一种聚四氟乙烯蝶阀角度打磨方法与流程
1.本发明涉及蝶阀加工技术领域,具体是一种聚四氟乙烯蝶阀角度打磨方法。
背景技术:
2.聚四氟乙烯蝶阀制作成型后,需要对聚四氟乙烯蝶阀的上边缘和下边缘进行角度打磨,在进行打磨时,需要保证打磨后的聚四氟乙烯蝶阀上边缘的斜角和下边缘的斜角对称且周边厚度尺寸一致。现聚四氟乙烯蝶板上边缘和下边缘的加工主要是采用手动打磨方法,手动打磨方法主要是依靠操作人员的经验手动打磨,所打磨的聚四氟乙烯蝶阀的周边不等厚即周边厚度尺寸不一致,上边缘的斜角和下边缘的斜角对称性差,手工打磨痕迹明显,打磨的表面粗糙度较差,打磨产生的粉尘较大,污染工作环境,加工效率低下。
技术实现要素:
3.本发明所要解决的技术问题是针对上述现有技术的不足提供一种聚四氟乙烯蝶阀角度打磨方法,它可以替代手动打磨方法,打磨出的蝶阀上边缘和蝶阀下边缘的角度对称性好,周边厚度尺寸一致,所打磨的表面粗糙度小,同时该方法还可以调节打磨角度,打磨出的角度和尺寸更加精准,生产效率更高。
4.为实现上述技术目的,本发明采取h的技术方案为:
5.一种聚四氟乙烯蝶阀角度打磨方法,包括旋转机构、上下磨头机构和横向进给机构;
6.所述旋转机构和横向进给机构均设置在机架上,所述上下磨头机构与横向进给机构连接;所述上下磨头机构包括高度调节机构、上砂轮驱动机构、上砂轮、下砂轮驱动机构和下砂轮,上砂轮驱动机构与上砂轮连接,下砂轮驱动机构和下砂轮连接,上砂轮驱动机构和下砂轮驱动机构均安装在高度调节机构上且上砂轮驱动机构和下砂轮驱动机构的安装角度可调节;
7.打磨方法具体为:
8.步骤(1)、将蝶阀两端的轴安装在旋转机构上,轴的左侧面向横向进给机构;
9.步骤(2)、调节上砂轮驱动机构在高度调节机构上的安装角度从而调节上砂轮的倾斜角度,调节下砂轮驱动机构在高度调节机构上的安装角度从而调节下砂轮的倾斜角度,之后,通过高度调节机构调节上下磨头机构中的上砂轮和下砂轮之间的间距,同时保证蝶阀的中心线与上砂轮和下砂轮之间的中间位置齐平;
10.步骤(3)、旋转机构驱动蝶阀左右慢速连续转动,横向进给机构驱动上下磨头机构向蝶阀所在方向定尺进给,在进给过程中,上下磨头机构中的上砂轮驱动机构带动上砂轮转动,下砂轮驱动机构带动下砂轮转动,转动的上砂轮和转动的下砂轮对位于轴左侧的蝶阀上边缘和蝶阀下边缘进行打磨,打磨完成后,横向进给机构驱动上下磨头机构退回到基点位置,同时旋转机构停止转动,上砂轮驱动机构和下砂轮驱动机构停止转动;
11.步骤(4)、旋转机构驱动蝶阀旋转180
°
,之后,旋转机构驱动蝶阀左右慢速连续转
动,横向进给机构驱动上下磨头机构向蝶阀所在方向定尺进给,在进给过程中,上下磨头机构中的上砂轮驱动机构带动上砂轮转动,下砂轮驱动机构带动下砂轮转动,转动的上砂轮和转动的下砂轮对位于轴右侧的蝶阀上边缘和蝶阀下边缘进行打磨,打磨完成后,横向进给机构驱动上下磨头机构退回到基点位置,同时旋转机构停止转动,上砂轮驱动机构和下砂轮驱动机构停止转动,完成蝶阀角度打磨工序。
12.作为本发明进一步改进的技术方案,所述旋转机构包括旋转驱动机构和蝶阀托架结构,所述旋转驱动机构与蝶阀托架结构连接,所述旋转驱动机构用于驱动蝶阀托架结构旋转,所述蝶阀托架结构用于连接蝶阀;
13.所述旋转驱动机构包括旋转电机、减速机、传动轴和旋转盘,所述旋转电机和减速机固定连接在机架上,所述旋转电机与减速机连接,所述减速机与传动轴的一端连接,所述传动轴的另一端与旋转盘连接,所述传动轴与机架通过轴承座转动连接,所述旋转盘与蝶阀托架结构连接;
