玻璃加工控制方法及系统与流程
本申请涉及玻璃深加工,尤其涉及一种玻璃加工控制方法及系统。
背景技术:
1、在现有技术中,玻璃的生产主要分为原片生产和深加工两大加工环节,原片生产加工环节主要是将原料经过混合、熔化、延压和切割五个步骤后,得到未经处理的玻璃原片。深加工环节则是将玻璃原片进行磨边后进行钢化,得到钢化片。
2、但是,将玻璃原片传输至磨边机内进行磨削的过程中,玻璃原片会出现破损、在输送带上发生走斜或者不规则玻璃原片进入到磨边机内等异常情况,导致磨边机出现严重的故障。
3、申请内容
4、本申请的主要目的在于提供一种玻璃加工控制方法及系统,旨在解决玻璃原片在输送带上破损、发生走斜或者不规则玻璃原片进入到磨边机内,导致磨边机出现严重故障的技术问题。
5、为实现上述目的,本申请提供一种玻璃加工控制方法,包括:
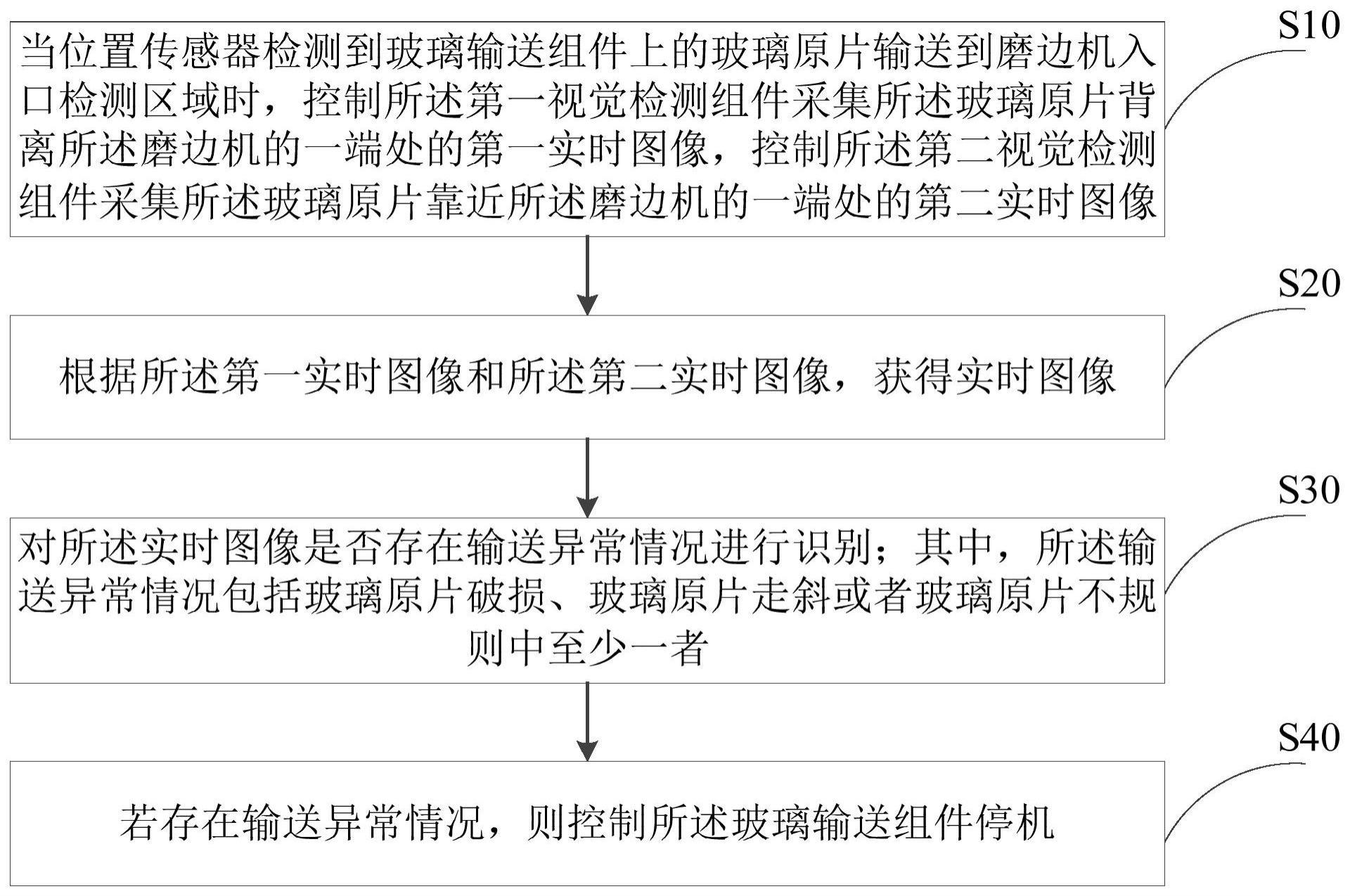
6、当位置传感器检测到玻璃输送组件上的玻璃原片输送到磨边机入口检测区域时,控制所述第一视觉检测组件采集所述玻璃原片背离所述磨边机的一端处的第一实时图像,控制所述第二视觉检测组件采集所述玻璃原片靠近所述磨边机的一端处的第二实时图像;
7、根据所述第一实时图像和所述第二实时图像,获得实时图像;
8、对所述实时图像是否存在输送异常情况进行识别;其中,所述输送异常情况包括玻璃原片破损、玻璃原片走斜或者玻璃原片不规则中至少一者;
9、若存在输送异常情况,则控制所述玻璃输送组件停机。
10、可选的,所述对实时图像是否存在输送异常情况进行识别,包括:
11、对所述实时图像是否完全检测到玻璃原片的全部边角进行识别;
12、若未完全检测到所述玻璃原片的全部边角,则确定所述玻璃原片存在玻璃原片走斜。
13、可选的,所述对所述实时图像是否存在输送异常情况进行识别之后,所述方法还包括:
14、判断所述位置传感器是否在预设时长内检测到所述玻璃输送组件上的下一玻璃原片;
15、若所述位置传感器未在预设时长内检测到所述下一玻璃原片,则控制所述玻璃输送组件停机。
16、可选的,对所述实时图像进行尺寸识别,获得所述玻璃原片的实际尺寸;
17、判断所述实际尺寸是否在标准尺寸范围内;
18、若所述实际尺寸不在标准尺寸范围内,则控制所述玻璃输送组件停机。
19、可选的,所述对所述实时图像进行尺寸识别,获得所述玻璃原片的实际尺寸,包括:
20、根据所述第一实时图像或所述第二实时图像,获得所述玻璃原片在所述玻璃板输送组件的宽度方向上的实际短边尺寸;
21、根据所述第一实时图像和所述第二实时图像,获得所述玻璃原片在所述玻璃板输送组件的长度方向上的实际长边尺寸;
22、根据所述实际短边尺寸与所述实际长边尺寸,获得所述玻璃原片的实际尺寸。
