异种金属材料的接合结构物、异种金属材料的接合方法与流程
本发明涉及不同材质的金属彼此接合而成的异种金属材料的接合结构物、以及其接合方法。
背景技术:
1、以往,提出了不使用螺栓等机械接合部件而将异种材料彼此接合从而一体化的方法。然而,在这种接合结构中,相对于被接合的各接合材料自身的强度,通常接合材料彼此的接合界面附近的接合强度成为问题的情况较多。因此,对于异种材料彼此的接合结构,需要进一步提高接合强度。
2、作为这种异种材料的接合方法,例如有如下方法:在一个接合材料的表面预先形成细小的凹凸形状,通过凹凸形状的锚定效果来提高接合强度(例如专利文献1、2)。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2020-124910号公报
6、专利文献2:日本特开2019-081191号公报
技术实现思路
1、发明要解决的问题
2、专利文献1及专利文献2是在金属表面形成细小的凹凸,使树脂浸入该凹凸中,通过凹凸形状的锚定效果将金属与树脂牢固地接合的方法。然而,该方法如果是金属材料与树脂材料的接合,则在一定程度上是有效的,但在金属材料彼此的接合中,金属表面的凹凸形状引起的锚定效果不充分,难以充分确保接合强度。
3、本发明是鉴于这些问题作出的,其目的在于,提供一种能够得到高接合强度的异种金属材料的接合结构物及其接合方法。
4、用于解决问题的方案
5、为了达到上述目的,第一发明是一种异种金属材料的接合结构物,其特征在于,具备:金属制的第一接合材料;金属制的三维结构体,其与所述第一接合材料接合,并且具有空间部;以及金属制的第二接合材料,其填充于所述三维结构体的所述空间部,所述第一接合材料与所述第二接合材料通过所述三维结构体接合。
6、优选地,在所述三维结构体与所述第二接合材料的界面形成有金属间化合物,在截面观察中,所述金属间化合物相对于所述三维结构体与所述第二接合材料的界面长度的形成长度为5%以上60%以下。
7、优选地,所述三维结构体具有截面积倾斜部,所述截面积倾斜部的平行于与所述三维结构体的界面的截面的截面积随着远离所述第一接合材料而减小。
8、优选地,所述三维结构体在与所述第一接合材料的界面大致无间隙地形成,并在远离所述第一接合材料的位置形成所述空间部。
9、优选地,所述三维结构体为格子状,所述三维结构体的至少一部分所述空间部的形成方向不是相对于与所述第一接合材料的接合面垂直的连续直线方向。
10、在该情况下,所述三维结构体的至少一部分空间的形成方向也可以相对于与所述第一接合材料的接合方向倾斜。
11、或者,所述三维结构体的至少一部分所述空间部的形成方向也可以相对于与所述第一接合材料的接合方向弯曲。
12、根据第一发明,通过在第一接合材料上形成三维结构体,并通过金属制的三维结构体接合第二接合材料,能够得到充分的锚定效果。