14.所述蝶阀托架结构包括水平支撑架和定位机座,所述水平支撑架的中部与旋转盘固定连接,所述水平支撑架的两端分别通过螺母锁紧连接有定位机座,所述定位机座与蝶阀两端的轴连接;
15.其中旋转电机通过减速机驱动传动轴转动,传动轴通过旋转盘、水平支撑架和定位机座带动蝶阀转动。
16.作为本发明进一步改进的技术方案,所述上下磨头机构中的高度调节机构包括导轨安装板、纵向导轨、上端升降运动机构、上分度盘、上电机安装板、下端升降运动机构、下拖板、下分度盘和下电机安装板;所述上端升降运动机构、下端升降运动机构和纵向导轨均连接在导轨安装板上;所述上端升降运动机构与上拖板连接且用于驱动上拖板沿着纵向导轨上下滑动,所述上拖板与纵向导轨滑动连接,所述上拖板连接有上分度盘,所述上电机安装板在上分度盘上的安装角度可调节且上电机安装板能定位锁紧连接在上分度盘上,所述上砂轮驱动机构采用上打磨电机,上打磨电机固定连接在上电机安装板上,所述上打磨电机的输出轴与上砂轮的中心连接,所述上打磨电机用于驱动上砂轮转动从而打磨蝶阀上边缘;所述下端升降运动机构与下拖板连接且用于驱动下拖板沿着纵向导轨上下滑动,所述下拖板与纵向导轨滑动连接,所述下拖板连接有下分度盘,所述下电机安装板在下分度盘上的安装角度可调节且下电机安装板能定位锁紧连接在下分度盘上,所述下砂轮驱动机构采用下打磨电机,下打磨电机固定连接在下电机安装板上,所述下打磨电机的输出轴与下砂轮的中心连接,所述下打磨电机用于驱动下砂轮转动从而打磨蝶阀下边缘;
17.所述上分度盘、上电机安装板、上打磨电机和上砂轮组成的结构与下分度盘、下电机安装板、下打磨电机和下砂轮组成的结构对称设置;上分度盘和下分度盘上均设置有弧形槽且设有弧形标尺,该弧形槽与弧形标尺弧度相同;上电机安装板的底部与上分度盘的弧形槽滑动连接并转动连接,上电机安装板的底部与上分度盘的弧形槽能通过锁紧件紧固连接;下电机安装板的底部与下分度盘的弧形槽滑动连接并转动连接,下电机安装板的底部与下分度盘的弧形槽能通过锁紧件紧固连接;
18.所述导轨安装板上设置有纵向标尺,纵向标尺为对称刻度线,蝶阀的中心线与对称刻度线中的零刻度线齐平;
19.所述横向进给机构与上下磨头机构中的导轨安装板连接,所述横向进给机构用于
驱动上下磨头机构横向移动。
20.作为本发明进一步改进的技术方案,所述上端升降运动机构和下端升降运动机构上下对称设置,且均采用手摇滚珠丝杆升降机构,所述手摇滚珠丝杆升降机构包括手轮、滚珠丝杆副和支撑轴承座,所述手轮与滚珠丝杆副中的丝杆一端固定连接,所述滚珠丝杆副中的丝杆两端分别轴设在一对支撑轴承座上,所述支撑轴承座固定连接在导轨安装板上;
21.所述的步骤(2)具体为:
22.手摇上端升降运动机构的手轮,上端升降运动机构中的手轮通过滚珠丝杆副带动上拖板沿着纵向导轨上下滑动,上拖板带动上分度盘、上电机安装板、上打磨电机和上砂轮上下移动;手摇下端升降运动机构的手轮,下端升降运动机构中的手轮通过滚珠丝杆副带动下拖板沿着纵向导轨上下滑动,下拖板带动下分度盘、下电机安装板、下打磨电机和下砂轮上下移动,进而调节上砂轮和下砂轮之间的间距;
23.在上分度盘上滑动并旋转上电机安装板,当上打磨电机的输出轴中心线对准上分度盘上的某刻度后将上电机安装板锁紧在上分度盘上,从而实现上砂轮倾斜角度的调节;在下分度盘上滑动并旋转下电机安装板,当下打磨电机输出轴中心线对准下分度盘上的某刻度后将下电机安装板锁紧在下分度盘上,从而实现下砂轮倾斜角度的调节;在调节后,需保证上砂轮和下砂轮的倾斜角度对称,保证蝶阀的水平中心线、上砂轮和下砂轮之间的中间位置与对称刻度线中的零刻度线齐平。
