一种钽铌浆料分解系统及方法与流程
1.本发明涉及金属冶金技术领域,尤其涉及一种钽铌浆料分解系统及方法。
背景技术:
2.钽铌属于高沸点、高熔点的稀有金属,具有强度高、抗疲劳、抗变形、抗腐蚀、易导热、超导、单极导电、吸收气体等优良特性,广泛应用在电子、宇航、机械工业及原子反应堆等行业中。
3.钽铌主要的工业矿物有两类,一类是钽铌酸盐类,主要矿物为钽铁矿;另一类是钛钽铌酸盐类,主要矿物为烧绿石、细晶石等。钽铌精矿除氢氟酸外,很难被其他酸分解,氢氟酸分解钽铌精矿时,精矿中的钽、铌、钛、硅、铁呈可溶性组分进入溶液,稀土和放射性元素铀、钍则残留在渣中,这样在精矿分解的最初阶段,就能把矿中的主要杂质稀土特别是铀、钍元素与钽铌分开。又因硫酸能和钽铌精矿中的部分杂质反应,并且能够减少在分解过程中氢氟酸的挥发损失,因此我国钽铌冶炼厂通常采用氢氟酸-硫酸分解矿石。
4.现有技术中,氢氟酸-硫酸分解矿石的研究大多为酸浓度、分解温度、搅拌速率等参数的研究,缺少钽铌提取的工艺研究,尤其缺少对钽铌提取过程中冒锅、爆炸等事故的分析以及应对措施的研究。因此,提供一种高效、自控化且能及时消除危险,保证安全生产的钽铌浆料分解系统及方法具有重要意义。
技术实现要素:
5.基于上述目的,本发明提供了一种钽铌浆料分解系统及方法,以解决或部分解决上述技术问题:
6.一种钽铌浆料分解系统,包括:
7.分解槽,所述分解槽上连通有浆料管路、酸管路、工艺水管路以及尾气管路,所述分解槽上设置有温度变送器、压力变送器以及液位计,所述酸管路上设置有酸计量泵,所述工艺水管路上设置有工艺水泵;
8.plc控制器,所述plc控制器与所述温度变送器、所述压力变送器、所述液位计分别信号连接,所述plc控制器与所述酸计量泵、所述工艺水泵分别信号连接。
9.进一步地,所述浆料管路上设置有浆料泵,所述浆料泵与所述液位计信号连接;所述尾气管路上设置有呼吸阀。
10.进一步地,所述酸管路包括氢氟酸管路以及浓硫酸管路,所述氢氟酸管路上设置有氢氟酸计量泵,所述浓硫酸管路上设置有浓硫酸计量泵。
11.进一步地,所述分解槽中还设置有搅拌器。
12.基于同一发明构思,本发明还提供了一种钽铌浆料分解方法,包括:
13.将打底工艺水输送至分解槽后,启动分解槽中的搅拌器;
14.将钽铌浆料输送至分解槽后,以预设酸液输送速率将酸液输送至分解槽中,钽铌浆料与酸液进行酸解反应,得到含钽铌的酸解液;
15.分析酸解反应特性,确定表征酸解反应危险性的工艺参数,所述工艺参数包括温度、压力以及液位变化速率;
16.基于工艺参数,进行消除危险操作。
17.进一步地,将钽铌浆料输送至分解槽后,以预设酸液输送速率将酸液输送至分解槽中,具体包括:
18.启动浆料泵进行钽铌浆料的输送,当分解槽的液位达到停浆预设液位值时,关停浆料泵,完成钽铌浆料的输送;
19.完成钽铌浆料输送2min~5min后,启动酸计量泵,以预设酸液输送速率将酸液输送至分解槽中,酸计量泵对酸液输送量进行累计计量,当累计计量的酸液输送量达到酸液输送量预设值时,关停酸计量泵,完成酸液的输送。
20.进一步地,酸液包括氢氟酸与浓硫酸。
21.进一步地,基于工艺参数,进行消除危险操作,具体包括:
22.为温度、压力、液位变化速率中的每一参数设定预设值;
23.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的预设值时,进行消除危险操作,消除危险操作包括降低酸液输送速率、停止酸液输送、输送消险工艺水、停止消险工艺水输送中的一项或多项。
24.进一步地,为温度、压力、液位变化速率中的每一参数设定三个预设值,分别为降速预设值、停酸预设值以及停酸加水预设值,降速预设值、停酸预设值、停酸加水预设值依次递增;
