一种全连铸车间智能生产系统的制作方法
1.本发明涉及炼钢技术领域,尤其涉及一种全连铸车间智能生产系统。
背景技术:
2.全连铸生产包括中包烘烤系统、钢水温度测量系统、大包回转系统、结晶器系统、冷却系统、振动台系统、液压系统、拉矫系统、切割系统、定尺系统、信息系统、铸坯收集系统、输送系统等,各个系统紧密联系构成了连铸生产系统,常规的生产系统的运行主要是通过管理人员,操作人员来实现的,生产是否高效、事故预防判定、生产监控是否合理不同的管理、操作人员表现有差异,系统程度不足;
3.上述技术主要存在以下缺点:
4.1、各个系统相互独立,需要不同的人员去管理、监控,人力消耗大;
5.2、定尺系统为红外线切割系统,受拉速,设备影响大,切割误差大,且切割系统无法准确的判断出换水口、结晶器液面波动出现位置,不具备指导作用;
6.3、铸机脱坯为人工判断,操作失误会造成开浇失败;
7.4、事故预判系统不够完善,无法给予生产管理者明确预判;
8.因此,本发明提出一种全连铸车间智能生产系统以解决现有技术中存在的问题。
技术实现要素:
9.针对上述问题,本发明提出一种全连铸车间智能生产系统,该全连铸车间智能生产系统对全连铸生产系统中的模块进行优化设计,增加信息化管理,自动化管理模块,通过对全系统的控制优化达到智能生产的目的。
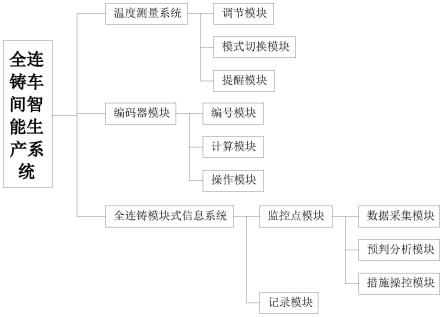
10.为实现本发明的目的,本发明通过以下技术方案实现:一种全连铸车间智能生产系统,包括温度测量系统、编码器模块和全连铸模块式信息系统,所述温度测量系统内置于中包烘烤系统中,根据中包温度自动调节煤气、压缩空气开口度,所述编码器模块内置于定尺切割系统中,对每一根铸坯进行虚拟编号,以进行可追溯性管理,且编码器模块还用于计算切割长度,以及对钢水进行分罐操作;
11.所述全连铸模块式信息系统用于增加连铸各流程的监控点,接入连铸各流程的传感器,以及编码器模块和温度测量系统,进行数据采集分析,预判事件的发生,并对数据进行记录。
12.进一步改进在于:所述温度测量系统包括调节模块、模式切换模块和提醒模块,所述调节模块用于根据中包温度自动调节煤气、压缩空气开口度,所调节的参考阈值为人工设置。
13.进一步改进在于:所述模式切换模块用于在中包小火烘烤后,根据中包温度自动开启大火烘烤模式,通过耐材强度下降温度区间,所述提醒模块用于根据计划开浇时间提醒负责人员是否进行保温操作。
14.进一步改进在于:所述编码器模块包括编号模块、计算模块和操作模块,所述编号
模块用于对每一根铸坯进行虚拟编号,实现对每一根铸坯的可追溯性管理,所述计算模块用于在结晶器液面出现波动时,根据波动位置、波动时间,确定切废长度,同时计算出合理的切割长度。
15.进一步改进在于:所述操作模块用于根据虚拟编号对钢水进行分罐操作,自动分罐,以保证钢坯的可追溯性,并根据虚拟编号操作自动脱坯、换水口操作推送。
16.进一步改进在于:所述全连铸模块式信息系统包括监控点模块和记录模块,所述监控点模块包括数据采集模块、预判分析模块和措施操控模块,所述数据采集模块接入连铸各流程的传感器,以及编码器模块和温度测量系统,采集传感器、编码器模块、温度测量系统的数据,对钢水到铸坯输送的全流程进行实时监控。
17.进一步改进在于:所述预判分析模块内置数据标准阈值,且预判分析模块接入互联网,获取各种异常事件的异常数据,所述预判分析模块接入数据采集模块,对实时数据进行对比分析,判断出异常的生产数,并预判事件的发生。
18.进一步改进在于:所述措施操控模块接入人工总控台,在预判分析模块预判事件后,将事件发送至人工总控台,人工总控台用于人工输入应对各种事件的措施,所述措施操控模块根据人工总控台提供的措施方案在生产中提前采取措施,消除事故发生。
