一种用于三棱镜智能化抛光的夹具系统
本发明属于精密/超精密加工领域,涉及一种用于三棱镜智能化抛光的夹具系统。
背景技术:
1、三棱镜是由透明材料制成的截面呈三角形的光学仪器,属于色散棱镜的一种,被广泛的应用在数码设备、科学技术、医学仪器等领域。粗糙度和面型精度较差的三棱镜会严重影响光学系统的光学性能和成像质量。为满足粗糙度、面型精度等要求,超精密抛光被广泛用于三棱镜的加工,而高精度棱镜的高效制造通常是通过若干种工装夹具来保证的。工装夹具设计的合理性和制造的精密性直接决定着整个制造过程的效率和产品的性能。
2、中国专利cn201010503033.x公开了一种三棱镜双面镀膜夹具及其工艺方法,但该夹具无法被应用于三棱镜的抛光,抛光过程中棱镜压板会阻碍待加工表面与抛光工具接触,且该夹具无调平功能。
3、中国专利cn201120492477.8公开了一种新型三棱镜夹具,该夹具主体端面上开设有若干个v型槽,v型槽两端的槽壁上设置有若干外伸的凸缘,加工时,三棱镜的两端分别置于凸缘上。但该夹具的v型槽夹角固定,可加工三棱镜种类单一。
4、中国专利cn201720019417.1公开了一种可调间距的三棱镜夹具,该装置可以实现夹具的间距调整,使三棱镜的放置和取出更加方便。但该装置的夹板角度不可调,可加工三棱镜种类仍然单一。
5、中国专利cn 201921956005.6公开了一种用于三棱镜加工的夹具,该装置能够夹持固定不同大小的三棱镜,但无法对工件待加工面的水平度进行实时调整。
6、中国专利cn202122979781.1公开了一种长条三棱镜的胶合治具以方便将两长条三棱镜胶合在一起,但该胶合治具中的v型槽夹角固定,可加工三棱镜种类单一。
7、中国专利cn201010242011.2公开了一种气垫悬浮运输车自动调平控制装置来实现气垫悬浮运输车的自动调平,但该装置为纯机械结构,自动化水平低,效率较低,不适用于三棱镜超精密加工过程中待加工面的实时调平。
8、中国专利cn201320773076.9公开了一种气垫悬浮运输车纯气控自动调平控制装置来实现气垫悬浮运输车的自动调平,但基于纯机械检测装置的调平系统体积较大,自动化水平低,且气囊的充气放气需要一定时间,效率较低,不适用于三棱镜超精密加工过程中待加工面的实时调平。
9、中国专利cn201310196365.1公开了一种气垫悬浮运输设备自动调平控制装置来实现气垫悬浮运输设备的调平,但该专利的核心调平装置为很多复杂的机械结构,导致其自动化水平较低,气囊的充气放气需要一定时间,效率较低,且精度较差,无法满足三棱镜超精密加工过程中待加工表面水平度实时调节。
10、中国专利cn201610174325.0公开了一种气垫悬浮输送机调平方法,根据每个重力传感器,通过调节各气囊内气压来实现实时调平气垫悬浮输送机。但气囊的充气放气需要一定时间,效率较低,且精度较差,无法满足三棱镜超精密加工过程中待加工表面水平度实时调节。