24.作为本发明进一步改进的技术方案,所述上拖板通过螺母座与上端升降运动机构的滚珠丝杆副中的丝母固定连接;所述下拖板通过螺母座与下端升降运动机构的滚珠丝杆副中的丝母固定连接。
25.作为本发明进一步改进的技术方案,所述横向进给机构采用直线模组,所述直线模组与横向拖板连接,所述直线模组用于驱动横向拖板横向直线运动,所述横向拖板与导轨安装板固定连接。
26.作为本发明进一步改进的技术方案,所述直线模组通过支撑架安装在机架上,所述机架上还连接有导向支撑座,所述导向支撑座内滑动连接有导向轴,所述导向轴的一端与导轨安装板固定连接,所述导向轴位于直线模组下方,且导向轴与直线模组的进给方向平行。
27.作为本发明进一步改进的技术方案,还包括吸尘装置,所述吸尘装置用于吸收上下磨头机构打磨产生的粉尘。
28.本发明的有益效果为:
29.本发明旋转机构的水平支撑架和定位机座用于安装蝶阀,水平支撑架为横向螺纹支架,水平支撑架与定位机座通过螺母锁紧连接,可根据蝶阀不同规格尺寸的外径调节水平支撑架与定位机座的锁紧位置,适用于多种尺寸的蝶阀安装,拆装方便。
30.本发明可以根据蝶阀上边缘角度、蝶阀下边缘角度和蝶阀周边厚度尺寸要求,对上下磨头机构进行手动校调,即在上分度盘上滑动并旋转上电机安装板使得上打磨电机输出轴中心线对准上分度盘上的某刻度后并将上电机安装板紧固在上分度盘上、转动上方的手轮使得丝杆驱动上砂轮上下移动进而调整上砂轮的高度、在下分度盘上滑动并旋转下电机安装板使得下打磨电机输出轴中心线对准下分度盘上的某刻度后并将下电机安装板紧固在下分度盘上、转动下方的手轮使得丝杆驱动下砂轮上下移动进而调整下砂轮的高度,
保证蝶阀的水平中心线、上砂轮和下砂轮之间的中心位置和对称刻度线上的零刻度线齐平,且上砂轮的倾斜角度和下砂轮的倾斜角度对称。适用于不同边缘角度和周边厚度尺寸要求的蝶阀打磨。
31.本发明发明旋转驱动机构中的旋转电机、上下磨头机构中的上打磨电机和下打磨电机以及横向进给机构中的电机均与电控箱连接,电控箱与总电源连接,按蝶阀边缘厚度尺寸要求,在电控箱的操作面板上设定控制程序,旋转机构设定程序在定向位置上进行左右慢速连续转动,即驱动蝶阀进行左右慢速连续转动,横向进给机构按设定程序,采用分步定尺进给打磨方式,使得上下磨头机构中的上砂轮和下砂轮分别对蝶阀上边缘和蝶阀下边缘进行角度打磨至规定尺寸。相比手工打磨方法,本发明打磨方法打磨出的蝶阀尺寸精度更高,周边厚度尺寸一致性更好、上边缘斜角和下边缘斜角对称性更好,表面粗糙度小。同时本发明在上下磨头机构正上方配置吸尘装置,可以将打磨出的粉尘顺着一个方向排除,吸尘装置将粉尘吸收并通过吸风管道经水过滤系统,将粉尘集中吸收过滤,降低粉尘污染,改善工作环境。
附图说明
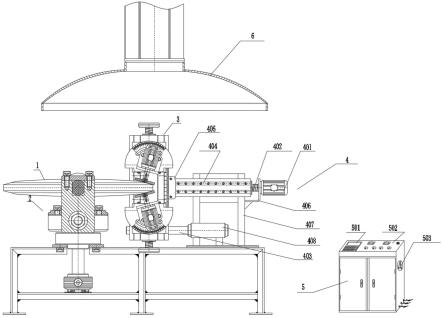
32.图1为本发明整体结构示意图。
33.图2为本发明上下磨头机构结构示意图。
34.图3为本发明旋转机构结构主视图。
35.图4为本发明旋转机构结构侧视图。
36.图5为本发明旋转机构结构俯视图。
具体实施方式
37.下面根据附图对本发明的具体实施方式作出进一步说明:
38.如图1所示,一种聚四氟乙烯蝶阀角度打磨结构,包括旋转机构2、上下磨头机构3、横向进给机构4、电控箱5和吸尘装置6;其中吸尘装置6(如吸尘器)位于上下磨头机构3上方,用于吸收上下磨头机构3打磨蝶阀1时产生的粉尘。
