一种汽车格栅加工设备的制作方法
本发明涉及汽车配件加工领域,具体是一种汽车格栅加工设备。
背景技术:
1、汽车格栅位于汽车车体最前面,一般集成在前保险杠或安装于发动机舱盖上,是为汽车冷却系统设置的开口部件,设计散热器格栅时,在满足基本进风量要求的同时,也要保证自身强度;汽车格栅一般通过注塑或者冲切制成;注塑就是将熔化的原料浇注在模具中,冷却后取出;冲切就是在整张板材上冲击打孔,且根据材料选择加工方法;
2、上述两种方法在加工后,浇注产品边缘会产生毛刺,后期需要经过打磨处理方能进入喷漆,电镀等环节;同样板材在冲切后,冲切背面也会残留有很多毛刺,打磨处理干净后才能进行喷漆,电镀等环节;
3、汽车格栅整体呈板状,现有打磨方式,有半自动化加工和全自动打磨方式,还有人工打磨;全自动打磨智能化较高,设备自身的零部件精度要求高,装置或者设备购买成本高,以及后期的维修费用偏高;人工打磨,打磨效率低,未能同自动加工设备不间断性工作,同时人工打磨,导致工人长时间处于一种恶劣的环境中,对于身体来讲,是一种慢性稳定损害;而半自动化设备,在考虑成本和效率以及其他诸多方面,半自化设备更适用于厂家的需求,为此,本发明中设计一种半自动化工作的汽车格栅加工设备。
4、因此,针对上述问题提出一种汽车格栅加工设备。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
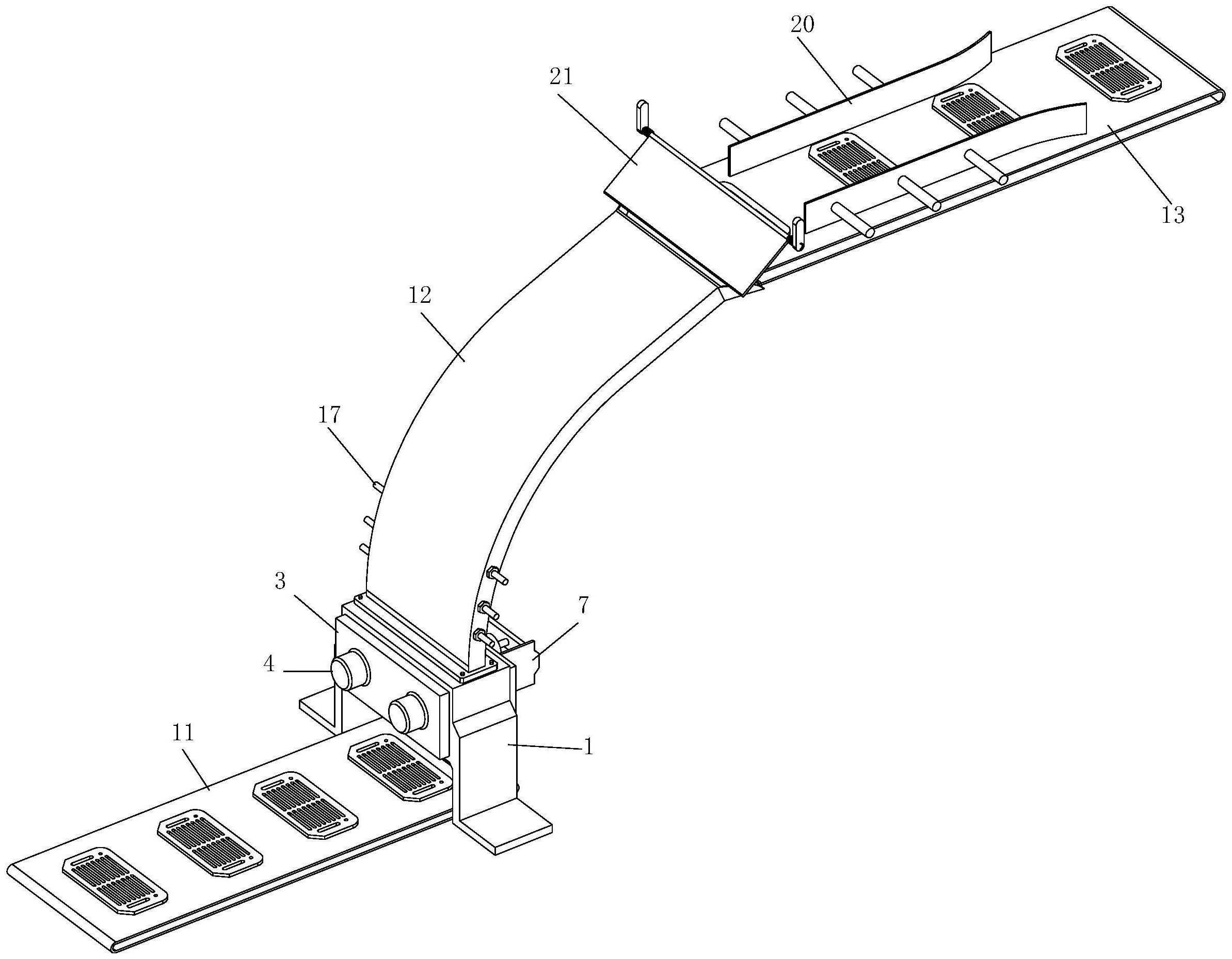
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种汽车格栅加工设备,包括打磨单元;所打磨单元包括基块,基块的上下端面开设矩形状的滑孔,基块的前端开设窗口,窗口连通滑孔,窗口内设有滑块,滑块上固接有电机,电机的输出端向滑孔内延伸,且电机的输出端固接有打磨轮;所述基块的后端对称开设矩形状的通孔,通孔内设有推板,推板向滑孔内延伸,推板的内端下边缘水平固接有限位杆,推板的外端固接有衔接板,衔接板的中间位置固接有气缸的输出端,气缸固接在基块的后端面中间位置;所述滑孔的下孔端设有一号输送带;操作时,将冲切后的坯料沿着滑孔的上端放置在基块内,限位杆将坯料托住,驱动电机转动,同时驱动气缸,气缸的输出端并缩入,并拉动衔接板,衔接板将推板向滑孔方向推送,同时架设在限位杆上的坯料被推板推向打磨轮,然后打磨轮逐渐对其表面毛刺进行打磨,打磨结束后,气缸的输出端推动推板,限位杆向气缸方向移动,同时坯料在滑孔侧壁上的阻挡下,坯料脱离限位杆并下落至一号输送带上传送离开,之后气缸的输出端复位,限位杆置于滑孔内,此时放置新的坯料,坯料架设在限位杆,以此类推,重复上述动作,即可实现坯料的连续性打磨;该加工设备相比全自动化设备加工,以及人工打磨加工,能够在降低成本的情况,也照顾到加工效率,同时也降低打磨产生灰尘碎屑对工人的损害,为作业提供良好的环境。