25.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的降速预设值时,降低酸液输送速率;
26.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的停酸预设值时,停止酸液输送;
27.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的停酸加水预设值时,停止酸液输送并输送消险工艺水。
28.从上面所述可以看出,本发明提供的一种钽铌浆料分解系统及方法,具有如下有益效果:
29.提出用于表征酸解反应危险性的工艺参数:温度、压力以及液位变化速率。设置plc控制器,将plc控制器与液位计、温度变送器、压力变送器分别信号连接,以监控温度、压力以及液位变化速率的实时值,并将实时值与预设值比较,依据比较结果,进行降低酸液输送速率、停止酸液输送、输送消险工艺水、停止消险工艺水输送中的一项或多项操作,用于防止酸解反应过程中冒锅、爆炸等事故的发生,保证钽铌浆料分解工艺的安全进行。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
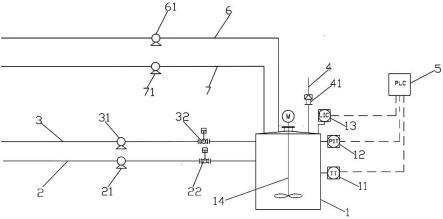
31.图1为本发明实施例的钽铌浆料分解系统的示意图。
32.图中:1-分解槽;11-温度变送器;12-压力变送器;13-液位计;14-搅拌器;2-浆料管路;21-浆料泵;22-浆料切断阀;3-工艺水管路;31-工艺水泵;32-工艺水切断阀;4-尾气管路;41-呼吸阀;5-plc控制器;6-氢氟酸管路;61-氢氟酸计量泵;7-浓硫酸管路;71-浓硫酸计量泵。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。
34.需要说明的是,除非另外定义,本发明实施例使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第一”和类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连通”或者“连通”等类似的词语并非限定于物理的或者机械的连通,而是可以包括电性的连通,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
35.钽铌冶金行业中,采用氢氟酸-硫酸分解矿石,分解反应剧烈,而氢氟酸、浓硫酸又属于强腐蚀性酸,则冒锅、爆炸等事故发生的可能性高,危害巨大。现有技术中,通过严格控制工艺参数、提高精细化操作水平,比如精确控制酸浓度、酸量、反应时间等,少量、多次、缓加原料等,以期尽量降低冒锅、爆炸等事故的发生,但是这些操作仅仅是预防,效果有限,并未有直接、有效、系统的事故危险预判方案以及应对手段。
36.有鉴于此,本发明一个或多个实施例提供了一种钽铌浆料分解系统及方法,该钽铌浆料分解系统及系统能够对钽铌浆料分解过程中的冒锅、爆炸等事故危险及时自动预判、自动应对,保证钽铌浆料分解工序的安全进行。
37.以下,通过具体的实施例来详细说明本发明一个或多个实施例的技术方案。
38.一种钽铌浆料分解系统,包括:分解槽1以及plc控制器5。其中,分解槽1为钽铌浆料与酸液发生酸解反应的场所。分解槽1上连通有浆料管路2、酸管路、工艺水管路3以及尾气管路4。浆料管路2、酸管路、工艺水管路3分别是钽铌浆料、酸液、工艺水的输入通道。尾气管路4是气体的进出通道,用以维持分解槽1中稳定的操作压力。分解槽1上设置有温度变送器11、压力变送器12以及液位计13,温度变送器11用于实时显示分解槽1中液相的温度,压力变送器12用于实时显示分解槽1中气相的压力,液位计13用于实时显示分解槽1中的液位。酸管路上设置有酸计量泵,酸计量泵用于计量酸液输送量、调节酸液输送速率以及启停酸液输送,工艺水管路3上设置有工艺水泵31,工艺水泵31用于启停工艺水输送。
