一种基于改进遗传算法的密封环磨削工艺参数优化方法
本发明涉及到一种平面磨削工艺,尤其是一种关于密封环磨削工艺参数的优化方法。
背景技术:
1、工程机械常工作环境恶劣,受力复杂,恶劣的环境会造成机械轴类部件的磨损破坏。密封环具有抗污染能力强、耐磨、耐冲击、密封性能可靠、端面磨损自动补偿、结构简单及使用寿命长等优点,广泛应用于挖掘机等重载中低压工程机械密封中。目前,大多数密封环选用难加工材料,大大降低了其加工效率、加工精度也难以保证,因此,密封环磨削工艺参数的优化研究,对指导密封环磨削加工过程有很大帮助。只有解决密封环磨削过程中磨削工艺参数与磨削过程参数、磨削结果参数之间的关系,建立密封环磨削工艺的数学模型,对此数学模型进行参数优化设计才能更好的了解密封环磨削过程,找到密封环磨削的最佳参数。
技术实现思路
1、为实现密封环磨削优质高效的磨削加工,本发明提出一种基于改进遗传算法的密封环磨削工艺参数优化方法,首先,本发明选取磨削速度、工件进给速度、磨削深度为优化参数,以磨削比能、磨削温度、以及表面粗糙度为优化目标,建立密封环磨削的磨削工艺参数与优化目标之间的函数模型。其次,本发明根据优化目标与磨削工艺参数之间的函数模型以及优化目标与工艺参数的约束条件即优化目标函数模型及约束条件建立密封环磨削工艺参数的优化数学模型。最后,本发明采用基于改进遗传算法的多目标优化,先使用遗传算法和线性加权法将多目标、多变量和多约束问题简化为单目标优化问题,并对密封环磨削工艺参数的多目标优化模型进行求解,在使用遗传算法求出范围解后,再将范围解运用局部搜索算法求出其精确最优解。
2、进一步,所述目标函数模型与约束条件具体包括:
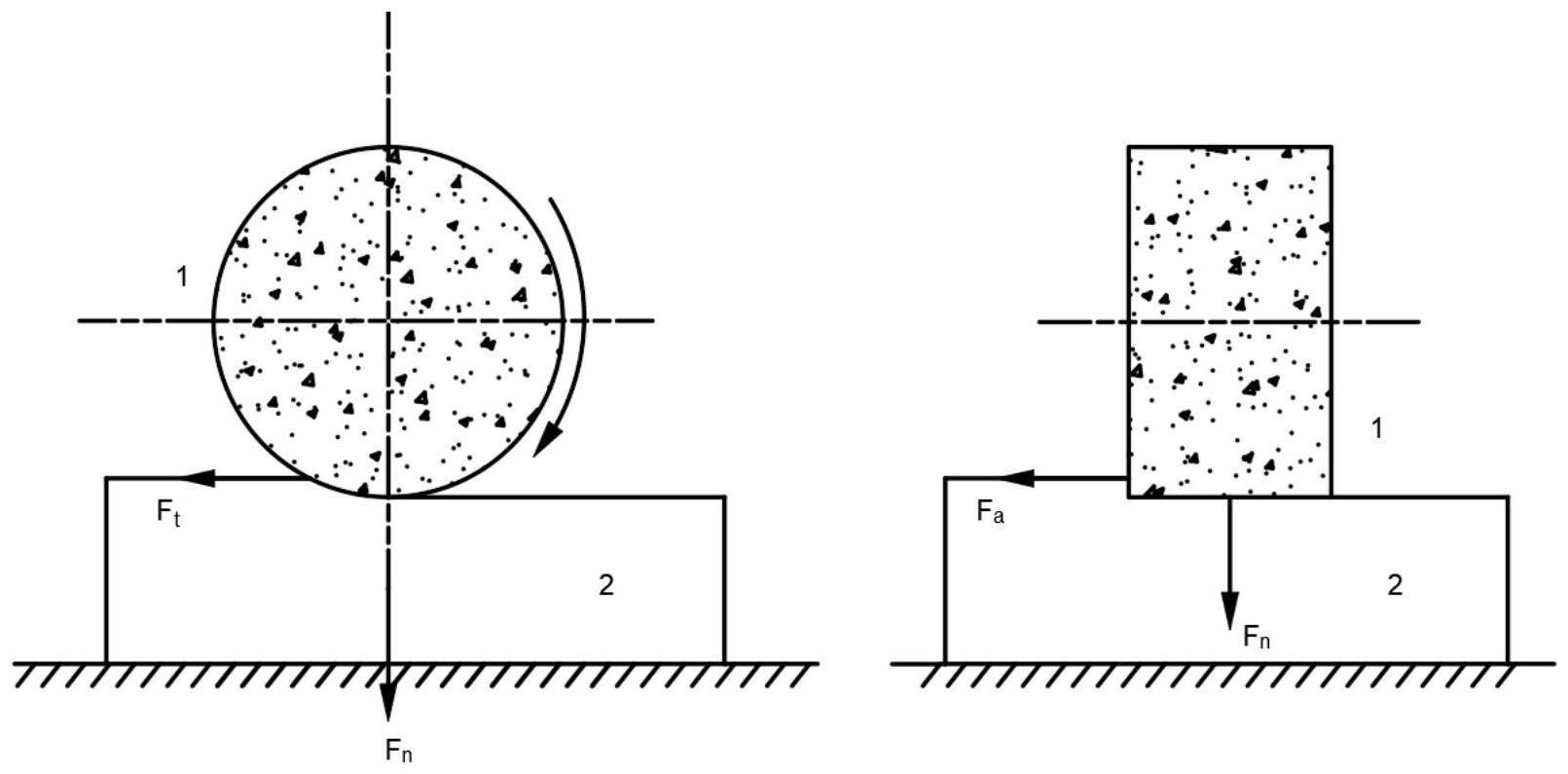
3、子步骤1-1磨削力及磨削比能的计算公式:
4、以磨削速度vs,工件进给速度vg和磨削深度ap作为磨削工艺的优化设计参数。磨削力的建立分为经验式和理论式两种,本发明通过理论进行建立,通过动态磨刃数以及单位面积的磨削截面积进行建立。动态磨刃数为:
5、
6、式中,an为与磨刃数一定比例的系数,an≈1.2,ce是砂轮与工件接触面上磨粒密度和形状的系数,de为砂轮的当量直径。vs为磨削速度,vg为工件进给速度,ap为磨削深度。指α和β又切刃分布决定。
7、砂轮与工件接触长度l内的磨削截面积为:
8、
9、式中,ls为磨削砂轮与密封环的接触弧长且有l为密封环上任意接触长度,an为与磨刃数一定比例的系数,an≈1.2,ce是砂轮与工件接触面上磨粒密度和形状的系数,de为砂轮的当量直径。vs为磨削速度,vg为工件进给速度,ap为磨削深度。指α和β又切刃分布决定。
10、则其摩削力的理论计算公式为:
11、
