一种加工小孔加工后表面处理方法及工具
本发明属于特种加工,具体涉及一种加工小孔加工后表面处理方法及工具,用于对经电火花、激光、电液束等加工后的加工小孔表面产生的重构层的处理。
背景技术:
1、目前,在机械小孔加工领域,利用传统机械加工和非传统加工的方法越来越多,加工质量也在不断提高和改善。但是,对于孔径小于0.5mm以下的多孔零件上的加工小孔需要提高小孔表面质量和降低小孔表面粗糙度时,现有的加工处理方式因存在各种各样的问题而无法达到所需的目的。例如:采用激光对加工小孔表面处理时,因加工小孔表面重构层的存在和对背板的损伤,而导致无法应用;采用电液束对加工小孔表面处理时,因晶间腐蚀和扩散效应,可导致加工小孔的基本尺寸和形状精度改变;采用磨料流对加工小孔表面处理时,因磨料的流动特性,可导致磨料流动以最优路径和阻力最小规律流动,这样在对多个加工小孔同时处理时会与实际零件的状态完全相反,有些加工小孔流动性会进一步恶化。因此,现急需研制出一种能够对加工后的加工小孔表面进行重构层处理的加工小孔加工后表面处理方法及工具,以提高小孔表面质量和降低小孔表面粗糙度。
技术实现思路
1、本发明就是针对上述问题,弥补现有技术的不足,提供一种加工小孔加工后表面处理方法及工具;本发明能够用于对加工后的加工小孔表面产生的重构层进行处理,并可以提高加工小孔表面质量和降低加工小孔表面粗糙度。
2、为实现上述目的,本发明采用如下技术方案。
3、本发明提供了一种加工小孔加工后表面处理方法,首先将带有加工小孔的工件摆放于工作台上并固定;
4、然后将动力组件安装于工件的加工小孔的上方,在动力组件下端的弹性夹头上夹装固结磨料柔性线束,固结磨料柔性线束的下端在导向装置的导向下引入工件的加工小孔中并穿出加工小孔;
5、动力组件工作时,固结磨料柔性线束在动力组件的驱动下,能在加工小孔中进行旋转及上下往复运动;
6、固结磨料柔性线束上的磨粒在离心力作用下与加工小孔表面产生挤压、摩擦、微磨削和冷塑性效应,即可去除加工小孔表面上的多余物和重构层,最终达到提高加工小孔表面质量和降低加工小孔表面粗糙度的目的。
7、进一步地,所述固结磨料柔性线束穿出加工小孔的部分,不再受到加工小孔的约束和限制,自然向外扩展,在离心力df=dmω2r的作用下产生挠曲变形,在加工小孔的端部边界处会加剧尖端效应,从而实现对加工小孔端部边界的反向倒角去除作用。
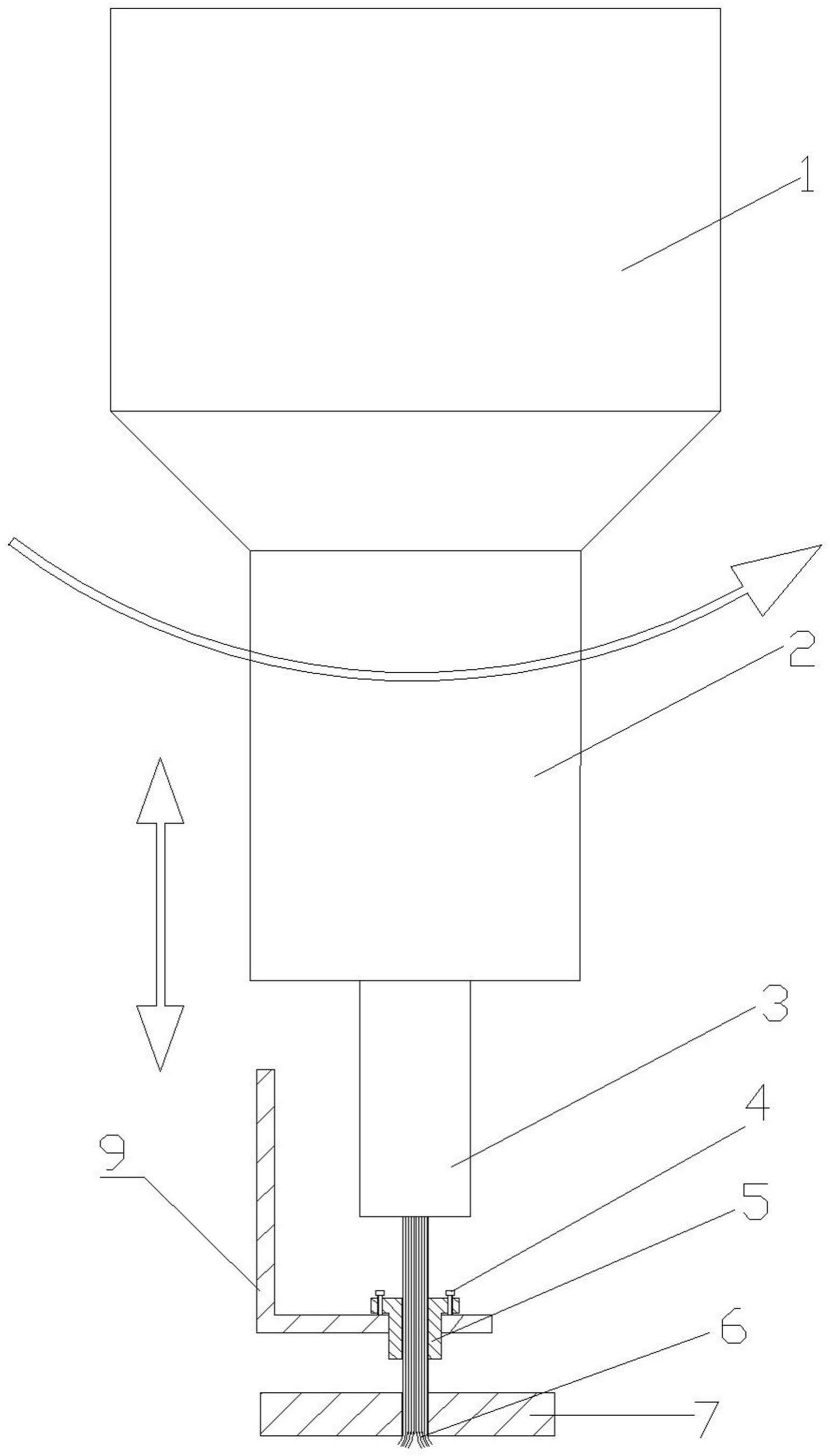
8、本发明还提供了一种加工小孔加工后表面处理工具,包括动力组件、固结磨料柔性线束、导向装置;所述动力组件安装于带有加工小孔的工件上方,所述动力组件的下端连接有弹性夹头,所述弹性夹头上夹装固结磨料柔性线束;所述固结磨料柔性线束的下端在导向装置的导向下引入工件的加工小孔中并穿过加工小孔。
9、进一步地,所述动力组件包括回转驱动系统、往复驱动系统,回转驱动系统与往复驱动系统连接,往复驱动系统与弹性夹头连接。
10、进一步地,所述固结磨料柔性线束包括磨粒、柔性线束,磨粒固结于柔性线束上。
11、进一步地,所述导向装置位于弹性夹头与带有加工小孔的工件之间,所述导向装置包括调整螺栓、导向器、保持支架,保持支架上一端安装有供固结磨料柔性线束穿过的导向器,导向器通过调整螺栓连接于保持支架上一端。
