一种切边剪剪刃外圆修磨装置及方法与流程
本发明涉及切边剪,尤其涉及一种切边剪剪刃外圆修磨装置及方法。
背景技术:
1、切边剪作为轧钢生产线的关键设备,每条产线根据客户对钢卷宽度的要求值,对带钢边部进行剪切。每条产线切边量占比当月产量可达45%-95%,切边剪剪刃消耗量急剧增加。
2、由于每条产线切边剪剪刃的设计外径尺寸、内径尺寸均不相同,并且缺少适用于每条产线修磨剪刃的固定装置,剪刃只能单片修磨,无法批量修磨,导致修复效率低周期长,修复质量差、精度低,直接影响每条产线切边的质量要求。而若频繁使用新剪刃剪切,备件费用成本将增高。
技术实现思路
1、基于上述问题,本申请提供一种切边剪剪刃外圆修磨装置及方法。
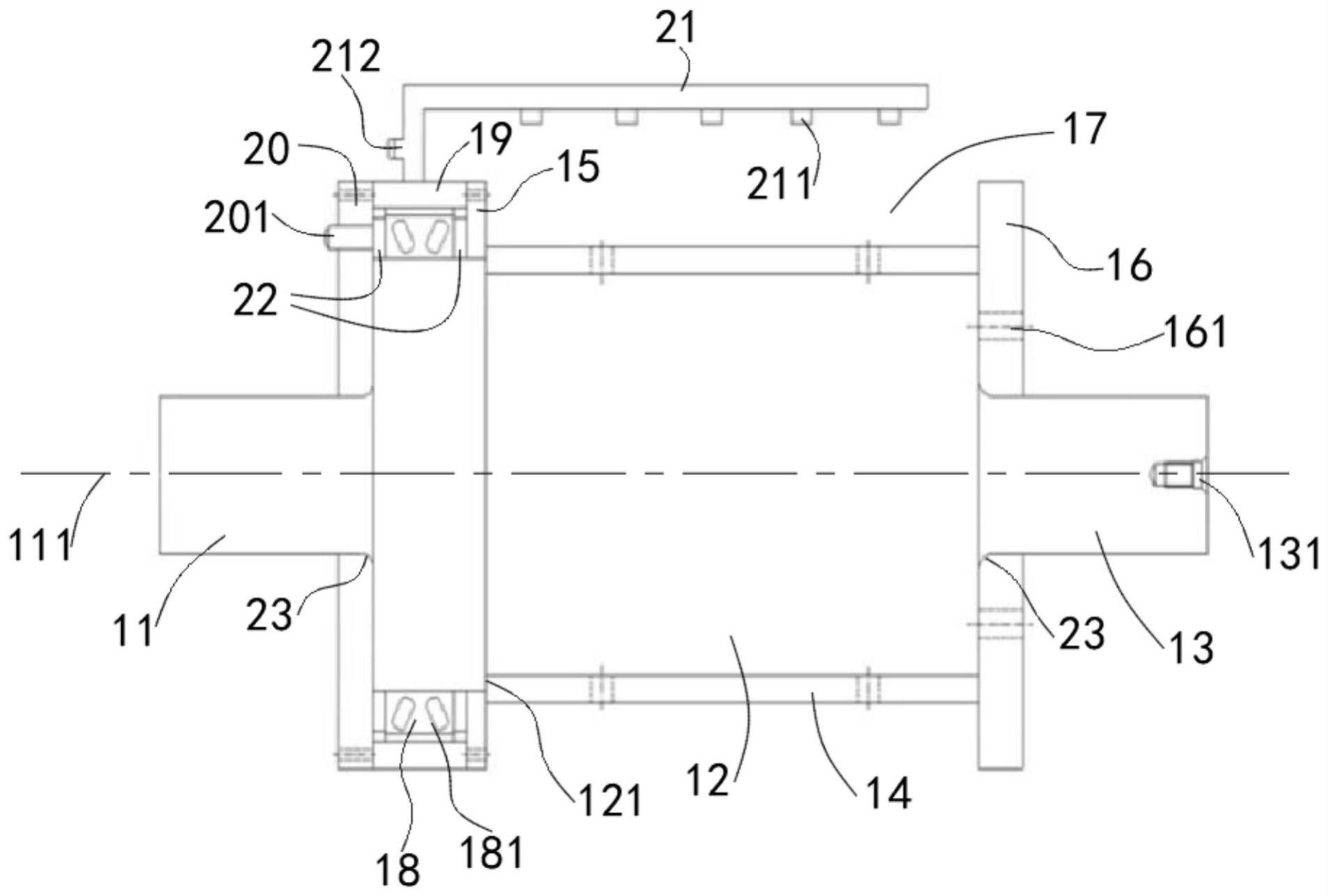
2、本申请提供一种切边剪剪刃外圆修磨装置,包括第一转轴、第二转轴、第三转轴、至少两个弧形定位键、第二透盖和定位压盖,第一转轴、第二转轴和第三转轴依次连接且具有相同的第一轴线方向,第二转轴的外径均大于第一转轴和第三转轴的外径,第二转轴的周缘开设有沿周向间隔布置的至少两个定位键槽,第三转轴远离第二转轴的端部开设顶尖孔,至少两个弧形定位键可拆卸安装于定位键槽,弧形定位键的弧面直径与待修磨的剪刃的内径相等,第二透盖和定位压盖分别位于定位键槽的轴向两端,在第一轴线方向上第二透盖与第二转轴相对固定,定位压盖通过螺丝安装于第二转轴的端部,第二透盖、弧形定位键和定位压盖围合形成剪刃容置空间,在第一轴线方向上第二透盖与定位压盖的间距是剪刃厚度的n倍,n为不小于2的正整数。
3、在一些实施方式中,还包括:
4、轴承,轴承的内圈固定安装于第二转轴的轴肩处;
5、轴承外套,套设于轴承外且与轴承的外圈固定连接;
6、第一透盖,与第二透盖分别设于轴承的轴向两侧且均与轴承外套连接;和
7、喷梁,与轴承外套的外缘固定连接,喷梁开设有朝向弧形定位键的若干喷嘴,喷梁设置有用于接通压缩空气的快插接头。
8、在一些实施方式中,轴承包括调心滚子轴承,调心滚子轴承的内圈固定安装于第二转轴的轴肩处,调心滚子轴承的外圈与轴承外套固定连接;
9、切边剪剪刃外圆修磨装置还包括:
10、两个定位环,定位环的外径与调心滚子轴承的外圈外径相等,两个定位环均设置于第二转轴与轴承外套之间,一个定位环设置于调心滚子轴承与第一透盖之间,另一个定位环设置于调心滚子轴承与第二透盖之间。