23、可选的,所述根据所述第一实时图像或所述第二实时图像,获得所述玻璃原片在所述玻璃板输送组件的宽度方向上的实际短边尺寸,包括:
24、获得第一视觉检测组件的第一位置信息或者第二视觉检测组件的第二位置信息;
25、根据所述第一位置信息或者所述第二位置信息,对所述实际短边尺寸进行校准,获得校准后实际短边尺寸。
26、可选的,所述根据所述第一实时图像和所述第二实时图像,获得所述玻璃原片的实际长边尺寸,包括:
27、根据所述第一位置信息和所述第二位置信息,对所述实际长边尺寸进行校准,获得校准后的实际长边尺寸。
28、第二方面,本申请还提供一种玻璃加工控制系统,所述系统包括玻璃板输送组件、控制器以及视觉检测单元,其中,所述视觉检测单元包括第一视觉检测组件、第二视觉检测组件以及位置传感器,所述控制器与所述视觉检测单元连接,
29、所述玻璃输送组件用于输送玻璃原片至所述磨边机,且所述玻璃输送组件具有靠近所述磨边机的磨边机入口检测区域;
30、所述位置传感器,设置于所述磨边机入口检测区域,用于检测所述玻璃输送组件上的所述玻璃原片是否输送到所述磨边机入口检测区域,并当位置传感器检测到玻璃输送组件上的玻璃原片输送到磨边机入口检测区域时,发送触发信号至所述控制器;
31、所述控制器用于在接收到所述触发信号时,控制所述第一视觉检测组件采集玻璃原片背离磨边机的一端处的第一实时图像,并控制所述第二视觉检测组件采集玻璃原片靠近磨边机的一端处的第二实时图像;
32、所述控制器还用于接收所述第一实时图像和所述第二实时图像,并根据所述第一实时图像和所述第二实时图像,获得实时图像;对所述实时图像是否存在输送异常情况进行识别;其中,所述输送异常情况包括玻璃原片破损、玻璃原片走斜或者玻璃原片不规则中至少一者;若存在输送异常情况,则控制所述玻璃输送组件停机。
33、可选的,所述玻璃输送组件包括伺服电机和玻璃输送带,所述伺服电机与所述控制器连接;
34、所述控制器还用于若存在输送异常情况,则控制所述伺服电机停机,以使所述玻璃输送带停机。
35、可选的,还包括第一导轨,所述第一导轨设置于所述玻璃输送带的宽度方向上的一侧,所述第一视觉检测组件沿所述玻璃输送组件的长度方向可移动地设置于所述第一导轨。
36、本申请实施例提出的一种玻璃加工控制方法及系统,当位置传感器检测到玻璃输送组件上的玻璃原片输送到磨边机入口检测区域时,控制所述第一视觉检测组件采集所述玻璃原片背离所述磨边机的一端处的第一实时图像,控制所述第二视觉检测组件采集所述玻璃原片靠近所述磨边机的一端处的第二实时图像;根据所述第一实时图像和所述第二实时图像,获得实时图像;对所述实时图像是否存在输送异常情况进行识别;其中,所述输送异常情况包括玻璃原片破损、玻璃原片走斜或者玻璃原片不规则中至少一者;若存在输送异常情况,则控制所述玻璃输送组件停机。