11、中国专利cn201910372708.2公开了一种气垫搬运龙门架,其中中央处理器根据电子水平仪实时传送的水平倾斜信息通过控制设在充气管上的电磁阀的启闭状态来调节调平气囊的充气膨胀程度。该调平系统体积较大,且气囊的充气放气需要一定时间,效率较低,精度较差,无法满足三棱镜超精密加工过程中待加工表面水平度实时调节。
12、中国专利cn200820192354.0公开了一种自动调平仪,基于t型平面调平传感器及电磁力实现对桌面的调平,但其主要在强调传感器的结构。该自动调平仪缺乏调节中心,基于液体的传感器精度太差,无法满足三棱镜的超精密加工,也无法对三棱镜超精密加工过程中待加工表面水平度的实时调节带来启示。
13、中国专利cn202110414125.9公开了一种调平装置、方法、计算机设备和存储介质以实现3d打印机器的调平。该专利基于传感器反馈的压力信号根据计算所得z轴补偿进行调平。基于压力的传感器精度太差;三棱镜晶体的尺寸相对3d打印机器较小,基于z轴补偿的调平方法性能较低,效果太差;无法满足三棱镜的超精密加工,也无法对三棱镜超精密加工过程中待加工表面水平度的实时调节带来启示。
14、此外,三棱镜抛光过程中可能出现的异常工况(配重块侧翻、杂物掉入抛光盘等)会严重影响三棱镜的加工质量,如何避免异常工况对加工质量的影响也是必要的。
技术实现思路
1、为解决现有技术存在的上述问题,本发明要设计一种加工种类多样、易于实时调平待加工面且具有异常工况保护功能的用于三棱镜智能化抛光的夹具系统。
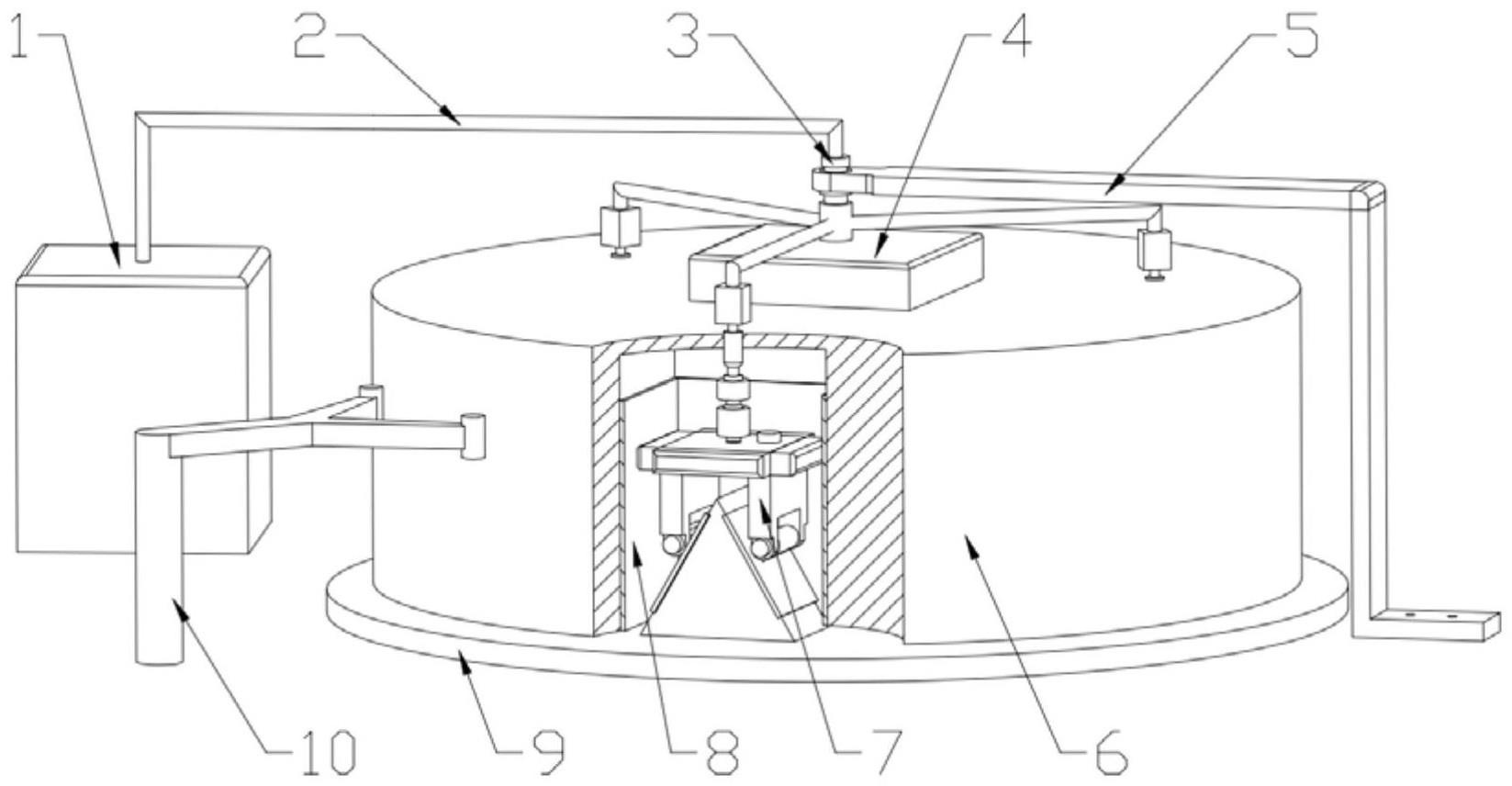
2、为了实现上述目的,本发明的技术方案如下:一种用于三棱镜智能化抛光的夹具系统,包括气泵、总进气管、直通旋转接头、系统电源、固定架、配重块、夹具单元、强力磁铁板和保持架;
3、所述气泵通过总进气管和直通旋转接头与夹具单元连接;
4、所述直通旋转接头上端与固定架连接、下端固定在系统电源上方,所述系统电源固定在配重块上方;抛光过程中所述直通旋转接头上端固定不动、下端随配重块一起转动,所述系统电源为夹具单元供电;
5、所述夹具单元有n个,沿周向均布在配重块内部的n个内腔中;
6、所述强力磁铁板被固定在配重块内腔的四周;
7、所述夹具单元用于夹持三棱镜并随配重块一起在抛光盘上方转动,所述配重块为三棱镜的抛光提供所需压力;
8、抛光盘通过磁力被吸附在抛光机的工作台上,所述配重块的周边与保持架滚动接触,所述保持架通过螺栓固定在抛光机的机身上;
9、所述夹具单元包括电磁铁模块、电磁阀、主进气管、推杆进气管、气动推杆、力传感器、球笼万向节、水平仪、夹具框架、旋转轴和夹板;
10、所述主进气管通过电磁阀与推杆进气管的入口端相连接;
11、所述推杆进气管的出口端与气动推杆上端连接,所述气动推杆穿过配重块上部孔洞,连接方式为过盈配合连接;所述气动推杆的下端依次与力传感器、球笼万向节和夹具框架连接,所述水平仪安装在夹具框架的上端面上;
