一种铸钢件防止冒口颈粘砂的铸件模型及铸造方法与流程
本发明涉及铸造,是一种铸钢件防止冒口颈粘砂的铸造方法,特别是解决中大型铸钢件冒口颈烧结粘砂问题的一种铸件模型和铸造方法。
背景技术:
1、对于铸钢件,由于钢液的熔点高,流动性差,浇注温度高,钢液对砂型的热作用大,冲刷破坏力强,同时铸钢件体收缩大,易产生缩孔,需要按顺序凝固,尤其是中大型铸钢件,往往采用冒口方式补缩。采用冒口方式补缩,冒口颈部位长时间经受高温钢水侵蚀,存在一定缺陷,
2、如专利文件cn217858675u公开了一种可调节铸铁件液态补缩量的新型冒口结构,包括:冒口颈以及冒口体,所述冒口颈连接在冒口体的左侧,所述冒口颈与冒口体的连接处倒有第一过度倒角,所述冒口体的左端倒有第二过度倒角,但该专利文件公开的技术方案冒口颈与冒口体的连接处倒有过度倒角,实质也是采用冒口方式补缩方式。
3、专利文件cn216632501u公开了一种易分离且免打磨的曲轴冒口颈,冒口颈与曲轴铸件相接触的剖面的形状为扁梯形或外侧具有圆弧倒角的扁梯形,该专利文件冒口颈的设计实质也是采用补缩方式,使扁梯形冒口颈在保证铸件补缩面积的同时,与铸件接触面积小。
4、但上述现有技术存在的问题主要有:
5、1、冒口颈部位型砂易烧结粘砂,造成清砂困难,影响生产效率;
6、2、冒口颈部位型砂烧结粘砂后,不导热,造成冒口无法切割;
7、3、冒口颈部位烧结粘砂清理不干净,极易造成切割回火,割伤铸件。
技术实现思路
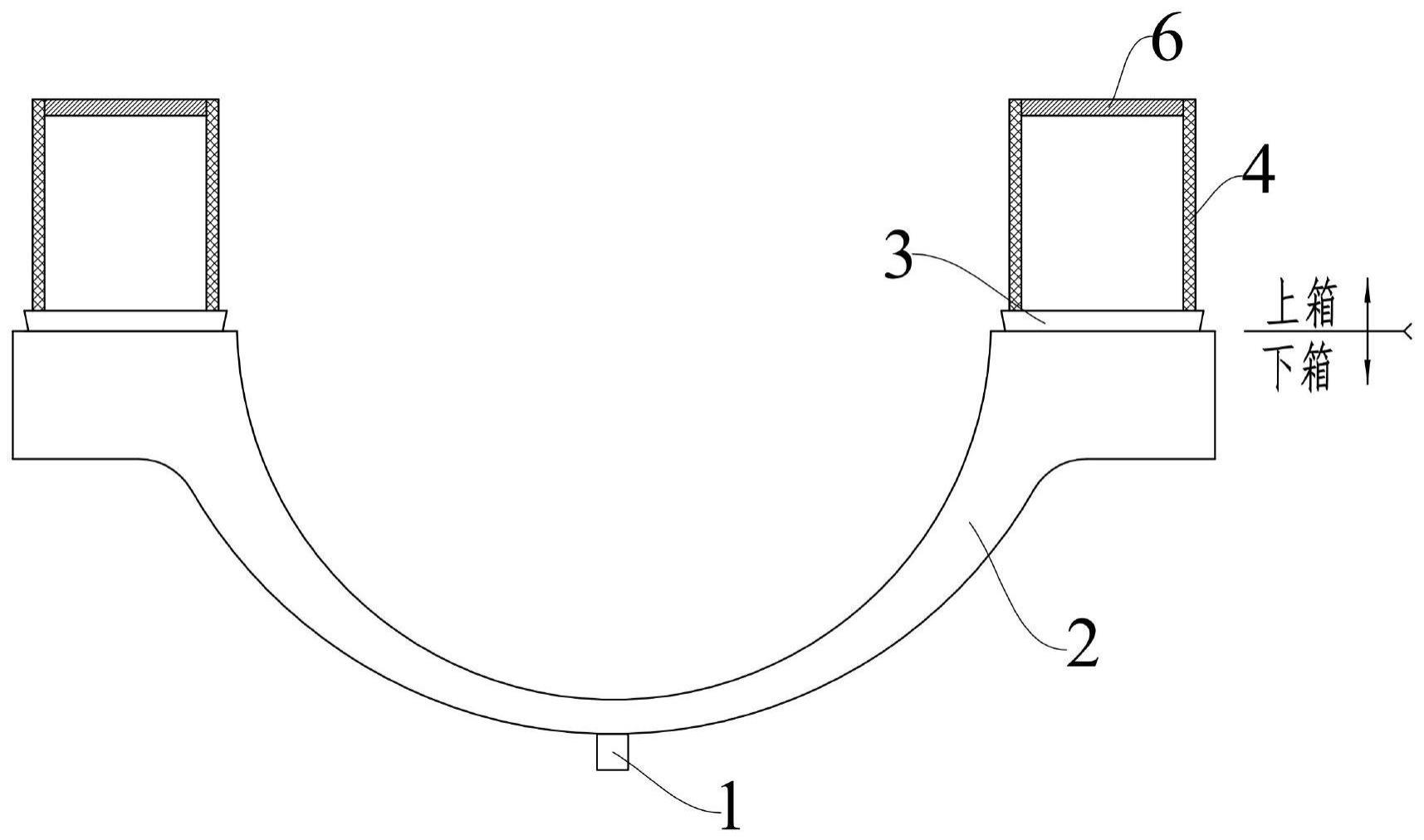
1、本申请为了解决现有技术存在的技术问题,提供了一种铸钢件防止冒口颈粘砂的铸件模型,包括:铸件模型本体,设置在铸件模型本体底部的冷铁,设在铸件模型本体上方的冒口套,设置在冒口套和铸件模型直接的陶瓷冒口颈垫,所述冒口套外层设置保温覆盖剂层。
2、本申请通过特制陶瓷冒口颈垫替代冒口颈周边型砂,提高冒口颈部位耐火度,阻隔钢水与型砂接触,阻挡钢水侵蚀型砂,从而避免冒口颈部位烧结粘砂,同时利用钢水体收缩大,陶瓷收缩性小的原理,随铸件冷却,实现冒口颈套与铸件分离,方便清理冒口颈切割部位,从而提高生产效率、保证冒口切割质量。
3、进一步,所述陶瓷冒口颈垫外部设置倒斜度;
4、所述陶瓷冒口颈垫内部与铸件接触的部位呈内圆角。
5、本申请通过陶瓷冒口颈垫与铸件接触的外部设置倒斜度,防止从砂型中脱落;内部与铸件接触部位设置圆角r减少铸件收缩应力集中,防止产生裂纹。
6、进一步,所述陶瓷冒口颈垫的材料是热膨胀系数为7.2×10-6/℃的氧化铝陶瓷。
7、本申请还提供了一种利用所述铸件模型的实现铸钢件防止冒口颈粘砂的铸造方法,包括以下步骤,