39.plc控制器5,与温度变送器11、压力变送器12、液位计13分别信号连接,以实时获取分解槽1中的温度、压力以及液位,并将温度、压力与其预设值直接比较。需要注意的是,该处的液位并不直接与预设液位值比较,而是将液位换算成液位变化速率与液位变化速率预设值相比较,其中液位变化速率=液位变化量/时间变化量。plc控制器5与酸计量泵、工艺水泵31分别信号连接,依据温度、压力、液位变化速率实时值与预设值的比较结果,进行降低酸液输送速率、停止酸液输送、输送消险工艺水、停止消险工艺水输送中的一项或多项操
作,以消除冒锅、爆炸等潜在危险。
40.在一些实施例中,浆料管路2上设置有浆料泵21,浆料泵21与液位计13信号连接形成连锁关系,以自动定量输入钽铌浆料。尾气管路4上设置有呼吸阀41,通过呼吸阀41的呼气、吸气,自动维持分解槽1中恒定的操作压力,即分解槽1中压力过高时,及时泄压,防止压力过大分解槽1爆裂;分解槽1中压力过小时,吸入气体,保证分解槽1中恒定的操作压力。
41.在一些实施例中,钽铌分解工序中,利用氢氟酸与浓硫酸两种酸分解钽铌浆料。由此,酸管路包括氢氟酸管路6以及浓硫酸管路7,氢氟酸管路6上设置有氢氟酸计量泵61,浓硫酸管路7上设置有浓硫酸计量泵71。氢氟酸管路6以及浓硫酸管路7分别是氢氟酸、浓硫酸的输入通道,氢氟酸计量泵61用于计量氢氟酸输送量、调节氢氟酸输送速率以及启停氢氟酸输送,浓硫酸计量泵71用于计量浓硫酸输送量、调节浓硫酸输送速率以及启停浓硫酸输送。
42.在一些实施例中,分解槽1中还设置有搅拌器14,用于搅混钽铌浆料与酸液。
43.基于同一发明构思,本发明还提供了一种钽铌浆料分解方法,包括以下步骤:
44.步骤101:将打底工艺水输送至分解槽1后,启动分解槽1中的搅拌器14。
45.在该步骤中,打底工艺水从工艺水管路3中输入分解槽1中。输送少量工艺水打底以润湿分解槽1壁面,防止直接输入钽铌浆料,造成钽铌浆料粘结壁面,润湿不均,浪费浆料。
46.步骤102:将钽铌浆料输送至分解槽1后,以预设酸液输送速率将酸液输送至分解槽1中,钽铌浆料与酸液进行酸解反应,得到含钽铌的酸解液。
47.在该步骤中,启动搅拌器14后,再加入钽铌浆料,如若先加钽铌浆料再启动搅拌器14,钽铌浆料量大并且粘稠,一方面搅拌不均,另一方面搅拌器14启动阻力大,可能会烧毁搅拌器电机。加入钽铌浆料后,再加入酸液,如若先加入酸液,酸液量大,钽铌浆料少,则反应剧烈、放热量大,会使酸液飞溅,发生危险。
48.步骤102,具体包括:
49.步骤1021:将打底工艺水加至打底工艺水预设液位后,启动浆料泵21进行钽铌浆料的输送,当分解槽1的液位达到停浆预设液位值时,关停浆料泵21,完成钽铌浆料的输送。分解槽1中的液位计11与浆料泵21电信号连接形成连锁关系,通过停浆预设液位值控制钽铌浆料的输入量,实现钽铌浆料的定量自控关停输入。
50.步骤1022:完成钽铌浆料输送2min~5min后,启动酸计量泵,以预设酸液输送速率将酸液输送至分解槽1中,酸计量泵对酸液输送量进行累计计量,当累计计量的酸液输送量达到酸液输送量预设值时,关停酸计量泵,完成酸液的输送。酸液输送用的是自带计量以及流量调节功能的计量泵,这是因为对钽铌浆料分解工序来说,每吨精矿酸解所需的氢氟酸与浓硫酸耗量相对较少,1230~1300l氢氟酸/每吨精矿、480~520l浓硫酸/每吨精矿,氢氟酸与浓硫酸耗量通常小于2.0m3/h,用计量泵相比配置离心泵+流量计+调节阀的组合,大大节约成本。此外,由于氢氟酸与浓硫酸是强腐蚀性酸,流量计、调节阀的选材困难,实际生产过程中,钽铌企业通常会通过塑料筒罐,人工控制氢氟酸与浓硫酸输送速率以及输送量,计量不准,且大大降低生产效率。
