用于精加工玻璃板边缘的装置和方法与流程
本说明书总体上涉及用于精加工玻璃板边缘的方法和装置。
背景技术:
1、在玻璃板制造工艺中,可以例如通过打磨、抛光和/或清洁精加工所述玻璃板边缘,以提升玻璃板的质量。精加工工艺的最后步骤可使用玻璃边缘精加工轮抛光所述玻璃板边缘,并从所述玻璃板边缘去除微粒和/或碎屑。在该步骤中,玻璃板边缘被插入旋转的玻璃边缘精加工轮的凹槽中,从而从所述玻璃板边缘去除缺陷和/或微粒。然而,在最后步骤中使用的玻璃边缘精加工轮通常由软材料制成,使得所述轮在使用期间很快磨损,随着时间的推移导致边缘精加工不充分。
2、因此,需要用于精加工所述玻璃板边缘的替代性方法和装置,以延长玻璃边缘精加工轮的使用寿命。
技术实现思路
1、第一方面a1包括一种精加工玻璃板边缘的方法,所述方法包括:在边缘精加工轮随马达旋转时,使玻璃板边缘与所述边缘精加工轮的凹槽接合;在所述边缘精加工轮与所述玻璃板边缘接合时,检测所述马达的工作电流,其中所述工作电流指示所述马达的工作扭矩;确定所述马达的工作扭矩是否大于对应于最大凹槽深度对应的上限阈值扭矩值;当所述马达的工作扭矩大于所述上限阈值扭矩值时,使切割头的刀片与所述边缘精加工轮的外径接合,从而从所述边缘精加工轮的外径刮削材料并减小所述马达的工作扭矩。
2、第二方面a2包括如第一方面a1所述的方法,其中:所述上限阈值扭矩值是对应于所述最大凹槽深度的上限阈值扭矩比率;并且确定所述马达的工作扭矩是否大于所述扭矩的上限阈值比率包括:确定所述马达的工作扭矩比率,其中所述工作扭矩比率=(所述马达的工作电流/所述马达的最大电流)×100;确定所述工作扭矩比率与所述马达的基线扭矩比率间的差值,其中所述基线扭矩比率=(所述马达的基线电流/所述马达的最大电流)×100;以及比较所述工作扭矩比率与所述基线扭矩比率间的差值和所述上限阈值扭矩比率。
3、第三方面a3包括如方面a1至a2中任一项所述的方法,其中所述上限阈值扭矩比率在从48%至52%的范围内。
4、第四方面a4包括如方面a1至a3中任一项所述的方法,其进一步包括在所述切割头的刀片与所述边缘精加工轮的外径接合时将液体引导至所述切割头的刀片和所述边缘精加工轮。
5、第五方面a5包括如方面a1至a4中任一项所述的方法,其进一步包括将来自从所述边缘精加工轮的外径刮削材料的所述液体和碎屑收集到收集槽中。