39.如图3至图5所示,旋转机构2包括旋转驱动机构和蝶阀托架结构,所述旋转驱动机构与蝶阀托架结构连接,所述旋转驱动机构用于驱动蝶阀托架结构旋转,所述蝶阀托架结构用于安装蝶阀1(即聚四氟乙烯蝶阀)。
40.如图3至图5所示,旋转驱动机构包括机架203、旋转电机201、减速机202、传动轴204和旋转盘207,所述旋转电机201和减速机202安装在机架203上,所述旋转电机201与减速机202连接,所述减速机202与传动轴204的一端连接,所述传动轴204的另一端与旋转盘207连接,所述传动轴204与机架203通过轴承座206转动连接,轴承座206通过第一安装板205固定连接在机架203上,所述旋转盘207与蝶阀托架结构连接;所述旋转电机201用于依次通过减速机202和传动轴204带动旋转盘207旋转进而带动蝶阀托架结构旋转。
41.蝶阀托架结构包括水平支撑架208和定位机座209,所述水平支撑架208的中部与旋转盘207通过螺钉固定连接,所述水平支撑架208的两端均通过螺纹连接螺母从而锁紧连接有定位机座209,蝶阀1两端的轴101插接在定位机座209上并通过螺钉锁紧固定。
42.本实施例中蝶阀1的转动,是由减速机202的传动轴204带动旋转盘207及水平支撑
架208、定位机座209转动,并通过电控箱5设定旋转电机201所需正、反定向转动和慢速旋转,实现左、右旋转和180
°
定位旋转。旋转机构2的水平支撑架208和定位机座209用于安装蝶阀1,水平支撑架208为横向螺纹支架,可按蝶阀1不同规格尺寸的外径调节水平支撑架208与定位机座209的锁紧位置,拆装方便,定位准确。
43.如图2所示,所述上下磨头机构3包括导轨安装板313、纵向导轨314、上端升降运动机构301、上拖板303、上分度盘312、上电机安装板305、上打磨电机304、上砂轮307、下端升降运动机构302、下拖板311、下分度盘310、下电机安装板315、下打磨电机309和下砂轮308;所述上端升降运动机构301、下端升降运动机构302和纵向导轨314均连接在导轨安装板313上;所述上端升降运动机构301与上拖板303连接且用于驱动上拖板303沿着纵向导轨314上下滑动,所述上拖板303与纵向导轨314滑动连接,所述上拖板303固定连接有上分度盘312,所述上电机安装板305在上分度盘312上的安装角度可调节且上电机安装板305能定位锁紧连接在上分度盘312上,所述上打磨电机304固定连接在上电机安装板305上,所述上打磨电机304的输出轴与上砂轮307的中心通过螺钉固定连接,所述上打磨电机304用于驱动上砂轮307转动从而打磨蝶阀1上边缘;所述下端升降运动机构302与下拖板311连接且用于驱动下拖板311沿着纵向导轨314上下滑动,所述下拖板311与纵向导轨314滑动连接,所述下拖板311固定连接有下分度盘310,所述下电机安装板315在下分度盘310上的安装角度可调节且下电机安装板315能定位锁紧连接在下分度盘310上,所述下打磨电机309固定连接在下电机安装板315上,所述下打磨电机309的输出轴与下砂轮308的中心通过螺钉固定连接,所述下打磨电机309用于驱动下砂轮308转动从而打磨蝶阀1下边缘。上砂轮307与下砂轮308上下对称设置,所述导轨安装板313上设置有纵向标尺306。纵向标尺306为对称刻度线。