51.在一些实施例中,酸液包括氢氟酸与浓硫酸。更具体地,完成钽铌浆料输送2min~5min后,启动氢氟酸计量泵61,以预设的氢氟酸输送速率将氢氟酸输送至分解槽1中,氢氟
酸计量泵61对氢氟酸输送量进行累计计量,当累计计量的氢氟酸输送量达到氢氟酸输送量预设值时,关停氢氟酸计量泵61,完成氢氟酸的定量、定速输送。然后启动浓硫酸计量泵71,以预设的浓硫酸输送速率将浓硫酸输送至分解槽1中,浓硫酸计量泵71对浓硫酸输送量进行累计计量,当累计计量的浓硫酸输送量达到浓硫酸输送量预设值时,关停浓硫酸计量泵71,完成浓硫酸的定量、定速输送。即先输送氢氟酸,再输送浓硫酸。
52.步骤103:分析酸解反应特性,确定表征酸解反应危险性的工艺参数,工艺参数包括温度、压力以及液位变化速率。
53.酸解反应是一系列剧烈的分解或氧化反应,物料中的ta(钽)、nb(铌)、ti、fe、ca、mg、al等元素的化合物被氢氟酸或者浓硫酸分解氧化成硫酸盐等物质,化学反应包括:ta2o5+14hf=2h2taf2+5h2o,nb2o5+14hf=2h2nbf2+5h2o,sio2+6hf=h2sif6+2h2o,tio2+6hf=h2tif6+2h2o,cao+h2so4=caso4↓
+5h2o,r2o
3(
稀土
)
+6hf=2rf3↓
+3h2o,feo+h2so4=feso4+5h2o等。钽铌浆料分解过程中伴随着氧化放热、酸液稀释热以及气体显热等,这些热量除一部分加热物料外,剩余部分通过排放的空气、水蒸气以及少量的酸雾排出,理论上系统进出平衡,温度、压力稳定。
54.但是,酸解反应过程中,因搅拌不均、物料进料速率、物料进料量变化、进料组分变化等各种不可控、难控制原因,反应可能会产生多次分段化学反应,一旦产生多次分段化学反应,率先反应物料,由于多孔和气流作用,会很快聚集在上部,形成覆盖层,后段反应物料,气流受覆盖层阻力封锁,料液温度、压力增高,进而沸点升高,热能以及静压能急剧增加,且料液受热汽化,气相压力急剧增加。此外,空气、水蒸气以及酸雾排出时会携带固体颗粒,长时积累,排出通道日益渐阻,则系统中气体排出缓慢或甚者不能排出,也会导致气相压力急剧增加。一旦温度、压力达到最终临界值,分解槽1变形开裂爆炸,物料喷出,氢氟酸以及浓硫酸泄漏,造成人员伤害,引发严重的生产安全事故。
55.由此,确定表征酸解反应危险性的工艺参数:温度、压力。此外,温度升高时液相沸腾,气泡堆积于液体表面堆叠上升,由此,确定的表征酸解反应危险性的工艺参数还包括液位变化速率,液位变化速率反应了液位变化的快慢。
56.步骤104:基于工艺参数,进行消除危险操作。具体包括:
57.步骤1041,为温度、压力、液位变化速率中的每一参数设定预设值;
58.步骤1042,当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的预设值时,进行消除危险操作,消除危险操作包括降低酸液输送速率、停止酸液输送、输送消险工艺水、停止消险工艺水输送中的一项或多项,消险工艺水从工艺水管路3中输入分解槽1中。常态操作时,分解槽1中保持温度、压力、液位变化速率常况操作值,一旦温度、压力、液位变化速率的实时值高于温度、压力、液位变化速率常况操作值,则会或将会发生冒锅、爆炸等事故,而高出值越大,危险性越高,消除危险的应对措施不同。由此,设置不同级别的工艺参数预设值,根据不同级别的预设值,采取降低酸液输送速率、停止酸液输送、输送消险工艺水、停止消险工艺水输送中的一项或多项不同的应对措施。
59.更具体地,为温度、压力、液位变化速率中的每一参数设定三个预设值,分别为降速预设值、停酸预设值以及停酸加水预设值,降速预设值、停酸预设值、停酸加水预设值依次递增,即降速预设值、停酸预设值、停酸加水预设值和参数常况操作值之间的差值依次递增,比如温度的常况操作值为40~50℃,降速预设值为70℃、停酸预设值为80℃、停酸加水预