37、由此,本申请通过对玻璃原片的实时图像进行输送异常识别,当识别出存在输送异常时,则控制玻璃输送组件停机,从而避免将在玻璃输送组件上发生破损、走斜或者不规则玻璃原片等输送异常的玻璃原片输送至磨边机内,进而避免了磨边机出现严重的故障的情况发生。
技术实现思路
技术特征:
1.一种玻璃加工控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的玻璃加工控制方法,其特征在于,所述对实时图像是否存在输送异常情况进行识别,包括:
3.根据权利要求1所述的玻璃加工控制方法,其特征在于,所述对所述实时图像是否存在输送异常情况进行识别之后,所述方法还包括:
4.根据权利要求1所述的玻璃加工控制方法,其特征在于,所述对所述实时图像是否存在输送异常情况进行识别,包括:
5.根据权利要求4所述的玻璃加工控制方法,其特征在于,所述对所述实时图像进行尺寸识别,获得所述玻璃原片的实际尺寸,包括:
6.根据权利要求5所述的玻璃加工控制方法,其特征在于,所述根据所述第一实时图像或所述第二实时图像,获得所述玻璃原片在所述玻璃板输送组件的宽度方向上的实际短边尺寸,包括:
7.根据权利要求6所述的玻璃加工控制方法,其特征在于,所述根据所述第一实时图像和所述第二实时图像,获得所述玻璃原片的实际长边尺寸,包括:
8.一种玻璃加工控制系统,其特征在于,所述系统包括玻璃板输送组件,控制器以及视觉检测单元,其中,所述视觉检测单元包括第一视觉检测组件、第二视觉检测组件以及位置传感器,所述控制器与所述视觉检测单元连接,
9.根据权利要求8所述的玻璃加工控制系统,其特征在于,所述玻璃输送组件包括伺服电机和玻璃输送带,所述伺服电机与所述控制器连接;
10.根据权利要求9所述的玻璃加工控制系统,其特征在于,还包括:
技术总结
本申请公开了一种玻璃加工控制方法及系统,属于玻璃深加工技术领域,该方法包括:当位置传感器检测到玻璃输送组件上的玻璃原片输送到磨边机入口检测区域时,控制第一视觉检测组件采集玻璃原片背离磨边机的一端处的第一实时图像,控制第二视觉检测组件采集玻璃原片靠近磨边机的一端处的第二实时图像;根据第一实时图像和第二实时图像,获得实时图像;对实时图像是否存在输送异常情况进行识别;其中,输送异常情况包括玻璃原片破损、玻璃原片走斜或者玻璃原片不规则中至少一者;若存在输送异常情况,则控制玻璃输送组件停机。本申请避免了玻璃原片出现破裂时,仍将玻璃原片传输至磨边机内,而致使磨边机出现严重的故障的情况出现。
技术研发人员:刘建,马斌,谢向阳,欧阳天清,李鑫
受保护的技术使用者:湖南旗滨光能科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!