一种风电用大口径法兰的表面处理方法与流程
本发明涉及法兰表面处理,尤其涉及一种风电用大口径法兰的表面处理方法。
背景技术:
1、风电法兰是专用于风力发电机组的一个部件,是用于连接塔筒与轮毂、轮毂与叶片之间的结构件,由于风电机组的运行环境常经受高温、高寒、高湿度、风沙和盐腐蚀等恶劣天气和气候,风电法兰的质量直接影响着风电机组是否可靠运行。因此,风电法兰除了热处理保证其质量外,还需要做好防腐处理。
2、现有车间中法兰的表面处理包括电镀锌、热镀锌、发黑处理、喷漆或喷塑、涂抹防腐蚀膏、缠绕外保护带和防腐蚀胶带等处理方法。
3、电镀锌:是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术;热镀锌:是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的;发黑处理:原理是使金属表面产生一层氧化膜,以隔绝空气,达到防锈目的;喷漆或喷塑:是指在材料表面进行喷漆和喷塑进行防锈措施;涂抹防腐蚀膏:是指在安装法兰前,在法兰间隙宽度将法兰防腐蚀膏切割成窄条,然后直接用手填充入法兰间隙,填充时要压紧;缠绕外保护带和防腐蚀胶带:是指法兰间隙的正上方无轴向位移缠绕一整圈防腐蚀胶带,在防腐蚀胶带外缠绕1圈外保护带,注意缠绕时外带两侧要留出2-3mm宽的防腐蚀胶带不要遮盖。
4、然而不同于小口径法兰,风电法兰一般具有截面尺寸大的结构特点,一般采用吊机将风电法兰系带吊起,然后放入处理池中,通过浸渍处理液沥干的方式,如在安装前需要涂抹防腐蚀膏或缠绕外保护带和防腐蚀胶带,则需要通过特殊的支撑架将风电法兰支撑起来然后沿圆周方向逐段操作,总体而言要求处理池面积较大,处理液深度及用量较大,吊放、转动或处理法兰时操作十分不便,亟待改进。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种风电用大口径法兰的表面处理方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种风电用大口径法兰的表面处理方法,包括以下步骤:
4、1)装备设置:
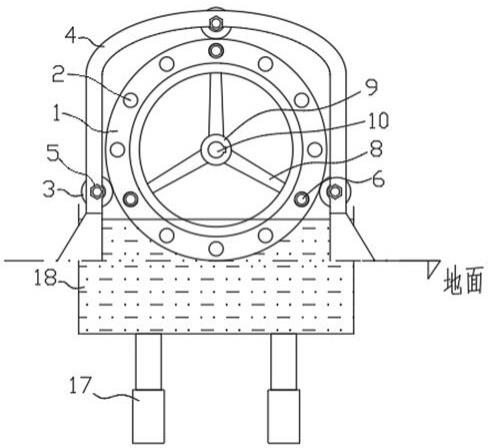
5、本发明中,风电法兰设有环形分布的法兰孔,本发明的表面处理装备包括设置在风电法兰外弧面四周的至少三个支撑辊,其中两个支撑辊设置在低于风电法兰圆心所在高度的两侧位置用于支撑风电法兰的重力,其余支撑辊设置在高于风电法兰圆心所在高度的位置,用于维持风电法兰为立起状态,与所有支撑辊相切的外切圆柱面直径比风电法兰直径大0.5-1.5cm,便于放入风电法兰并使风电法兰可在底部的两个支撑辊上滑移;
6、支撑辊两端分别穿接有龙门架,支撑辊两端设有光滑轴段,龙门架设有供光滑轴段穿接的轴承孔,光滑轴段设有封端螺母i,使支撑辊可从动旋转;
7、环形分布的多个法兰孔中穿接有定位杆,定位杆的一端固接有定位筒,定位筒远离所接定位杆的一端设有供另一定位杆活动套接的滑槽,从而可将多个风电法兰连接在一起;