设值为90℃。
60.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的降速预设值时,降低酸液输送速率,直至该工艺参数的实时值达到正常操作时的常况操作值,将酸液输送速率恢复至先前的预设酸液输送速率。
61.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的停酸预设值时,停止酸液输送,直至该工艺参数的实时值达到正常操作时的常况操作值,重新以先前的预设酸液输送速率输送酸液。
62.当温度、压力、液位变化速率中的任一参数的实时值,达到该工艺参数的停酸加水预设值,停止酸液输送并输送消险工艺水,直至该工艺参数的实时值达到正常操作时的常况操作值,停止消险工艺水的输入,并重新以先前的预设酸液输送速率输送酸液。
63.此外,若进行降低酸液输送速率、停止酸液输送、停止酸液输送并输送消险工艺水中的任一项操作,而压力还未降至正常操作时的常况操作值时,有可能尾气管路4被大颗粒杂物阻塞严重,此时,停止正在进行的所有进料、出料操作,包括停止消险工艺水输送,清理尾气管路4后再行生产。
64.实施例1
65.步骤1:启动工艺水泵31,将打底工艺水输送至分解槽1后,启动分解槽1中的搅拌器14。
66.步骤2:启动浆料泵21进行钽铌浆料的输送,当分解槽1的液位达到停浆预设液位值时,关停浆料泵21,完成钽铌浆料的输送。
67.步骤3:完成钽铌浆料输送2min~5min后,启动氢氟酸计量泵61,以预设的氢氟酸输送速率将氢氟酸输送至分解槽1中,氢氟酸计量泵61对氢氟酸输送量进行累计计量,当累计计量的氢氟酸输送量达到氢氟酸输送量预设值时,关停氢氟酸计量泵61,完成氢氟酸的定量、定速输送。
68.步骤4:然后启动浓硫酸计量泵71,以预设的浓硫酸输送速率将浓硫酸输送至分解槽1中,浓硫酸计量泵71对浓硫酸输送量进行累计计量,当累计计量的浓硫酸输送量达到浓硫酸输送量预设值时,关停浓硫酸计量泵71,完成浓硫酸的定量、定速输送。
69.步骤5:为温度、压力、液位变化速率中的每一参数设定三个预设值,分别为降速预设值、停酸预设值以及停酸加水预设值。温度的降速预设值为70℃、停酸预设值为80℃、停酸加水预设值为90℃;压力的降速预设值为50kpa、停酸预设值为100kpa、停酸加水预设值为110kpa;液位变化速率的降速预设值为100mm/h,停酸预设值为200mm/h,停酸加水预设值为300mm/h。
70.步骤6:氢氟酸或者浓硫酸输送时,当温度、压力、液位变化速率中的任一参数的实时值,达到70℃、或者50kpa、或者100mm/h,降低酸液输送速率;当温度、压力、液位变化速率中的任一参数的实时值,达到80℃、或者100kpa、或者200mm/h,停止酸液输送;当温度、压力、液位变化速率中的任一参数的实时值,达到90℃、或者110kpa、或者300mm/h,停止酸液输送并加入消险工艺水。
71.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本发明的范围包括权利要求被限于这些例子;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上
的本发明的不同方面的许多其它变化,为了简明它们没有在细节中提供。
72.本发明的实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本发明的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1