44.所述上分度盘312、上电机安装板305、上打磨电机304和上砂轮307组成的整体结构与下分度盘310、下电机安装板315、下打磨电机309和下砂轮307组成的整体结构对称设置,上分度盘312和下分度盘310上均设置有弧形槽且设有弧形标尺,该弧形槽与弧形标尺弧度相同,弧形槽的半径小于弧形标尺的半径;上电机安装板305上固定的滑块与上分度盘312的弧形槽滑动连接且上电机安装板305的滑块可以在上分度盘312的弧形槽转动,使得上电机安装板305在上分度盘312上的安装角度可调节,调整上电机安装板305的安装角度时,滑动并旋转电机安装板305进而保证上打磨电机304输出轴的中心轴线与上分度盘312的弧形标尺上的对应刻度对齐后,再将上电机安装板305上的安装孔通过螺栓或螺钉紧固在上分度盘312上;同理,下电机安装板315上固定的滑块与下分度盘310的弧形槽滑动连接且下电机安装板315的滑块可以在下分度盘310的弧形槽转动,使得下电机安装板315在下分度盘310上的安装角度可调节,调整下电机安装板315的安装角度时,滑动并旋转下电机安装板315进而保证下打磨电机309输出轴的中心轴线与下分度盘310上的弧形标尺上的对应刻度对齐后,再将下电机安装板315上的安装孔通过螺栓或螺钉紧固在下分度盘310上。
45.所述上端升降运动机构301和下端升降运动机构302上下对称设置,且均采用手摇滚珠丝杆套件,所述手摇滚珠丝杆套件包括手轮3001、滚珠丝杆副3002和支撑轴承座,所述手轮3001与滚珠丝杆副3002中的丝杆一端固定连接,所述滚珠丝杆副3002中的丝杆两端分别轴设(即转动连接)在一对支撑轴承座上,所述支撑轴承座固定连接在导轨安装板313上。所述上拖板303通过螺母座与上端升降运动机构301的滚珠丝杆副3002中的丝母固定连接;所述下拖板311通过螺母座与下端升降运动机构302的滚珠丝杆副3002中的丝母固定连接。
转动上端升降运动机构301中的手轮3001,上端升降运动机构301中丝杆上的螺母座能带动上拖板303沿着纵向导轨314滑动。转动下端升降运动机构302中的手轮3001,下端升降运动机构302中丝杆上的螺母座能带动下拖板311沿着纵向导轨314滑动。
46.上下磨头机构3的工况是先按蝶阀1边缘双角度和厚度尺寸要求,对上下磨头机构3进行手动校调、定位紧固,保证上边缘的斜角和下边缘的斜角对称,边缘等厚、尺寸一致。
47.对上下磨头机构3进行手动校调、定位紧固,具体为:在安装蝶阀1时,保证蝶阀1水平中心线的高度位于导轨安装板313上纵向标尺的零刻度线上;根据蝶阀1边缘角度要求,按照上分度盘312上的刻度调整上电机安装板305在上分度盘312上的安装角度、按照下分度盘310上的刻度调整下电机安装板315在下分度盘310上的安装角度,保证上砂轮307的倾斜角度和下砂轮308的倾斜角度对称,定位紧固上电机安装板305和下电机安装板315;根据蝶阀1周边所需厚度要求,分别手动转动上端升降运动机构301上的手轮3001和下端升降运动机构302上的手轮3001,根据导轨安装板313上设置有纵向标尺调节上砂轮307和下砂轮308的高度,调节时需蝶阀1水平中心线位于上砂轮307和下砂轮308之间的中心位置。
48.如图1所示,所述横向进给机构4与上下磨头机构3中的导轨安装板313连接,所述横向进给机构4用于驱动上下磨头机构3横向移动。所述横向进给机构4采用直线模组,所述直线模组与横向拖板405连接,所述直线模组用于驱动横向拖板405横向直线运动,所述横向拖板405与导轨安装板313固定连接。所述直线模组通过支撑架安装在机架203上,所述机架203上还连接有导向支撑座408,所述导向支撑座408内滑动连接有导向轴403,所述导向轴403的一端与导轨安装板313固定连接,所述导向轴403位于直线模组下方,且导向轴403与直线模组的进给方向平行。