6、第六方面a6包括如方面a1至a5中任一项所述的方法,其中碎屑防护物设置在所述边缘精加工轮附近并被定向为将从所述边缘精加工轮喷射的所述液体和碎屑引导至所述收集槽中。
7、第七方面a7包括如方面a1至a6中任一项所述的方法,其进一步包括向所述收集槽施加真空以从所述收集槽排出所述液体和碎屑。
8、第八方面a8包括如方面a1至a7中任一项所述的方法,其进一步包括将所述液体和碎屑从所述收集槽引导至废物回收箱。
9、第九方面a9包括如方面a1至a8中任一项所述的方法,其中所述边缘精加工轮包括嵌入在树脂基体中的磨料颗粒。
10、第十方面a10包括如方面a1至a9中任一项所述的方法,其中所述边缘精加工轮包括多个凹槽。
11、第十一方面a11包括如方面a1至a10中任一项所述的方法,其中所述多个凹槽的深度大于或等于0.3mm且小于或等于0.6mm。
12、第十二方面a12包括如方面a1至a11中任一项所述的方法,其中所述多个凹槽的间距小于或等于1.5mm。
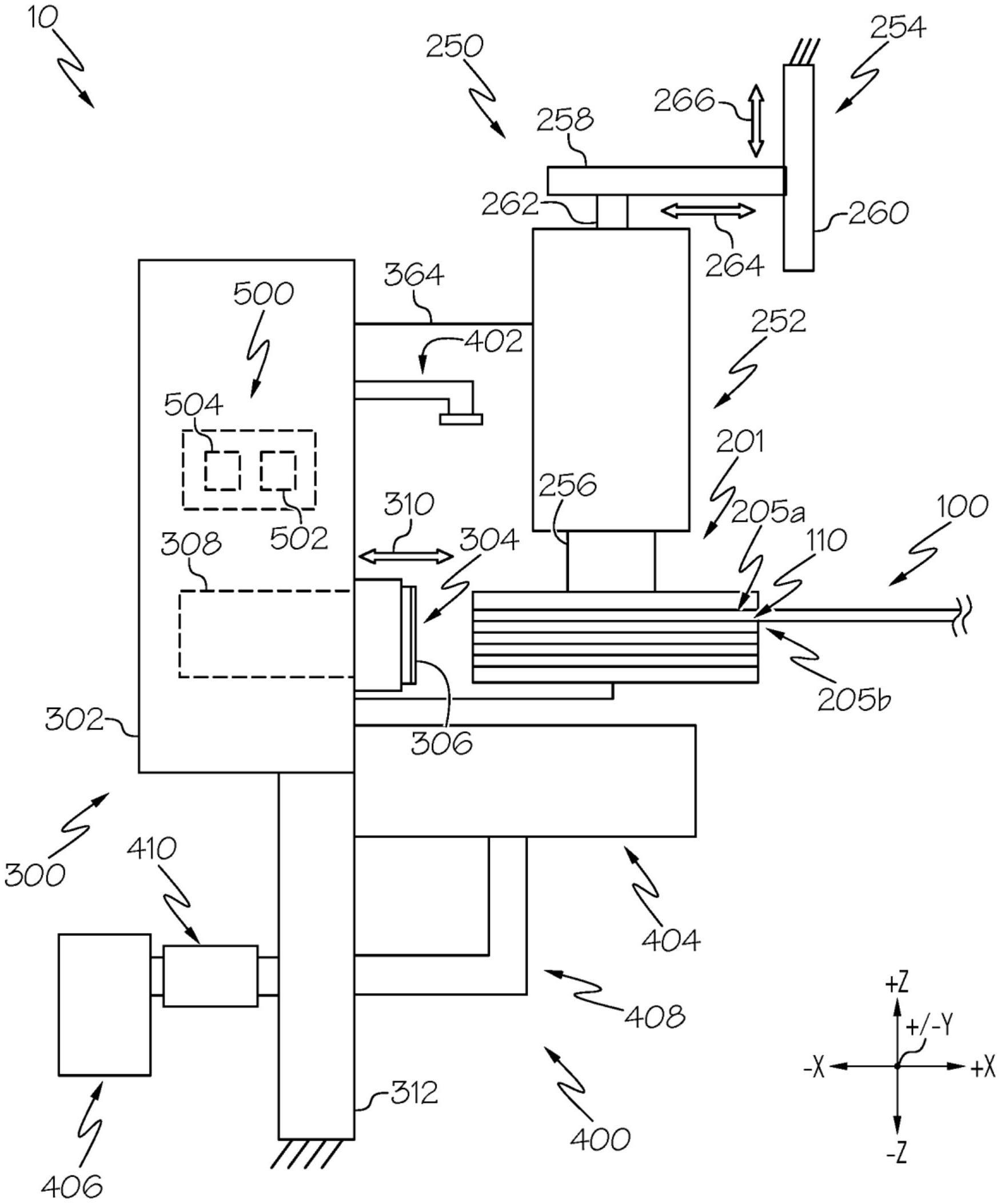
13、第十三方面a13包括一种用于精加工玻璃板边缘的边缘精加工装置,所述边缘精加工装置包括:精加工轮组件,其包括可旋转连接至马达的边缘精加工轮,所述边缘精加工轮包括用于与所述玻璃板边缘接合的多个凹槽;轮修整组件,其包括机械连接至驱动器的切割头;以及控制器,其通信连接至所述精加工轮组件的马达和所述轮修整组件的驱动器,所述控制器包括处理器和存储计算机可读和可执行的指令的非瞬态存储器,其在由所述处理器执行时使得所述处理器:接收来自所述马达的指示所述马达的工作扭矩的信号;确定所述马达的工作扭矩是否大于对应于最大凹槽深度的上限阈值扭矩值;并且当所述马达的工作扭矩大于所述上限阈值扭矩值时启动轮修整操作,其中所述控制器通过驱动所述轮修整组件的驱动器以使所述切割头的刀片与所述边缘精加工轮相接合,以启动所述轮修整操作。
14、第十四方面a14包括如方面a13所述的边缘精加工装置,其中所述上限阈值扭矩值是对应于所述最大凹槽深度的上限阈值扭矩比率;并且所述处理器通过以下方式确定所述马达的工作扭矩是否大于所述上限阈值扭矩比率:基于所述指示所述马达的工作扭矩信号确定所述马达的工作扭矩比率,其中所述工作扭矩比率=(所述马达的工作电流/所述马达的最大电流)×100;并且确定所述工作扭矩比率和所述马达的基线扭矩比率间的差值,其中所述基线扭矩比率=(所述马达的基线电流/所述马达的最大电流)×100。