3、优选的,所述滑孔的上孔端设有导向管,导向管的横截面成矩形状,导向管呈弧形状向上延伸设置,导向管的一端固接并连通滑孔的上孔端,导向管的另一端设有水平状态的二号输送带,二号输送带的移动末端置于导向管的另一端端口位置;将坯料平放在间隔距离放置在二号输送带上,且工人不需等候,将坯料放置在滑孔内;二号输送带将坯料托运至导向管的另一端端口位置,然后坯料沿着导向管内滑动下落至滑孔内,实现坯料的自动上料,且工人可在远离打磨工位放置坯料,即,将坯料放置在二号输送带传送至基块内,一是可以保障人工的健康,二是解放工人,不需一直等待上料。
4、优选的,所述推板的内端面上下开设导向槽,上下相邻两个导向槽呈“八”字设置,上下相邻两个导向槽之间设有挤压杆,挤压杆的上下两端倾斜弯曲并向导向槽内延伸设置,且挤压板与推板之间设有弹片,弹片的一端固接在推板的内端面,弹片的另一端固接在挤压杆上;坯料被推板推向打磨轮,打磨轮表面的打磨毛刷与坯料之间产生挤压,实现毛刺的清理,若推板将坯料硬挤压在打磨轮,打磨毛刷被严重挤压,导致打磨过渡,既损伤到打磨毛刷,又损伤到坯料本身,为此在推板的内端面设置可以缓冲保护的挤压杆,挤压杆通过弹片连接在推板上,在推板推动坯料时,挤压杆挤压在坯料上,同时弹片被压缩,缓冲坯料的进给量,以保护坯料和打磨轮。
5、优选的,所述导向管上靠近基块部位设有气管,气管通过管体与外界气泵连接,气管从导向管的两侧向导向管内部延伸,并向上倾斜设置;在坯料从导线管内落入滑孔内过程中,坯料的自身重力落在限位杆上,对限位杆造成破坏性冲击力,会对该加工设备造成损伤,同时限位杆也会对坯料造成磕碰损伤,为此设置了气管,气管通过管体连通外界气泵,在坯料下落过程中,气管排出的气流向上冲击在坯料上,减缓坯料下滑速度,使得坯料平稳架设在限位杆上,同时部分气体在坯料的阻挡下,气体流动到滑孔内,对滑孔内粘附的灰尘碎屑冲击掉,使得打磨轮能够充分接触到坯料表面,有助于打磨质量。
6、优选的,所述滑块的内端面均匀设有多个喷气嘴,滑块的上端面开设螺纹孔,螺纹孔连通喷气嘴;所述基块上与螺纹孔相对的位置开设通槽,通槽内插设有管体,管体的一端螺纹连接螺纹孔内,管体的另一端通过管体连接外界气泵;所述打磨轮的盘体表面呈镂空状,盘体的实体部位固接打磨毛刷;打磨轮在对坯料打磨过程中,部分灰尘碎屑沿着滑孔掉落至一号输送带上,同时还有部分粘附在打磨轮上,填塞打磨轮内部的缝隙,在打磨时打磨轮上部分毛刷无法触及到坯料表面,影响到打磨质量,为此设置喷气嘴,喷气嘴通过管体连通外界气泵,在打磨过程中,喷气嘴排出的气体冲击在打磨轮以及坯料上,气流在滑孔内折射流动,将打磨轮上、坯料以及滑孔内的灰尘和碎屑冲击排掉。