8、s1.工艺设计,通过计算铸件的模数,为实现顺序凝固,根据模数计算,在铸件模型本体下部凝固末端处设置冷铁,在铸件模型本体上部放置合适大小冒口套;
9、s2.将铸件模型倒置造型,流砂完成下箱造型;待型砂硬化后,翻转下箱,按位置放置陶瓷冒口颈垫于铸件模型本体上,然后再将冒口套放于陶瓷冒口颈垫上;流砂完成上箱造型,待上箱砂型硬化后,开箱起模取出铸件模型,并在型腔表面刷涂涂料,待涂料烘干后合箱并锁箱;
10、s3.按铸件化学成分熔炼钢液,并浇注成型,浇注温度控制在1560-1570℃。
11、采用本申请的方法,可有效防止冒口颈粘砂。
12、本申请突出的技术效果为:
13、1.本申请通过特制陶瓷冒口颈垫替代冒口颈周边型砂,提高冒口颈部位耐火度,阻隔钢水与型砂接触,阻挡钢水侵蚀型砂,从而避免冒口颈部位烧结粘砂,同时利用钢水体收缩大,陶瓷收缩性小的原理,随铸件冷却,实现冒口颈套与铸件分离,方便清理冒口颈切割部位。
14、2.本申请通过陶瓷冒口颈垫与铸件接触的外部设置倒斜度,防止从砂型中脱落;内部与铸件接触部位设置圆角r减少铸件收缩应力集中,防止产生裂纹。
技术特征:
1.一种铸钢件防止冒口颈粘砂的铸件模型,其特征在于,包括:铸件模型本体(2),设置在铸件模型本体(2)底部的冷铁(1),设在铸件模型本体(2)上方的冒口套(4),设置在冒口套和铸件模型(2)直接的陶瓷冒口颈垫(3),所述冒口套(4)外层设置保温覆盖剂层(5),所述陶瓷冒口颈垫(3)外部设置倒斜度。
2.如权利要求1所述的铸钢件防止冒口颈粘砂的铸件模型,其特征在于,所述陶瓷冒口颈垫(3)内部与铸件接触的部位呈内圆角。
3.如权利要求1所述的铸钢件防止冒口颈粘砂的铸件模型,其特征在于,所述陶瓷冒口颈垫的材料是热膨胀系数为7.2×10-6/℃的氧化铝陶瓷。
4.一种利用如权利要求1-3任一所述铸件模型的铸钢件防止冒口颈粘砂的铸造方法,其特征在于,包括以下步骤,
技术总结
本发明提供了一种铸钢件防止冒口颈粘砂的铸件模型,包括:铸件模型本体,设置在铸件模型本体底部的冷铁,设在铸件模型本体上方的冒口套,设置在冒口套和铸件模型直接的陶瓷冒口颈垫,所述冒口套外层设置保温覆盖剂层。所述陶瓷冒口颈垫外部设置倒斜度;所述陶瓷冒口颈垫内部与铸件接触的部位呈内圆角。本申请还提供了一种所述铸件模型的铸钢件防止冒口颈粘砂的铸造方法。本申请通过陶瓷冒口颈垫与铸件接触的外部设置倒斜度,防止从砂型中脱落;内部与铸件接触部位设置圆角R减少铸件收缩应力集中,防止产生裂纹。
技术研发人员:周催佰,范才勇,程亚军,罗文俊
受保护的技术使用者:四川省金镭重工有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!