一种石墨舟卡点、石墨舟及镀膜方法与流程
本发明涉及太阳能电池生产,特别涉及一种石墨舟卡点、石墨舟及镀膜方法。
背景技术:
1、pecvd系统是一组利用石墨舟和高频等离子激发器的系列发生器,在低压和升温的情况下,等离子发生器直接装在镀膜板中间发生反应,所用的活性气体为硅烷硅烷和氨气,在真空、480摄氏度的环境温度下,通过对石墨舟的导电,使得这些气体作用形成氮化硅并存储在硅片上,由此完成硅片的镀膜,可以根据改变硅烷对氨气的比率,来得到不同的折射指数;
2、在进行镀膜前需将硅片通过石墨舟卡点安装在石墨舟上,石墨舟卡点在使用过程中会造成磨损,石墨舟卡点的磨损会导致镀膜均匀性降低,因此每隔2-3个月需对石墨舟卡点进行更换,现有的石墨舟卡点为一体化设计,在对其进行更换时,不能单独对磨损部位进行更换,极大的增加了石墨舟卡点的更换成本。
技术实现思路
1、本发明提供一种石墨舟卡点、石墨舟及镀膜方法,用以解决现有的石墨舟卡点为一体化设计,在对其进行更换时,不能单独对磨损部位进行更换,极大的增加了石墨舟卡点的更换成本的技术问题。
2、为解决上述技术问题,本发明公开了一种石墨舟卡点,包括:
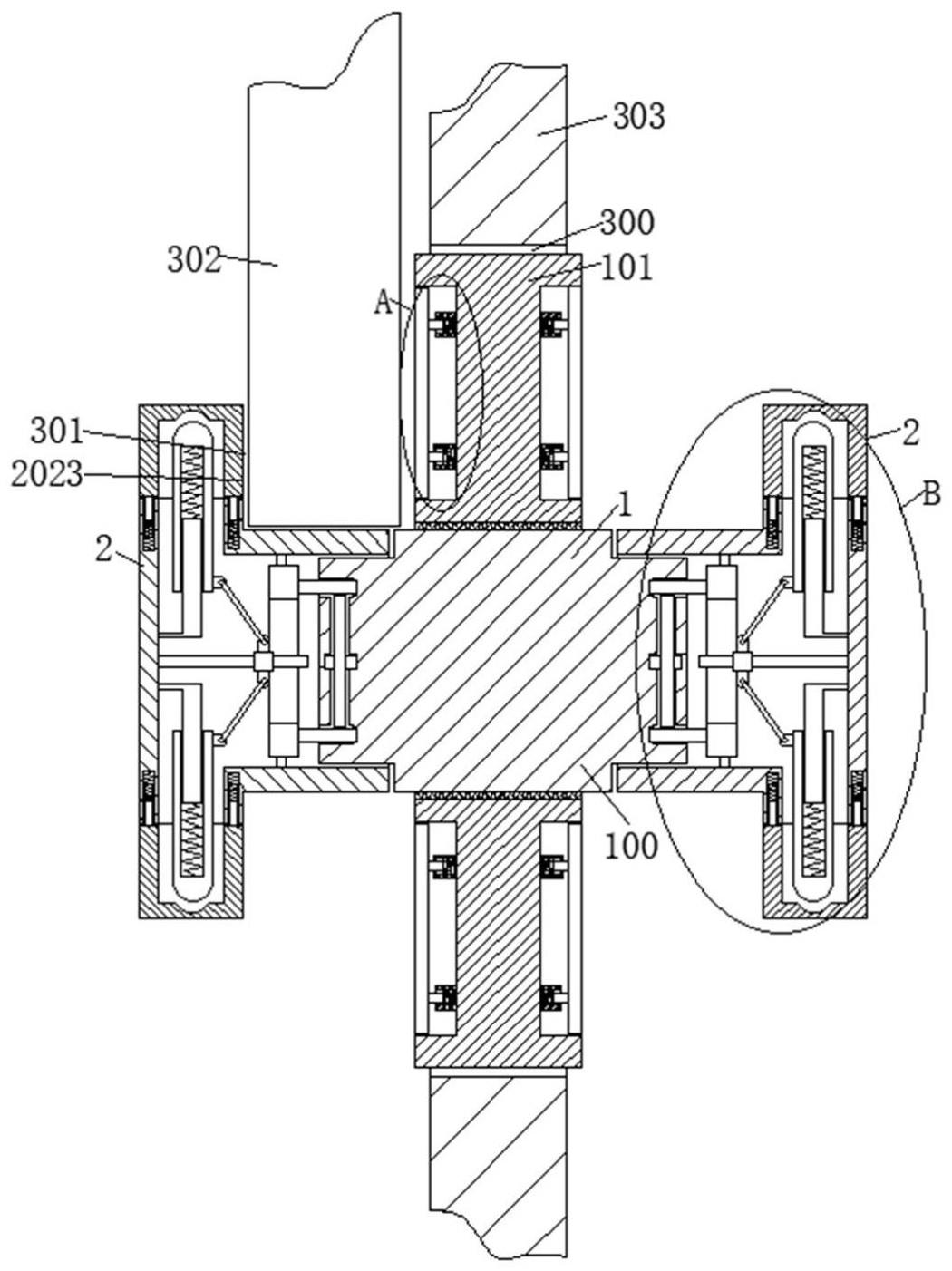
3、连接件,所述连接件连接在石墨舟的石墨舟片上的石墨舟卡点安装孔内;
4、两对称布置的卡接件,两卡接件分别螺纹连接在所述连接件两端,所述卡接件与连接件之间形成硅片卡接槽,所述硅片卡接槽用于硅片的安装。
5、优选的,所述连接件包括螺纹连接件和盘体,所述盘体螺纹连接在螺纹连接件中部,所述卡接件螺纹连接在所述螺纹连接件两端。
6、优选的,所述盘体内开设有收纳槽,所述收纳槽内固定连接有导向筒体,所述导向筒体内滑动连接有导向杆,所述导向杆与所述导向筒体之间固定连接有第一弹性件,所述导向杆远离所述导向筒体的一端固定连接有抵接板体。
7、优选的,所述卡接件包括:
8、t型台体,所述t型台体螺纹连接在所述连接件两端;
9、若干弧形扩容件,若干所述弧形扩容件沿t型台体径向滑动连接在t型台体的扩容件安装滑槽内,所述弧形扩容件与所述扩容件安装滑槽内壁之间通过第二弹性件连接。
10、优选的,所述t型台体设有扩容驱动组件,所述扩容驱动组件包括:
11、驱动丝杠,所述驱动丝杠转动连接在所述t型台体内壁,所述驱动丝杠上设有第一驱动件,所述第一驱动件用于驱动所述驱动丝杠转动;