13、而且,通过高压铸造使金属制的第二接合材料填充到三维结构体,能够促进三维结构体与第二接合材料的界面的冶金反应,并且能够提高接合强度。此外,在高压铸造法时,由于金属熔融为完全液相状态,因此即使是例如与溶融树脂相比粘性较低、空间较窄的三维结构体或填充距离长的大型产品,也能够充分地填充第二接合材料。
14、另外,若三维结构体具有截面积随着远离第一接合材料而减小的截面积倾斜部,则能够进一步提高接合强度。另外,由于第二接合材料与三维结构体的面积比逐渐变化,因此即使在热循环或受到反复的应力等的环境下,也很难产生局部应力集中。
15、另外,三维结构体在与第一接合材料的界面大致无间隙地形成,在远离第一接合材料的位置,通过在三维结构体形成空间部,能够提高三维结构体与第一接合材料的接合强度。
16、另外,在三维结构体为格子状的情况下,若空间部的形成方向成为连续的直线状,则该方向有可能成为接合强度的弱方向。即,在该方向与垂直于与第一接合材料的接合面的连续直线方向一致的情况下,相对于第一接合材料与第二接合材料的接合方向的接合强度可能变弱。相对于此,通过使三维结构体的空间部的形成方向不为垂直于与第一接合材料的接合面的连续直线方向,能够进一步提高相对于第一接合材料与第二接合材料的接合方向的接合强度。
17、例如,通过以使三维结构体的格子之间的空间的形成方向相对于与第一接合材料的接合方向倾斜的方式形成三维结构体,能够提高相对于第一接合材料与第二接合材料的接合方向的接合强度。
18、另外,通过以使三维结构体的至少一部分空间部的形成方向相对于与第一接合材料的接合方向弯曲的方式形成三维结构体,能够抑制相对于第一接合材料在所有方向上形成弱方向。
19、第二发明是一种异种金属材料的接合方法,其特征在于,具备:工序a,在金属制的第一接合材料上形成具有空间部的金属制的三维结构体;以及工序b,通过高压铸造将金属制的第二接合材料填充到所述三维结构体的所述空间部,所述第一接合材料与所述第二接合材料通过所述三维结构体接合。
20、优选地,具备工序c,将所述第二接合材料填充到模具后,在开模前保持用于在所述三维结构体与所述第二接合材料的界面形成反应层的反应层形成保持时间。
21、还可以所述三维结构体具有截面积倾斜部,所述截面积倾斜部的平行于与所述三维结构体的界面平行的截面的截面积随着远离所述第一接合材料而减小。
22、还可以所述三维结构体为格子状,所述三维结构体的至少一部分所述空间部的形成方向不是相对于与所述第一接合材料的接合面垂直的连续直线方向。
23、优选地,用3d打印机形成所述三维结构体。
24、根据第二发明,能够得到充分的锚定效果。另外,通过高压铸造将金属制的第二接合材料填充到三维结构体,能够促进三维结构体与第二接合材料的界面的冶金反应,并且能够提高接合强度。