49.导轨支架407的基面板与机架203相连,导向支撑座408与导轨支架407的基面板相连,直线模组采用现有常用的丝杆直线模组,包括横向电机401、横向丝杆组402和横向导轨404等,横向电机401驱动横向丝杆组402中的丝杆转动,横向丝杆组402中丝杆上的螺母带动横向拖板405沿着横向导轨404滑动,进而调节上下磨头机构3的横向位置,直线模组通过导轨支架407固定连接在机架203上,横向电机401通过电机支架406固定连接在导轨支架407上。
50.所述旋转驱动机构中的旋转电机201、上下磨头机构3中的上打磨电机304和下打磨电机309以及横向进给机构4中的横向电机401均通过电控箱5连接有总电源。电控箱5上设置有显示屏501、操作面板502和总电源开关503。电控箱5通过总电源开关503连接总电源。电控箱5用于控制旋转驱动机构中的旋转电机201、上下磨头机构3中的上打磨电机304和下打磨电机309以及横向进给机构4中的横向电机401工作。
51.工作原理:将蝶阀1两端的轴101通过螺钉安装在蝶阀托架结构的定位机座209上,根据蝶阀1上边缘角度、下边缘角度和蝶阀1边缘厚度尺寸要求,对上下磨头机构3进行手动校调,即在上分度盘312上滑动并旋转上电机安装板305使得上打磨电机304输出轴中心线对准上分度盘312上的某刻度后并将上电机安装板305紧固在上分度盘312上、转动上方的手轮3001使得丝杆驱动上砂轮307上下移动进而调整上砂轮307的高度、在下分度盘310上滑动并旋转下电机安装板315使得下打磨电机309输出轴中心线对准下分度盘310上的某刻度后并将下电机安装板315紧固在下分度盘310上、转动下方的手轮3001使得丝杆驱动下砂轮308上下移动进而调整下砂轮308的高度,保证蝶阀1的水平中心线、上砂轮307和下砂轮
308之间的中心位置和纵向标尺的零刻度线对齐,且上砂轮307的倾斜角度和下砂轮308的倾斜角度对称。按蝶阀1边缘厚度尺寸要求,在电控箱5的操作面板502上设定控制程序,旋转机构2按控制程序中的角度打磨程序在定向位置上进行左右慢速连续转动,即驱动蝶阀1进行左右慢速连续转动,上打磨电机304按角度打磨程序带动上砂轮307转动,下打磨电机309按角度打磨程序带动下砂轮308转动,横向进给机构4按控制程序中的角度打磨程序驱动上下磨头机构3进行分步、定尺进给,使得转动的上砂轮307和转动的下砂轮308对蝶阀1左侧(即位于蝶阀的轴101左侧)的上边缘和下边缘进行角度打磨至规定尺寸,完成左侧的双边角度打磨后,横向进给机构4驱动上下磨头机构3退回到基点位置,同时旋转机构2停止转动并停在零位的启始位置,上打磨电机304和下打磨电机309停止转动;通过操作面板502启动转动指令,即旋转机构2按顺时针方向,旋转180
°
定位。再通过操作面板502启动角度打磨程序,旋转机构2按角度打磨程序慢速左右转动,上打磨电机304按角度打磨程序带动上砂轮307转动,下打磨电机309按角度打磨程序带动下砂轮308转动,横向进给机构4按角度打磨程序驱动上下磨头机构3进行分步、定尺进给,使得转动的上砂轮307和转动的下砂轮308对蝶阀1右侧(即位于蝶阀的轴101右侧)的上边缘和下边缘角度打磨至规定尺寸,横向进给机构4驱动上下磨头机构3退回基点位置,完成蝶阀1双边角度打磨工序。
