一种热轧耐候钢及其生产方法与流程
本申请涉及热轧带钢,尤其涉及一种热轧耐候钢及其生产方法。
背景技术:
1、耐候钢广泛应用于铁路、车辆、桥梁和建筑等行业,通过形成保护性锈层保护钢基体,减少由于大气环境造成的腐蚀损失。突出地,09cupcrni耐候钢的耐候性为普碳钢的2-8倍。
2、但是现有技术中的09cupcrni耐候钢的耐候性能已经无法满足实际生产要求。目前生产一种不仅具有良好耐候性,并且具有优异的力学性能的耐候钢是亟待解决的问题。
技术实现思路
1、本申请提供了一种热轧耐候钢及其生产方法,以解决现有技术中09cupcrni耐候钢的力学性能与耐候性无法同时兼顾的技术问题。
2、第一方面,本申请提供了一种热轧耐候钢,所述耐候钢包括以下化学成分:
3、c、si、mn、p、s、ni、cr、cu、al、n、ti、其余为fe以及不可避免的杂质;
4、所述ti的含量为0.40重量%-0.60重量%。
5、可选的,所述耐候钢中ti的含量为0.50重量%-0.60重量%。
6、可选的,所述耐候钢的化学成分中,c的含量为0.02重量%-0.05重量%,si的含量为0.10重量%-0.30重量%,mn的含量为0.30重量%-0.80重量%,p的含量为≤0.020重量%,s的含量为≤0.004重量%,ni的含量为0.10重量%-0.30重量%,cr的含量为0.30重量%-0.80重量%,cu的含量为0.20重量%-0.80重量%,al的含量为≤0.05重量%,n的含量为≥0.0035重量%。
7、可选的,所述耐候钢的显微组织为铁素体,所述铁素体中含有大量球状含ti的碳化物和立方形的碳氮化物。
8、第二方面,本申请提供了一种热轧耐候钢的生产方法,用于生产第一方面所述的耐候钢,所述方法包括:
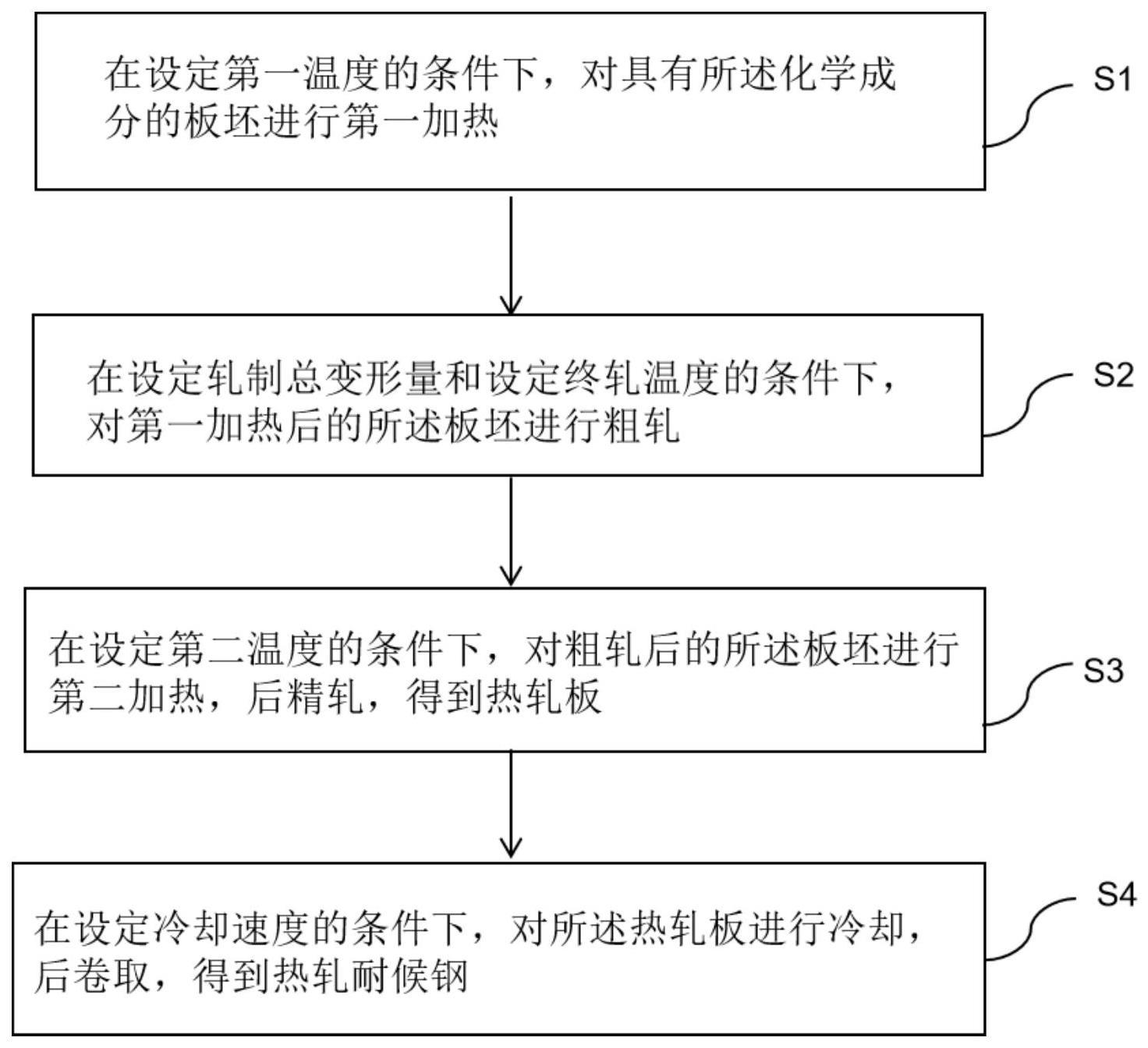
9、在设定第一温度的条件下,对具有所述化学成分的板坯进行第一加热;
10、在设定轧制总变形量和设定终轧温度的条件下,对第一加热后的所述板坯进行粗轧;
11、在设定第二温度的条件下,对粗轧后的所述板坯进行第二加热,后精轧,得到热轧板;
12、在设定冷却速度的条件下,对所述热轧板进行冷却,后卷取,得到热轧耐候钢。
13、可选的,所述设定轧制总变形量为≥80%,
14、可选的,所述设定终轧温度为950℃-1100℃。
15、可选的,所述设定冷却速度为<15℃/s。
16、可选的,所述设定冷却速度为≤10℃/s。
17、可选的,所述设定第一加热温度为≥1100℃。
18、可选的,所述设定第二加热温度为1000℃-1200℃。
19、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