25、另外,若三维结构体具有截面积随着远离第一接合材料而减小的截面积倾斜部,则能够在三维结构体与第二接合材料的接合结构物内形成最大接合强度的截面积比部。因此,无需预先计算设定最佳的截面积比,能够容易地得到接合强度高的异种金属材料接合结构物。
26、另外,通过使三维结构体的空间部的形成方向不为相对于与第一接合材料的接合面垂直的连续直线方向,能够得到相对于第一接合材料与第二接合材料的接合方向的接合强度高的异种金属材料接合结构物。
27、另外,通过用3d打印机形成三维结构体,可以高精度地形成任意形状的三维结构体。
28、发明效果
29、根据本发明,能够提供一种能够得到高接合强度的异种金属材料的接合结构物及其接合方法。
技术特征:
1.一种异种金属材料的接合结构物,其特征在于,具备:
2.根据权利要求1所述的异种金属材料的接合结构物,其特征在于,
3.根据权利要求1所述的异种金属材料的接合结构物,其特征在于,
4.根据权利要求1所述的异种金属材料的接合结构物,其特征在于,
5.根据权利要求1所述的异种金属材料的接合结构物,其特征在于,
6.根据权利要求4所述的异种金属材料的接合结构物,其特征在于,
7.根据权利要求4所述的异种金属材料的接合结构物,其特征在于,
8.一种异种金属材料的接合方法,其特征在于,具备:
9.根据权利要求8所述的异种金属材料的接合方法,其特征在于,具备:
10.根据权利要求8所述的异种金属材料的接合方法,其特征在于,
11.根据权利要求8所述的异种金属材料的接合方法,其特征在于,
12.根据权利要求8所述的异种金属材料的接合方法,其特征在于,
技术总结
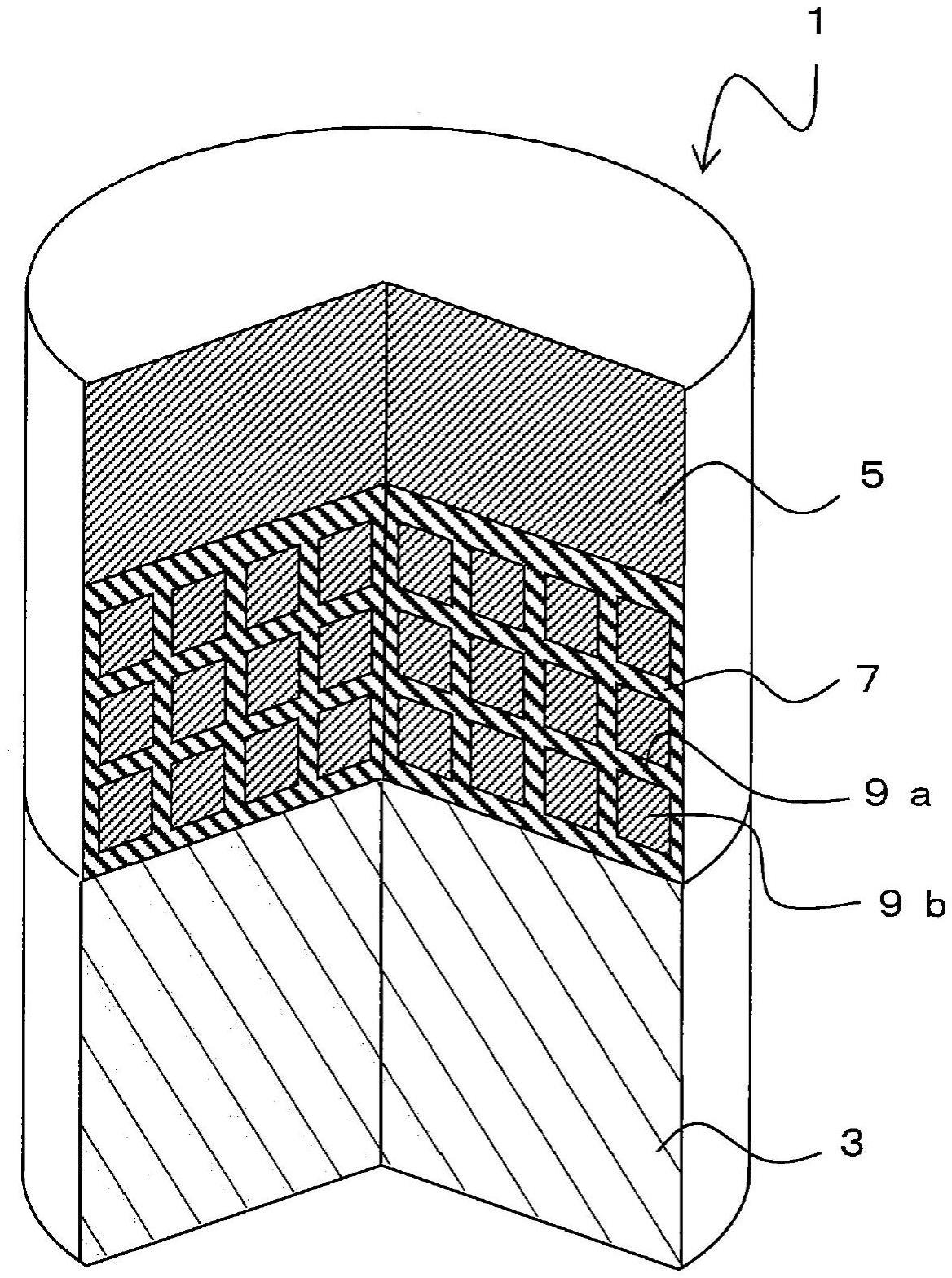
异种金属材料接合结构物(1)主要由第一接合材料(3)、第二接合材料(5)以及三维结构体(7)等构成。三维结构体(7)接合到第一接合材料(3)上。第二接合材料(5)填充到三维结构体(7)的空间部(9b),并且与三维结构体(7)几何一体化。如上所述,三维结构体(7)与第一接合材料(3)通过界面(11)接合。另外,第二接合材料(5)填充到三维结构体(7)的空间部(9b)并一体化。第一接合材料(3)与第二接合材料(5)通过三维结构体(7)接合。此时,由于第二接合材料(5)填充于三维结构体(7)的空间部(9b),因此通过锚定效果牢固地接合并一体化。另外,通过引起第一接合材料与第二接合材料的界面的冶金反应,能够提高接合(拉伸)强度。
技术研发人员:高木义夫,钦钦赫塞特,落合翔梧,北村仁
受保护的技术使用者:先进复合材料株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!