8、定位筒外壁连接有支撑板,支撑板远离定位筒的一边固接有轴套筒,轴套筒活动套接有驱动轴,驱动轴一端连接有低速电机,低速电机底部设有电机座;
9、驱动轴中部嵌设有平键条,轴套筒设有供驱动轴和平键条滑动配合的通孔,驱动轴靠近平键条一端部的位置设有限位轴肩部,驱动轴远离低速电机的一端设有封端螺母ii,封端螺母ii可用带移动机构和锁死机构的定位圆环代替,即在安装风电法兰安装到位后,将定位圆环移动套接在驱动轴,如此设置可在对风电法兰限位的同时并对驱动轴起支撑作用,限位轴肩部和封端螺母ii分别位于平键条两端位置,用于限制风电法兰滑脱;
10、平键条正下方地面开挖有地坑,地坑底壁设有液压杆,液压杆顶端固接有处理液槽,当处理液槽位于低位时不得超出地面,避免阻挡风电法兰的安装过程,当处理液槽提升至高位时,其中的处理液液位需淹没位于最低位置的风电法兰一段圆周,从而可通过驱动轴带动风电法兰旋转实现逐段表面处理;
11、2)法兰安装:
12、通过液压杆降低处理液槽使其位于最低位,通过电动葫芦将一个风电法兰吊放在支撑辊前端地面位置,使风电法兰立起,将定位杆插入法兰孔内并使定位筒的滑槽口朝向低速电机一侧,拧掉封端螺母ii,采用推车将风电法兰推入至多个支撑辊内切圆部位,开启低速电机使驱动轴低速旋转,当平键条对准轴套筒通孔的凹槽部位时,在推车的推力作用下,轴套筒自动与平键条套接;
13、当轴套筒抵住限位轴肩部时,反向驱动推车,进行下一个风电法兰进行以上操作,并使该风电法兰的定位筒对准前一个风电法兰的定位杆,使两个风电法兰组装在一体,待所有风电法兰安装到位后,拧上封端螺母ii;
14、3)试机:
15、开启低速电机试机,并逐步调整驱动轴转速,观察驱动轴旋转时,风电法兰外弧面与底部的支撑辊是否为正心匀速旋转、风电法兰是否有扭曲滑落的现象;
16、4)表面处理:
17、试机合格后,通过液压杆升高处理液槽使其位于最高位,根据风电法兰所需处理时间,确定驱动轴转速值和处理液槽中的液位高度,如瞬时浸泡体积占风电法兰总体积的20%,驱动轴转速为1r/min,则转完一圈需60s,各段浸泡时间为60·20%=12s,间歇时间则为48s,通过总浸泡时间的确定则可计算驱动轴的总旋转圈数,此关乎风电法兰浸泡-提拉频率,控制得当可得到最佳的浸泡参数,可大幅提高表面处理的均匀度,因此大口径法兰本身表面处理需要多次浸泡-提拉处理才能得到较为均匀的处理表面,如间歇时间过短,风电法兰液面上的部位表面无法在间歇时间内旋转沥干,则达不到均匀处理的多次浸泡-提拉效果,但如果间歇时间过长则易造成处理液干燥,形成多层处理反而不均匀;
18、因此本发明最终确定最佳参数为瞬时浸泡体积占风电法兰15-17%,驱动轴转速为2.2-3.5r/min,则转完一圈需17.1-27.3s,各段浸泡时间为2.57-4.64s,间歇时间则为14.53-23.75s,总处理时间为15-20min,在该工艺参数下风电法兰各段表面处理均匀度较好,不仅避免了现有整体浸泡-提拉的操作不便及危险性,且规避了现有整体浸泡-提拉工艺由于滴液无法均匀处理的弊端;
19、5)干燥及其他操作:
20、待风电法兰表面处理完成后,通过液压杆降低处理液槽使其位于最低位,待风电法兰沥干后,可用盖板覆盖处理液槽,对风电法兰进行鼓风吹干;