20、本申请实施例提供的一种热轧耐候钢及其生产方法,基于09cupcrni耐候钢耐候性能不佳,采用低碳低锰成分设计,在添加合金元素ni、cr、cu的基础上,通过添加适量的合金元素ti,保证其耐候性能;热机械轧制中控制粗轧阶段压下量≥80%,获得细化的奥氏体晶粒;冷却阶段控制低冷速冷却,保证ti的充分析出,以兼顾其冲击韧性。综上实现09cupcrni耐候钢的力学性能与耐候性同时兼顾的技术问题。
技术特征:
1.一种热轧耐候钢,其特征在于,所述耐候钢包括以下化学成分:
2.根据权利要求1所述的耐候钢,其特征在于,所述耐候钢的化学成分中,c的含量为0.02重量%-0.05重量%;si的含量为0.10重量%-0.30重量%;mn的含量为0.30重量%-0.80重量%;p的含量为≤0.020重量%;s的含量为≤0.004重量%;ni的含量为0.10重量%-0.30重量%;cr的含量为0.30重量%-0.80重量%;cu的含量为0.20重量%-0.80重量%;al的含量为≤0.05重量%;n的含量为≥0.0035重量%。
3.根据权利要求1所述的耐候钢,其特征在于,所述耐候钢的显微组织为铁素体,所述铁素体中含有大量球状含ti的碳化物和立方形的碳氮化物。
4.一种热轧耐候钢的生产方法,用于生产权利要求1-3任意一项所述的耐候钢,所述方法包括:
5.根据权利要求4所述的方法,其特征在于,所述设定轧制总变形量为≥80%。
6.根据权利要求4所述的方法,其特征在于,所述设定终轧温度为950℃-1100℃。
7.根据权利要求4所述的方法,其特征在于,所述设定冷却速度为<15℃/s。
8.根据权利要求7所述的方法,其特征在于,所述设定冷却速度为≤10℃/s。
9.根据权利要求5所述的方法,其特征在于,所述设定第一温度为≥1100℃。
10.根据权利要求5所述的方法,其特征在于,所述设定第二温度为1000℃-1200℃。
技术总结
本申请涉及热轧带钢技术领域,尤其涉及一种热轧耐候钢及其生产方法。所述耐候钢包括以下化学成分:C、Si、Mn、P、S、Ni、Cr、Cu、Al、N、Ti、其余为Fe以及不可避免的杂质;所述Ti的含量为0.40重量%‑0.60重量%。本申请基于09CuPCrNi耐候性能,采用低碳低锰成分设计,在添加合金元素Ni、Cr、Cu的基础上,通过添加适量的合金元素Ti,并通过适当的工艺流程,实现耐候钢耐候性、力学性能的进一步提升。本申请内容解决了现有技术中09CuPCrNi耐候钢的耐候性能与力学性能无法同时兼顾的技术问题。
技术研发人员:郭佳,刘锟,于广泳,韩赟,田志红,季晨曦,梁江涛,曹建平,徐士新,鞠新华,温娟,秦汉成,崔桂彬
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!