12、若干环形布置的l型导向件,所述l型导向件与所述弧形扩容件一一对应,所述l型导向件上滑动连接有扩容执行筒体,所述扩容执行筒体与所述l型导向件之间通过第三弹性件连接;
13、驱动螺母,所述驱动螺母螺纹连接在所述驱动丝杠上,所述驱动螺母上环形铰链连接有若干扩容杆件,所述扩容杆件远离所述驱动螺母的一端与所述扩容执行筒体铰链连接。
14、优选的,还包括:
15、环形啮合齿,所述环形啮合齿固定连接在所述t型台体内;
16、啮合筒体,所述啮合筒体转动连接在所述连接件的螺纹连接件上,所述啮合筒体外壁与所述环形啮合齿相互啮合;
17、齿轮转轴,所述齿轮转轴转动连接在所述螺纹连接件内,所述齿轮转轴上设有第二驱动件,所述第二驱动件用于驱动所述齿轮转轴转动;
18、筒体啮合齿轮,所述筒体啮合齿轮键连接在所述齿轮转轴上,所述筒体啮合齿轮与所述啮合筒体内壁相互啮合。
19、优选的,还包括:
20、石墨舟卡点更换提示系统,所述石墨舟卡点更换提示系统用于监测石墨舟卡点的使用状况,并在石墨舟卡点使用状况不佳时进行报警提示,所述石墨舟卡点更换提示系统包括:
21、压力传感器,所述压力传感器设置在所述卡接件的a侧面上,用于检测a侧面所受的压力;
22、计数器,所述计数器设置在所述石墨舟卡点上,用于检测所述石墨舟卡点的使用次数;
23、控制器,报警器,所述控制器与所述压力传感器、计数器和报警器电连接,所述控制器基于所述压力传感器和所述计数器控制所述报警器报警,包括以下步骤:
24、步骤一:基于所述压力传感器和公式(1),计算石墨舟卡点第i次使用的实际磨损程度衡量系数:
25、
26、其中,为石墨舟卡点第i次使用的实际磨损程度衡量系数,v0为石墨卡点的单次使用预设磨损体积,fi为石墨舟卡点第i次使用时所述压力传感器的检测值,li为石墨舟卡点第i次使用时沿卡接件a侧面径向方向卡接件a侧面与硅片的接触长度,hbs为a侧面的硬度衡量值,单位为n/mm2,σ为卡接件的材料脱落系数,其量纲为一,e为自然数,取值为2.71,a为硅片与a侧面的接触面积,为压力传感器检测值为fi时对应的石墨舟卡点的预设磨损深度,为石墨舟卡点第i次使用时的实际磨损体积量,为石墨舟卡点第i次使用时的实际磨损深度;
27、步骤二:基于步骤一、计数器和公式(2),计算石墨舟卡点的实际累积磨损程度衡量系数:
28、
29、其中,为石墨舟卡点的实际累积磨损程度衡量系数,α为基于石墨舟卡点更换提示系统的实际累积磨损程度衡量系数的偏差纠正系数,为基于石墨舟卡点使用环境的实际累积磨损程度衡量系数的偏差纠正系数,n为所述计数器的检测值;