12、所述电磁铁模块的内侧分别与夹具框架的四周固定连接;当电磁铁模块通电后,电磁铁模块与强力磁铁板之间产生电磁吸力;
13、所述夹板有两块,通过柔性粘胶分别与三棱镜的两个待夹持面粘结;
14、所述夹具框架的两侧板下端设置旋转轴,所述夹板与旋转轴转动连接,以夹持不同种类的三棱镜。
15、进一步地,所述夹具框架包括顶板和两个侧板,两个侧板的上边与顶板相对的两个侧边固定连接,构成门形结构;所述顶板为矩形板。
16、进一步地,每个夹具单元中所述电磁铁模块有四个,沿周向均布。
17、进一步地,所述电磁铁模块、电磁阀、水平仪和力传感器分别通过数据线与控制系统连接。
18、进一步地,所述夹具单元为左右对称结构。
19、进一步地,所述推杆进气管、气动推杆、力传感器、球笼万向节和夹具框架的中心共线。
20、进一步地,所述夹具单元个数n=3-5。
21、本发明的工作原理如下:
22、非工作时间,电磁阀为关闭状态;电磁铁模块为断电状态,电磁铁模块与强力磁铁板之间不会产生电磁吸力;气动推杆为缩回状态;夹具单元收缩于配重块内部;配重块静置于抛光盘上表面。
23、抛光过程中,电磁阀为打开状态,各电磁铁模块处于通电状态,电磁铁模块与强力磁铁板之间产生电磁吸力;气动推杆在电磁阀的控制下伸出并在球笼万向节、夹具框架、旋转轴、夹板、各电磁铁模块的作用下将三棱镜的待加工面紧紧压在抛光盘表面上。
24、当三棱镜的待加工面发生倾斜时,所述夹具框架会绕球笼万向节发生倾斜而导致一侧变高另一侧变低,水平仪将检测到的倾斜信号反馈给控制系统,控制系统根据水平仪的倾斜程度调节相应电磁铁模块内的电流大小,以调节电磁吸力。与夹具框架变高一侧相连的电磁铁模块内的电流被降低一定数值,即电磁吸力变小一定数值;与夹具框架变低一侧相连的电磁铁模块内的电流被升高相应数值,即电磁吸力变大一定数值,直到发生倾斜的夹具框架被调平,发生倾斜的待加工面被调平。
25、抛光过程中,在配重块自身重力及气动推杆推力作用下,夹具单元的夹板从配重块内部伸出,使三棱镜的待加工面与抛光盘表面紧密接触,配重块在气动推杆推力的反作用下逐渐升高并与抛光盘上表面处于分离状态。当抛光过程中遇到异常工况即力传感器或水平仪感应到感应到异常变化信号时,力传感器或水平仪将异常信号反馈给控制系统,控制系统向电磁阀发送相应调节指令,气动推杆在电磁阀的作用下将三棱镜迅速收回配重块内部,避免待加工面与抛光盘表面接触以达到保护目的,此时抛光盘上表面仅与配重块接触。
26、与现有技术相比较,本发明的有益效果体现在:
27、1、本发明通过可调角度的夹板及夹具单元的调平系统可在抛光过程中实现对不同种类三棱镜的夹持及其待加工面在三维空间的快速动态调平;
28、2、本发明通过直通旋转接头连接,保证了夹具在旋转的同时仍可获得稳定气压;
29、3、本发明的控制系统基于水平仪及力传感器的反馈信号,通过电磁阀动态控制气动推杆的伸缩及配重块的配合,达到了异常工况时保护工件表面的目的。
- 还没有人留言评论。精彩留言会获得点赞!