并将已熔融的树脂填充于模具装置内的型腔空间,制造成型品。
2、在注射成型机中设置有各种传感器。而且,优选根据通过传感器检测到的值识别准确的转矩、应力。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2009-045904号公报
技术实现思路
1、发明要解决的课题
2、专利文献1中,通过测量并存储计量中的转矩而输入于预先设想的函数,设定螺杆的转矩的允许上限值,因此即便不进行复杂的材料力学强度计算,也实现了基于允许上限值的转矩监视。
3、另一方面,为了对注射成型机进行适当的控制、监视,不仅检测转矩,还期望检测准确的树脂压力。然而,由驱动零件的摩擦、姿势变化引起的偏心荷载对荷载检测器的检测值造成影响。
4、本发明的一方式提供一种提高用于填充成型材料的压力控制、检测作用于螺杆的压力的精确度的技术。
5、用于解决课题的手段
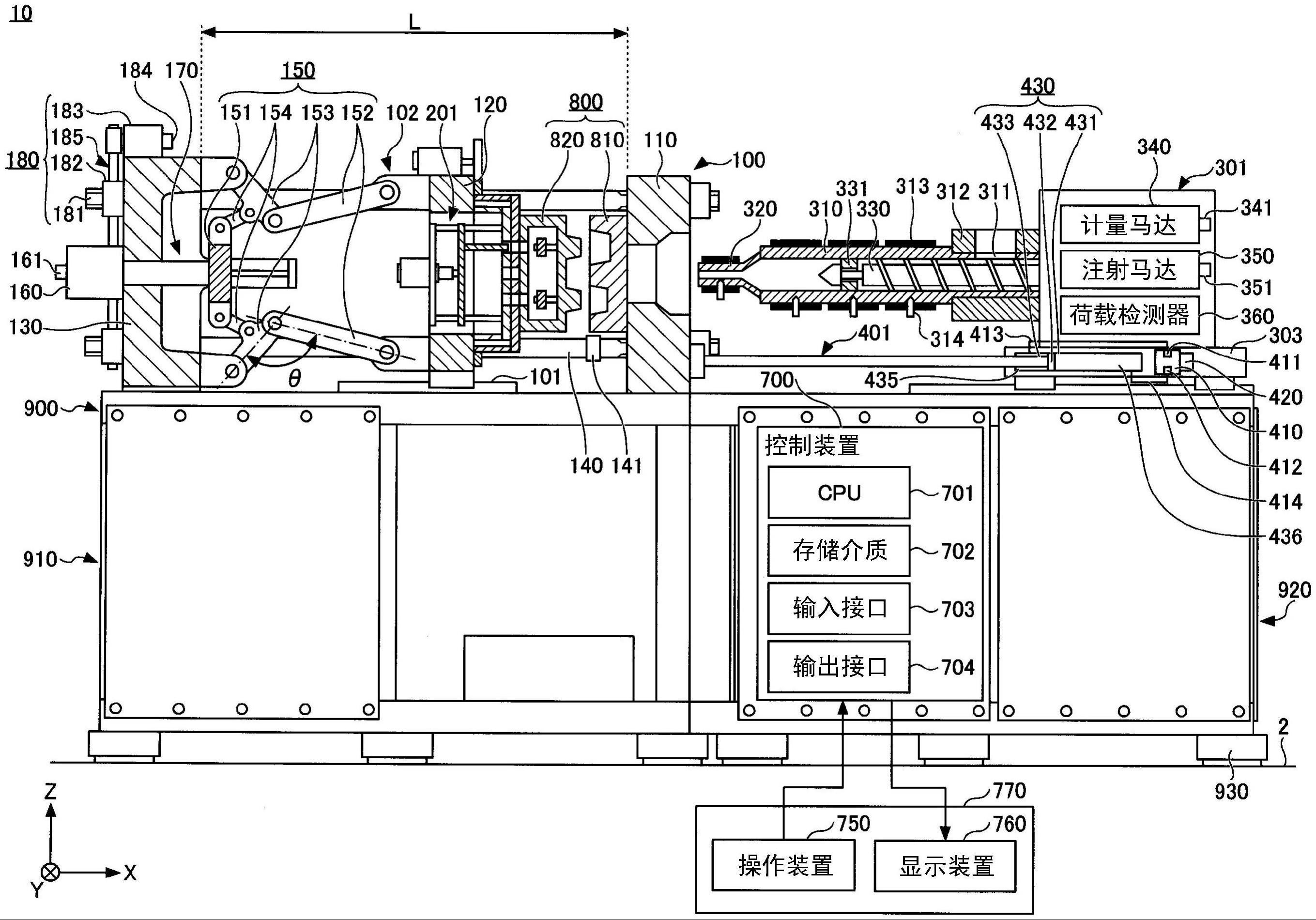
6、本发明的一方式所涉及的注射成型机具有对模具装置填充成型材料的注射装置及控制注射装置的控制装置。注射装置具有对成型材料进行加热的缸体、配置于缸体内的螺杆及使螺杆旋转的计量马达。控制装置具有校正控制部,所述校正控制部根据随着计量马达的动作而发生变化的螺杆的周向上的位置,校正螺杆的压力控制中所使用的压力设定值或校正从检测作用于螺杆的压力的压力检测器输出的检测值。
7、本发明的一方式所涉及的注射成型机具有对模具装置填充成型材料的注射装置及控制注射装置的控制装置。注射装置具有对成型材料进行加热的缸体、配置于缸体内的螺杆及使螺杆沿缸体移动的注射马达。控制装置具有校正控制部,所述校正控制部根据随着注射马达的动作而发生变化的螺杆的轴向上的位置,校正螺杆的压力控制中所使用的压力设定值或校正从检测作用于螺杆的压力的压力检测器输出的检测值。
8、本发明的一方式所涉及的注射成型机具有对模具装置填充成型材料的注射装置及控制注射装置的控制装置。注射装置具有对成型材料进行加热的缸体、配置于缸体内的螺杆及使螺杆移动的注射马达。控制装置具有校正控制部,所述校正控制部根据随着注射马达的动作而发生变化的螺杆的速度,校正螺杆的压力控制中所使用的压力设定值或校正从检测作用于螺杆的压力的压力检测器输出的检测值。
9、发明效果
10、根据本发明的一方式,抑制外部干扰的影响而提高用于填充成型材料的压力控制、检测作用于螺杆的压力的精确度。
技术特征:
1.一种注射成型机,其具有:
2.根据权利要求1所述的注射成型机,其中,
3.一种注射成型机,其具有:
4.根据权利要求3所述的注射成型机,其中,
5.一种注射成型机,其具有:
6.根据权利要求5所述的注射成型机,其中,
技术总结
注射成型机具有:注射装置,对模具装置填充成型材料;及控制装置,控制注射装置。注射装置具有对成型材料进行加热的缸体、配置于缸体内的螺杆及使螺杆旋转的计量马达。控制装置具有校正控制部,所述校正控制部根据随着计量马达的动作而发生变化的螺杆的周向上的位置,校正螺杆的压力控制中所使用的压力设定值或校正从检测作用于螺杆的压力的压力检测器输出的检测值。
技术研发人员:谷藤弘康,堀田大吾,大野大
受保护的技术使用者:住友重机械工业株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!