11、在一些实施方式中,第二转轴的轴肩靠近第一转轴设置,第一透盖位于第二转轴中靠近第一转轴的端部处,定位压盖通过螺丝安装于第二转轴中靠近第三转轴的端部处。
12、在一些实施方式中,第一透盖安装有润滑油嘴,润滑油嘴导通至轴承的表面。
13、在一些实施方式中,第一转轴与第二转轴的连接处、第二转轴与第三转轴的连接处均加工有过渡圆角。
14、在一些实施方式中,n的取值范围为5-8。
15、在一些实施方式中,第二转轴的周缘开设有沿周向均匀间隔布置的四个定位键槽,切边剪剪刃外圆修磨装置包括四个弧形定位键,弧形定位键一一可拆卸安装于定位键槽。
16、在一些实施方式中,切边剪剪刃外圆修磨装置配置有多套弧形定位键,每套包括至少两个,每套的弧形定位键的弧面直径相异。
17、一种切边剪剪刃外圆修磨方法,应用上述的切边剪剪刃外圆修磨装置,方法包括:
18、采用磨床主轴箱旋转卡盘夹紧第一转轴;
19、在旋转卡盘夹紧第一转轴之后,将剪刃安装到弧形定位键的外缘,所安装的剪刃的数量与n相等;
20、在剪刃安装到弧形定位键的外缘之后,将定位压盖安装到第二转轴的端部,并调节螺丝使定位压盖抵紧剪刃;
21、在定位压盖安装到位后,将磨床的顶尖插入第三转轴的顶尖孔中。
22、本申请有益效果如下:提供一种切边剪剪刃外圆修磨装置,利用第一转轴和第三转轴的顶尖孔安装到磨床上,形成了绕第二转轴布置的剪刃容置空间,其通过弧形定位键的弧面直径与待修磨的剪刃的内径相等,将剪刃能够稳固地安装到弧形定位键且相互间采用小间隙配合,通过在第一轴线方向上第二透盖与定位压盖的间距是剪刃厚度的n倍,n为不小于2的正整数,使得一次能够将n个剪刃安装到剪刃容置空间,且通过调整定位压盖的螺丝使得定位压盖抵紧所有剪刃,进一步提高剪刃与第二转轴的相对固定;通过上述装置可批量修磨剪刃,适用于不同规格尺寸的剪刃,批量修磨后效率明显提升,另外剪刃的外圆精度可以保证一致性,解决了剪刃无法批量修磨、修复效率低周期长、修复质量差精度低等问题,降低了剪刃的备件费用成本。
技术特征:
1.一种切边剪剪刃外圆修磨装置,其特征在于,包括:
2.如权利要求1所述的切边剪剪刃外圆修磨装置,其特征在于,还包括:5轴承,所述轴承的内圈固定安装于所述第二转轴的轴肩处;
3.如权利要求2所述的切边剪剪刃外圆修磨装置,其特征在于,所述轴承包括调心滚子轴承,所述调心滚子轴承的内圈固定安装于所述第二转轴的轴肩处,所述调心滚子轴承的外圈与所述轴承外套固定连接;