12、进一步地,所述导向器为带有外突固定边缘的筒状结构,保持支架上一端设置有用于配合安装导向器的通孔,导向器的外突固定边缘通过调整螺栓固定连接通孔上。
13、本发明的有益效果如下:
14、本发明通过动力组件带动固结磨料柔性线束在工件上的加工小孔内进行旋转及上下往复运动,能够实现对加工后的加工小孔表面产生的重构层进行处理,并可以提高加工小孔表面质量和降低加工小孔表面粗糙度。
技术特征:
1.一种加工小孔加工后表面处理方法,其特征在于:首先将带有加工小孔的工件摆放于工作台上并固定;
2.根据权利要求1所述的一种加工小孔加工后表面处理方法,其特征在于:所述固结磨料柔性线束穿出加工小孔的部分,不再受到加工小孔的约束和限制,自然向外扩展,在离心力df=dmω2r的作用下产生挠曲变形,在加工小孔的端部边界处会加剧尖端效应,从而实现对加工小孔端部边界的反向倒角去除作用。
3.一种加工小孔加工后表面处理工具,其特征在于:包括动力组件、固结磨料柔性线束、导向装置;所述动力组件安装于带有加工小孔的工件上方,所述动力组件的下端连接有弹性夹头,所述弹性夹头上夹装固结磨料柔性线束;所述固结磨料柔性线束的下端在导向装置的导向下引入工件的加工小孔中并穿过加工小孔。
4.根据权利要求3所述的一种加工小孔加工后表面处理工具,其特征在于:所述动力组件包括回转驱动系统、往复驱动系统,回转驱动系统与往复驱动系统连接,往复驱动系统与弹性夹头连接。
5.根据权利要求3所述的一种加工小孔加工后表面处理工具,其特征在于:所述固结磨料柔性线束包括磨粒、柔性线束,磨粒固结于柔性线束上。
6.根据权利要求3所述的一种加工小孔加工后表面处理工具,其特征在于:所述导向装置位于弹性夹头与带有加工小孔的工件之间,所述导向装置包括调整螺栓、导向器、保持支架,保持支架上一端安装有供固结磨料柔性线束穿过的导向器,导向器通过调整螺栓连接于保持支架上一端。
7.根据权利要求6所述的一种加工小孔加工后表面处理工具,其特征在于:所述导向器为带有外突固定边缘的筒状结构,保持支架上一端设置有用于配合安装导向器的通孔,导向器的外突固定边缘通过调整螺栓固定连接通孔上。
技术总结
本发明公开了一种加工小孔加工后表面处理方法及工具,首先将带有加工小孔的工件摆放于工作台上并固定;然后将动力组件安装于工件的加工小孔的上方,在动力组件下端的弹性夹头上夹装固结磨料柔性线束,固结磨料柔性线束的下端在导向装置的导向下引入工件的加工小孔中并穿出加工小孔;动力组件工作时,固结磨料柔性线束在动力组件的驱动下,能在加工小孔中进行旋转及上下往复运动;固结磨料柔性线束上的磨粒在离心力作用下与加工小孔表面产生挤压、摩擦、微磨削和冷塑性效应,即可去除加工小孔表面上的多余物和重构层,最终达到提高加工小孔表面质量和降低加工小孔表面粗糙度的目的。
技术研发人员:关颖,张辽远,孟哲理,罗丹,杨勇,李明杨,李俊娴,张新宇
受保护的技术使用者:沈阳职业技术学院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!