19.进一步改进在于:所述记录模块接入监控点模块,对各监控点数据进行记录,并生成数据报表,给生产、技术管理人员提供数据分析基础。
20.本发明的有益效果为:
21.1、本发明通过全连铸模块式信息系统增加连铸各流程的监控点,进行数据监测、传输,提高连铸生产的信息化、自动化程度,达到全连铸车间智能生产的目的,并对数据进行记录,为技术、管理人员提供数据基础,便于提高管理人员的管理效率。
22.2、本发明在定尺切割系统内置编码器模块,对每一根铸坯进行虚拟编号,可实现对每一根铸坯的可追溯性管理。在结晶器液面出现波动时,可以根据波动位置、波动时间,确定切废长度,同时计算出合理的切割长度,减少定尺不足造成的切废问题,提高铸坯收得率,通过编码器的应用还可以精准的对钢水进行分罐操作、自动脱坯、换水口操作推送,增加钢坯的可追溯性,有效的减少操作人员劳动成本。
23.3、本发明通过预判分析模块内置数据标准阈值以及各种异常事件的异常数据,对实时数据进行对比分析,判断出异常的生产数,并预判事件的发生,通过措施操控模块根据措施方案在生产中提前采取措施,降低或避免事故的发生。
附图说明
24.图1为本发明的组成图。
具体实施方式
25.为了加深对本发明的理解,下面将结合实施例对本发明做进一步详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
26.实施例一
27.根据图1所示,本实施例提出了一种全连铸车间智能生产系统,包括温度测量系统、编码器模块和全连铸模块式信息系统,所述温度测量系统内置于中包烘烤系统中,根据
中包温度自动调节煤气、压缩空气开口度,科学的烘烤中包,不在用人工经验判断中包烘烤,所述编码器模块内置于定尺切割系统中,对每一根铸坯进行虚拟编号,以进行可追溯性管理,且编码器模块还用于计算切割长度,以及对钢水进行分罐操作;
28.所述全连铸模块式信息系统用于增加连铸各流程的监控点,接入连铸各流程的传感器,以及编码器模块和温度测量系统,进行数据采集分析,预判事件的发生,并对数据进行记录。本发明通过全连铸模块式信息系统增加连铸各流程的监控点,进行数据监测、传输,提高连铸生产的信息化、自动化程度,达到全连铸车间智能生产的目的,并对数据进行记录,为技术、管理人员提供数据基础,便于提高管理人员的管理效率。
29.所述温度测量系统包括调节模块、模式切换模块和提醒模块,所述调节模块用于根据中包温度自动调节煤气、压缩空气开口度,所调节的参考阈值为人工设置。
30.所述模式切换模块用于在中包小火烘烤后,根据中包温度自动开启大火烘烤模式,通过耐材强度下降温度区间,具体为:当中包温度达到850℃时,通过系统推送到主控室,机长、台上组长,准备中包热调,5min后开始热调,热调结束后,控制升温,烘烤至1100-1200℃,所述提醒模块用于根据计划开浇时间提醒负责人员是否进行保温操作。保证后续开浇成功。
31.所述编码器模块包括编号模块、计算模块和操作模块,所述编号模块用于对每一根铸坯进行虚拟编号,实现对每一根铸坯的可追溯性管理,所述计算模块用于在结晶器液面出现波动时,根据波动位置、波动时间,确定切废长度,同时计算出合理的切割长度。减少定尺不足造成的切废问题,提高铸坯收得率。
32.所述操作模块用于根据虚拟编号对钢水进行分罐操作,自动分罐,以保证钢坯的可追溯性,并根据虚拟编号操作自动脱坯、换水口操作推送。有效的减少操作人员劳动成本。本发明在定尺切割系统内置编码器模块,对每一根铸坯进行虚拟编号,可实现对每一根铸坯的可追溯性管理。在结晶器液面出现波动时,可以根据波动位置、波动时间,确定切废长度,同时计算出合理的切割长度,减少定尺不足造成的切废问题,提高铸坯收得率,通过编码器的应用还可以精准的对钢水进行分罐操作、自动脱坯、换水口操作推送,增加钢坯的可追溯性,有效的减少操作人员劳动成本。