21、可在驱动轴低速旋转的情形下,对风电法兰表面涂抹防腐蚀膏或化学防锈保护剂;
22、可在驱动轴低速旋转的情形下,在风电法兰外包装静电膜,使风电法兰整圈包装后,便于运输过程中的防尘防水;
23、可在驱动轴低速旋转的情形下,在风电法兰内外弧面及其端面的边缘处缠绕外保护带和防腐蚀胶带,在风电机组中安装完成前可用刀片切割掉影响密封面的部分,从而大大减小现场防腐工作;
24、6)停机卸载:
25、关闭低速电机,在各个风电法兰顶部系吊带并使吊带穿过龙门架内框连接吊机或电动葫芦,拧开封端螺母ii,采用叉车将多个风电法兰整体托起,缓慢移动叉车并拉动吊带,使风电法兰整体脱离支撑辊内切圆区域,逐个吊装风电法兰至运输车辆上,即完成卸载。
26、优选地,龙门架底部通过角铁板和地拴安装于地面上,实际操作时,两组龙门架之间还可以设置支撑横杆,提高结构稳固性,使支撑辊在运行过程中始终保持较为稳定的水平方向。
27、优选地,轴套筒内壁涂抹有润滑油,避免轴套筒轴向滑动时摩擦损伤。
28、优选地,限位轴肩部和封端螺母ii相对的端面分别设有垫片,避免轴套筒轴向滑移时撞击损伤。
29、优选地,处理液槽槽壁顶部设有半圆形光滑槽,供位于下方位置的两个支撑辊,为支撑辊分担载荷。
30、优选地,处理液槽内盛有锌电镀液、熔融锌液、发黑液、化学防锈剂或漆液,从而可完成电镀锌、热镀锌、发黑处理、防锈处理及漆液浸渍等处理,而液压杆可使处理液主动浸渍风电法兰,避免悬吊下放风电法兰的不便。
31、优选地,推车前端带有竖直板框,竖直板框外径尺寸小于龙门架内框尺寸,竖直板框与风电法兰端面相交且内部预留出供驱动轴通过的空间,使推车板框接触风电法兰端面,将风电法兰平移推向支撑辊的内切圆区域,逐个将所有风电法兰平移到位后,再拧紧封端螺母ii,使风电法兰的滑动区域均位于处理液槽的正上方,从而实现批量处理。
32、优选地,叉车的两个叉车杆包接有橡胶带,一是保护风电法兰表面,二是增加与风电法兰摩擦力,使叉车杆移动可带动风电法兰底部移动。
33、需要说明的是,为避免歧义,本发明中所述“前端”是指风电法兰表面处理前的进料一端。
34、与现有技术相比,本发明的有益效果是:
35、1.本发明通过特制的表面处理装备,通过支撑辊对大口径的风电法兰进行立式支撑,且通过定位杆、定位筒、支撑板及轴套筒的离合机构与驱动轴套接,并在风电法兰下方设置局部浸泡的处理液槽,使驱动轴带动风电法兰旋转,实现逐段浸泡-提拉高频间歇式表面处理方法。
36、2.本发明的高频间歇式表面处理方法,仅通过浸泡液位、驱动轴转速和总浸泡时间即可控制表面处理的效果,且容易控制间歇频率以得到最佳工艺参数,提高大口径表面处理的均匀度。
37、3.本发明可对多个同尺寸的风电法兰进行同批次表面处理,减少产品品质差异性。
38、4.本发明大大缩减处理液用量及占用空间,减小风电法兰的操作难度,避免了现有整体浸泡-提拉的操作不便及危险性,且规避了现有整体浸泡-提拉工艺由于滴液问题而无法均匀处理的弊端,所得风电法兰各段表面处理均匀度较好。
- 还没有人留言评论。精彩留言会获得点赞!