12、式中,fp为密封环磨削面的单位磨削力,γ和ε的取值范围为0≤γ≤1;0.5≤ε≤1。
13、子步骤1-2在密封环磨削过程中,其磨削过程较为复杂,磨削阻力大,磨削过程中的温度极易在表面形成局部高温。因此,对其磨削加工过程,以切除单位体积材料所消耗的能量即磨削比能最小作为优化目标是较为适宜的。磨削比能的计算式为:
14、
15、式中先ft为磨削力,b表示砂轮宽度。vs为磨削速度,vg为工进给速度,ap为磨削深度。
16、磨削温度的计算公式
17、在磨削过程中磨削温度同样是影响磨削精度的一个重要因素,合理的选择磨削参数对磨削温度的影响同样具有重要的作用。假设在密封环磨削过程中热量以一定比例传入工件,接触区温度与磨削力的关系为:
18、
19、式中,ft为磨削力,b表示砂轮宽度。vs为磨削速度,ls为磨削砂轮与密封环的接触弧长且有子步骤1-3工件表面粗糙度的计算式为:
20、
21、上式中,表示砂轮磨粒的立体平均间隔,θ为磨粒半顶角,rs为砂轮半径。vs为磨削速度,vg为工件进给速度。
22、步骤四约束条件及多目标优化模型
23、在对密封环磨削工艺参数优化过程中,需要对优化工艺参数和优化目标函数模型添加约束条件。为了使磨削的精度达到最好,需要选取小的磨削比能、小的磨削温度以及小的表面粗糙度,因此需要磨削过程中,磨削力不能超过机床的许可磨削力ft*,表面粗糙度不能大于工件要求的许可表面粗糙度ra*,其表达式如下:
24、ft<ft*,ra<ra* (7)
25、对于磨削速度vs,工件进给速度vg和磨削深度ap,在磨削过程要在其参数的许可范围之内,则其约束条件如下:
26、
27、为防止砂轮堵塞,还要求单颗磨粒的切屑体积qg小于其容屑体积qc,即:
28、
29、式中,vs为磨削速度,vg为工件进给速度,ap为磨削深度,dg为磨粒直径,v为磨粒在砂轮中的体积比,hi为砂轮磨粒突出结合剂的高度,nd单位接触面上的动态磨刃数。
30、综上所述,如要在平面磨削工艺参数范围内进行优化研究,可建立以下的优化数学模型:
31、
32、作为优选,将密封环磨削参数优化问题可以看成一个具有多目标、多变量、多约束的非线性优化问题,此优化问题具有三个优化目标函数,即最小磨削比能和最小磨削温度以及最小表面粗糙度;在解决多目标函数问题时,往往采用线性加权法,将多目标函数问题转化为单个目标函数问题,即将每个目标函数乘以一个权重系数。此外,为了结决每个优化目标之间可能因为权重产生的巨大差异,本发明引入优化目标的归一化,得到要最小化的加权目标函数如式所示:
33、f(x)=w1es+w2t+w3ra (11)
34、式中,es为磨削比能,t为磨削温度,ra为表面粗糙度,w1,w2,w3为权重系数基于遗传算法的密封环磨削工艺参数优化的遗传算法的操作如下:
35、(1)编码。在密封环的磨削工艺参数优化中为了方便对其运算,需要对加工过程中的参数进行编码。本发明对磨削速度vs,工件进给速度vg和磨削深度ap作为密封环磨削优化的基本参数。在密封环磨削过程中的磨削工艺参数分别采用10位的二进制码进行表示,则其个体应当包含磨削过程的3个优化参数,即vs,vg和ap。
36、(2)初始群体的生成。本发明在密封环磨削工艺参数优化过程中需要对遗传算法选择合适的种群大小m,以便后续的算法运算。选择合适的种群大小之后,需要对随机生成的个体进行运算,在生成的所有个体中全局搜索最优个体,并对其进行评优,寻找最优个体。为防止子群体内部最优收敛,对其中的最优个体按一定比例迁移。在密封环的磨削参数优化中,初始种群划分为6个子群体,每个子群体包含个体数量为20,因此,种群大小m=120。
37、(3)确定适应度函数。在运用遗传算法对密封环磨削加工过程的工艺参数进行寻优时,需要定义目标函数的个体适应度函数。当进行运算时不满足制约条件的个体,其适应度为0,于满足制约条件的个体,按如下公式计算目标函数f的适应度f(x),
38、
39、(4)选择。在遗传算法的运算中选择是按照一定比例进行运算。其目的是在进行基因操作时一定比例选择其优良基因传给下一代。当种群大小为m时,个体i的适应度为fi,则该个体被选择的概率pi为:
40、
41、(5)交叉。在遗传算法的运算中需要对相互匹配的染色体的基因进行交换来产生新个体。本发明由于存在多个优化参数,为使交叉信息增多,采用多点交叉的方式对vs,vg和ap3个子串交叉。为了提高收敛速度,交叉概率选用0.9进行运算。
42、(6)变异。在遗传算法的运算中需要对个体染色体的某些基因替换为其等位基因。选择基本位变异算子,即按照变异概率0.08,随机指定个体编码串中的某一位或某几位基因座上的基因值,使其取反。
43、(7)局部搜索。在遗传算法中其全局寻优能力强,但其局部寻优能力稍弱其运算出的最优解为一个范围解,其精确度较差。本发明选择的改进遗传算法先使用遗传算法对密封环磨削进行全局寻优,将遗传算法得出的范围解进行解码,重新局部搜索算法中进行精确搜索。局部搜索算法即是在遗传算法得出的范围解内随机选择初始解,再不断搜索初始解邻域,比较找出两个域内的最优解,将此优解置为当前解,再搜索此当前解的邻域,依次循环搜索出遗传算法解出的范围解的最优解。
44、本发明的实质性特点在于:通过磨削参数之间的关系及约束条件建立磨削过程的优化数学模型,结合遗传算法及线性加权法把多目标简化成单目标求解出其最优参数范围解,在利用局部搜索算法求出其密封环磨削的精确最优参数。本发明对指导密封环的磨削过程具有重大意义,能更精确的指导密封环加工时的参数选择,以期得到表面粗糙度更小精度更高的密封环。
- 还没有人留言评论。精彩留言会获得点赞!