33.实施例二
34.根据图1所示,本实施例提出了一种全连铸车间智能生产系统,包括温度测量系统、编码器模块和全连铸模块式信息系统,所述温度测量系统内置于中包烘烤系统中,根据中包温度自动调节煤气、压缩空气开口度,科学的烘烤中包,不在用人工经验判断中包烘烤,所述编码器模块内置于定尺切割系统中,对每一根铸坯进行虚拟编号,以进行可追溯性管理,且编码器模块还用于计算切割长度,以及对钢水进行分罐操作;
35.所述全连铸模块式信息系统用于增加连铸各流程的监控点,接入连铸各流程的传感器,以及编码器模块和温度测量系统,进行数据采集分析,预判事件的发生,并对数据进行记录。本发明通过全连铸模块式信息系统增加连铸各流程的监控点,进行数据监测、传输,提高连铸生产的信息化、自动化程度,达到全连铸车间智能生产的目的,并对数据进行记录,为技术、管理人员提供数据基础,便于提高管理人员的管理效率。
36.所述全连铸模块式信息系统包括监控点模块和记录模块,所述监控点模块包括数据采集模块、预判分析模块和措施操控模块,所述数据采集模块接入连铸各流程的传感器,
以及编码器模块和温度测量系统,采集传感器、编码器模块、温度测量系统的数据,对钢水到铸坯输送的全流程进行实时监控。连铸各流程包括:中包烘烤系统、钢水温度测量系统、大包回转系统、结晶器系统、冷却系统、振动台系统、液压系统、拉矫系统、切割系统、定尺系统、信息系统、铸坯收集系统、输送系统。
37.所述预判分析模块内置数据标准阈值,且预判分析模块接入互联网,获取各种异常事件的异常数据,所述预判分析模块接入数据采集模块,对实时数据进行对比分析,判断出异常的生产数,并预判事件的发生。
38.所述措施操控模块接入人工总控台,在预判分析模块预判事件后,将事件发送至人工总控台,人工总控台用于人工输入应对各种事件的措施,所述措施操控模块根据人工总控台提供的措施方案在生产中提前采取措施,降低或避免事故的发生。本发明通过预判分析模块内置数据标准阈值以及各种异常事件的异常数据,对实时数据进行对比分析,判断出异常的生产数,并预判事件的发生,通过措施操控模块根据措施方案在生产中提前采取措施,降低或避免事故的发生。
39.所述记录模块接入监控点模块,对各监控点数据进行记录,并生成数据报表,给生产、技术管理人员提供数据分析基础。不断的优化生产、工艺流程、参数,最大的释放生产效率,降低操作人员的劳动成本,提高管理人员的管理效率。
40.本发明通过全连铸模块式信息系统增加连铸各流程的监控点,进行数据监测、传输,提高连铸生产的信息化、自动化程度,达到全连铸车间智能生产的目的,并对数据进行记录,为技术、管理人员提供数据基础,便于提高管理人员的管理效率。且本发明在定尺切割系统内置编码器模块,对每一根铸坯进行虚拟编号,可实现对每一根铸坯的可追溯性管理。在结晶器液面出现波动时,可以根据波动位置、波动时间,确定切废长度,同时计算出合理的切割长度,减少定尺不足造成的切废问题,提高铸坯收得率,通过编码器的应用还可以精准的对钢水进行分罐操作、自动脱坯、换水口操作推送,增加钢坯的可追溯性,有效的减少操作人员劳动成本。同时,本发明通过预判分析模块内置数据标准阈值以及各种异常事件的异常数据,对实时数据进行对比分析,判断出异常的生产数,并预判事件的发生,通过措施操控模块根据措施方案在生产中提前采取措施,降低或避免事故的发生。
41.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1