52.本实施例还根据以上打磨机构提供一种聚四氟乙烯蝶阀角度打磨方法,包括:
53.步骤(1)、将蝶阀1两端的轴101安装在旋转机构2上,轴101的左侧面向横向进给机构4;
54.步骤(2)、根据尺寸要求调节上砂轮307和下砂轮308之间的间距:手摇上端升降运动机构301的手轮3001,上端升降运动机构301中的手轮3001通过滚珠丝杆副3002带动上拖板303沿着纵向导轨314上下滑动,上拖板303带动上分度盘312、上电机安装板305、上打磨电机304和上砂轮307上下移动;手摇下端升降运动机构302的手轮3001,下端升降运动机构302中的手轮3001通过滚珠丝杆副3002带动下拖板311沿着纵向导轨314上下滑动,下拖板311带动下分度盘310、下电机安装板315、下打磨电机309和下砂轮308上下移动,进而调节上砂轮307和下砂轮308之间的间距;
55.根据尺寸要求调节上砂轮307和下砂轮308的倾斜角度:在上分度盘312上滑动并旋转上电机安装板305,当上打磨电机304的输出轴中心线对准上分度盘312的弧形标尺上的某刻度后将上电机安装板305通过锁紧件(即螺母或螺钉)锁紧在上分度盘312上,从而实现上砂轮307倾斜角度的调节;在下分度盘310上滑动并旋转下电机安装板315,当下打磨电机309输出轴中心线对准下分度盘310的弧形标尺上的某刻度后将下电机安装板315通过锁紧件(即螺母或螺钉)锁紧在下分度盘310上,从而实现下砂轮308倾斜角度的调节;在调节后,需保证上砂轮307和下砂轮308的倾斜角度对称,保证蝶阀1的水平中心线、上砂轮307和下砂轮308之间的中间位置与对称刻度线中的零刻度线齐平;
56.步骤(3)、通过电控箱5控制各个电设备工作:旋转机构2驱动蝶阀1左右慢速连续转动,横向进给机构4驱动上下磨头机构3向蝶阀1所在方向定尺进给,在进给过程中,上下磨头机构3中的上打磨电机304带动上砂轮307转动,下打磨电机309带动下砂轮308转动,转动的上砂轮307和转动的下砂轮308对位于轴101左侧的蝶阀上边缘和蝶阀下边缘进行打磨,打磨完成后,横向进给机构4驱动上下磨头机构3退回到基点位置,同时旋转机构2停止转动,上打磨电机304和下打磨电机309停止转动;
57.步骤(4)、通过电控箱5控制各个电设备工作:旋转机构2驱动蝶阀1旋转180
°
定位,之后,旋转机构2再次驱动蝶阀1左右慢速连续转动,横向进给机构4驱动上下磨头机构3向蝶阀1所在方向定尺进给,在进给过程中,上下磨头机构3中的上打磨电机304带动上砂轮307转动,下打磨电机309带动下砂轮308转动,转动的上砂轮307和转动的下砂轮309对位于轴101右侧的蝶阀上边缘和蝶阀下边缘进行打磨,打磨完成后,横向进给机构4驱动上下磨头机构3退回到基点位置,同时旋转机构2停止转动,上打磨电机304和下打磨电机309停止转动,完成蝶阀角度打磨工序。
58.本实施例实现了一次性装夹蝶阀1,双边角度同步打磨成形,充分保证了表面打磨质量和夹角、等厚尺寸的一致性;提高了生产工效和蝶阀的品质;蝶阀打磨角度可控;同时配置吸尘装置,保证了打磨出的粉尘通过吸尘装置,便于收集过滤,也解决了工作环境的粉尘污染,大幅度降低粉尘污染,改善了工作环境。
59.本发明的保护范围包括但不限于以上实施方式,本发明的保护范围以权利要求书为准,任何对本技术做出的本领域的技术人员容易想到的替换、变形、改进均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1