15、第十五方面a15包括如方面a13至a14中任一项所述的边缘精加工装置,其中所述上限阈值扭矩比率在从48%到52%的范围内。
16、第十六方面a16包括如方面a13至a15中任一项所述的边缘精加工装置,其中:所述边缘精加工装置还包括被定位为引导液体至所述切割头和所述边缘精加工轮上的喷嘴;并且启动所述轮修整操作包括驱动至少一个阀,所述阀可操作地与所述喷嘴关联,使得所述液体被引导至所述切割头和所述边缘精加工轮上。
17、第十七方面a17包括如方面a13至a16中任一项所述的边缘精加工装置,其进一步包括被设置在所述边缘精加工轮和所述切割头下方的收集槽,所述收集槽被布置为在所述轮修整操作期间收集碎屑和液体。
18、第十八方面a18包括如方面a13至a17中任一项所述的边缘精加工装置,其进一步包括:以排放管流体连接至所述收集槽的真空系统;以及连接至所述排放管的废物回收箱,其中启动所述轮修整操作包括驱动所述流体连接至所述收集槽的真空系统,以从所述收集槽排出碎屑和液体至所述废物回收箱。
19、第十九方面a19包括如方面a13至a18中任一项所述的边缘精加工装置,其进一步包括碎屑防护物,所述碎屑防护物设置在所述边缘精加工轮附近并被定向为将从所述边缘精加工轮喷射的所述液体和碎屑引导至所述收集槽中。
20、第二十方面a20包括如方面a13至a19中任一项所述的边缘精加工装置,其中:所述多个凹槽的深度大于或等于0.3mm且小于或等于0.6mm;并且所述多个凹槽的间距小于或等于1.5mm。
21、本文记载的方法和装置的附加特征及优势将在如下具体实施方式中详细阐述,并且某种程度上基于说明书对本领域技术人员而言是显而易见的,或是通过实践本文记载的实施方案(包括如下具体实施方式、权利要求书及附图)所能够认识到的。
22、应当理解,以上一般描述和以下详细描述两者均仅为示例性的,旨在提供用于理解请求保护的主题的性质和特征的概观或框架。包括的附图提供了对本公开的进一步的理解,且被结合在本说明书中并构成说明书的一部分。附图示出了本文记载的多个实施方案,并与说明书一同解释请求保护的主题的原理及操作。
- 还没有人留言评论。精彩留言会获得点赞!