7、优选的,所述二号输送带的上表面两侧对称设有限位板,限位板的一端倾斜向外侧延伸设置,限位板的另一端靠近于导向管的另一端端口设置;通过设置限位板按,平放置在二号输送带上的坯料,在向导向管方向移动过程中,被限位板限位居中处理,置于二号输送带的中间位置,使得坯料能够沿着导向管的另一端端口中间区域掉落至导向管内,保证坯料的成功上料可能性。
8、优选的,所述二号输送带的末端上方设有盖板,盖板的一边缘置于导向管的另一端位置上方,盖板的另一端倾斜指向二号输送带的上方,盖板的两侧通过扭簧转动连接在固定块,固定块通过支撑架固定在地面上;二号输送带托运坯料向导向管方向移动过程中,坯料有自身的惯性,会以抛物线的移动路径落入导向管内,以免坯料向前移动越过导向管的另一端端口,设置了盖板,在坯料做向前的移动时,盖板约束坯料的前进动作,破损坯料的边缘插入导向管内,进一步保证坯料的上料成功率,同时在后期提高二号输送带传送速度时,盖板依旧可以将坯料遮挡约束住。
9、优选的,所述基块的两侧螺纹转动连接有紧固螺杆,紧固螺杆端部向窗口内延伸,并挤压在滑块侧壁上开设的固定孔内;打磨轮是一种消耗品,在打磨过程中,打磨轮自身也会有正常的损耗,打磨毛刷脱离减少或者打磨毛刷折断等,为此需要更换打磨轮,为此设置了可方便拆卸的滑孔,滑块通过紧固螺杆固定在窗口内,只需松弛紧固螺杆,便可将滑块取出,之后对电机上的打磨轮进行更换。
10、优选的,所述滑孔的下孔端位置设有导向板,导向板的一端固接在基块的下端面,导向板另一端向下倾斜设置,且指向一号输送带的移动前进方向;通过设置导向板,在打磨后的坯料从滑孔内下落后,在导向板的约束在,使得坯料以倾斜的状态落入到一号输送带上,而不是垂直于一号输送带下落,可降低对一号输送带的撞击损伤。
11、优选的,所述导向管的另一端呈向外扩口设置;导向管的另一端扩口设置,增大坯料的入口,提高坯料进入导向管内的可能性,保证坯料的有效上料。
12、本发明的有益之处在于:
13、1.本发明中,该加工设备相比全自动化设备加工,以及人工打磨加工,能够在降低成本的情况,也照顾到加工效率,同时也降低打磨产生灰尘碎屑对工人的损害,为作业提供良好的环境。
14、2.本发明通过在推板的内端面设置可以缓冲保护的挤压杆,挤压杆通过弹片连接在推板上,在推板推动坯料时,挤压杆挤压在坯料上,同时弹片被压缩,缓冲坯料的进给量,以保护坯料和打磨轮。
- 还没有人留言评论。精彩留言会获得点赞!