4.如权利要求3所述的切边剪剪刃外圆修磨装置,其特征在于,所述第二转轴的所述轴肩靠近所述第一转轴设置,所述第一透盖位于所述第二转轴中靠近所述第一转轴的端部处,所述定位压盖通过螺丝安装于所述第二转轴中靠近所述第三转轴的端部处。
5.如权利要求2-4中任一项所述的切边剪剪刃外圆修磨装置,其特征在于,所述第一透盖安装有润滑油嘴,所述润滑油嘴导通至所述轴承的表面。
6.如权利要求1-4中任一项所述的切边剪剪刃外圆修磨装置,其特征在于,所述第一转轴与所述第二转轴的连接处、所述第二转轴与所述第三转轴的连接处均加工有过渡圆角。
7.如权利要求1-4中任一项所述的切边剪剪刃外圆修磨装置,其特征在于,所述n的取值范围为5-8。
8.如权利要求1-4中任一项所述的切边剪剪刃外圆修磨装置,其特征在于,所述第二转轴的周缘开设有沿周向均匀间隔布置的四个所述定位键槽,所述切边剪剪刃外圆修磨装置包括四个所述弧形定位键,所述弧形定位键一一可拆卸安装于所述定位键槽。
9.如权利要求1所述的切边剪剪刃外圆修磨装置,其特征在于,所述切边剪剪刃外圆修磨装置配置有多套所述弧形定位键,每套包括至少两个,每套的所述弧形定位键的弧面直径相异。
10.一种切边剪剪刃外圆修磨方法,其特征在于,应用如权利要求1-9中任一项所述的切边剪剪刃外圆修磨装置,所述方法包括:
技术总结
本发明公开一种切边剪剪刃外圆修磨装置及方法,涉及切边剪技术领域,解决了切边剪修磨时存在的修复效率低、质量差、精度低、成本高等问题。装置包括第一转轴、第二转轴、第三转轴、至少两个弧形定位键、第二透盖和定位压盖,弧形定位键可拆卸安装于第二转轴的周缘,弧形定位键的弧面直径与待修磨的剪刃的内径相等,第二透盖和定位压盖分别位于定位键槽的轴向两端,在第一轴线方向上第二透盖与定位压盖的间距是剪刃厚度的N倍,N为不小于2的正整数。通过本装置可批量修磨剪刃,批量修磨后效率明显提升,另外剪刃的外圆精度可以保证一致性,解决了剪刃无法批量修磨、修复效率低周期长、修复质量差精度低等问题,降低了剪刃的备件费用成本。
技术研发人员:田晓男,赵兴,胡西磊,吴振宪,张小松,侯大伟,赵楠,田玉珠,张梦杰,陆永利,程晓娟,宁媛媛
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!