30、步骤三:所述控制器比较所述石墨舟卡点的实际累积磨损程度衡量系数和石墨舟卡点的预设累积磨损程度衡量系数,若石墨舟卡点的实际累积磨损程度衡量系数大于石墨舟卡点的预设累积磨损程度衡量系数,则所述报警器报警。
31、一种石墨舟,包括若干石墨舟片,若干石墨舟片平行布置,且通过均匀间隔布置的陶瓷杆连接为一体,形成石墨舟,相邻石墨舟片之间的陶瓷杆上套设有陶瓷短筒,所述陶瓷短筒两端面分别与两相邻的石墨舟片侧面相抵;
32、所述石墨舟片上设有若干硅片安装槽,所述硅片安装槽包括三条卡接边和一条进料边,三条卡接边依次相邻布置,所述卡接边上开设有若干石墨舟卡点安装孔。
33、一种镀膜方法,包括以下步骤:
34、步骤一:将石墨舟和待镀膜的硅片清洗烘干;
35、步骤二:将清洗烘干后的硅片放入石墨舟的硅片安装槽内,并通过石墨舟卡点将硅片卡接在硅片卡接槽内,使得硅片安装在石墨舟片上;
36、步骤三:硅片一一安装完毕后,将石墨舟放在推舟上,推舟承载石墨舟将其送入pecvd管式主机台中;
37、步骤四:关闭炉门,检查pecvd管式主机台内镀膜炉的密封性,若密封良好,则将镀膜炉内的空气抽出,之后向镀膜炉内通入氮气,再次检查镀膜炉的密封性,若密封性良好,则向镀膜炉内通入硅烷和氨气,并保持镀膜炉内温度在420℃-465℃,硅烷和氨气在420v电压下反应生成氮化硅,生成的氮化硅沉积在硅片上;
38、步骤五:对镀膜后的硅片进行吹扫后,推舟将石墨舟推出pecvd管式主机台;
39、步骤六:对镀膜后的硅片进行质检,剔除不合格品。
40、优选的,对镀膜后的硅片进行质检,剔除不合格品包括:通过椭偏机对硅片上的膜厚进行检测,通过检测结果对镀膜均匀度进行判断:
41、沿硅片镀膜平面的其中一对角线取间隔均匀的x个点,通过椭偏机分别对x个点处的镀膜厚度进行检测,得到每个点处对应的镀膜厚度值;
42、计算硅片的实际镀膜不均匀度系数:
43、
44、其中,τ为硅片的实际镀膜不均匀度系数,e为自然数,取值为2.71,为x个点对应的镀膜厚度中的最大值,为x个点对应的镀膜厚度中的最小值,为硅片的基准镀膜厚度,为第m个点对应的镀膜厚度值;
45、当硅片的实际镀膜不均匀度系数大于硅片的预设镀膜不均匀度系数时,将该硅片剔除,将其表面的氮化硅清洗后,检查硅片质量,若此时硅片质量达标,则将其重新投入产线。
46、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!