一种基于脉冲电场同步辅助激光3D打印铝合金的制备方法
本发明属于激光3d打印工艺创新领域,具体涉及一种基于脉冲电场同步辅助激光3d打印铝合金的制备方法。
背景技术:
1、激光增材制造技术又可以称为激光3d打印技术,是采用离散堆积原理,根据待成形零部件的三维数字模型,按一定厚度进行分层加工,最终制备出三维零部件。激光3d打印技术可用于制造具有复杂结构的铝合金零件,在航空航天、医疗健康、国防军事等领域具有广泛的应用。目前用于3d打印的铝合金主要是具有较好铸造性能的铝硅合金,如alsi10mg、alsi12等,但铝硅合金强度较低(拉伸强度仅为400mpa),难以达到使用性能要求,而高强度的2xxx、7xxx等系列铝合金在激光3d打印过程中会产生大量凝固裂纹,且由于激光吸收率低,表面粗糙度高,导致铝合金的激光成形性和性能较差。
技术实现思路
1、发明目的:本发明所要解决的技术问题是针对目前铝合金打印过程中凝固裂纹产生,提供一种基于脉冲电场同步辅助激光3d打印铝合金的制备方法,均匀化和细化微观组织,提高铝合金激光成形质量和性能。
2、为了实现上述目的,本发明采取的技术方案如下:
3、一种基于脉冲电场同步辅助激光3d打印铝合金的制备方法,在激光3d打印过程中,同步辅助脉冲电流,每层打印完成后,采用脉冲激光对每层成形面进行逐层处理。
4、本发明中,脉冲电流的非热效应能够促进材料中原子的扩散以及位错的移动,提高结晶形核率,降低晶粒长大的速度。因此脉冲电流可有效抑制合金枝晶的尖端生长并减弱甚至消除成分偏析,在激光3d打印过程中引入脉冲电流有助于成分均匀和凝固组织细化,从而改善打印构件的力学性能。激光逐层处理是通过脉冲激光束在材料表面产生等离子爆炸冲击波从而诱导材料发生塑性变形,经过脉冲激光逐层处理后的材料组织更加致密,可消除成形表面孔洞、裂纹,改善表面成形质量,从而提高成形试样性能。
5、在激光3d打印过程中,同步辅助脉冲电流,一方面,可提高材料位错的迁移率,获得更高的位错密度,硬化效果更明显,获得更加细小的动态再结晶晶粒,细化的晶粒与残余压应力层可进一步抑制微观裂纹的扩展。另一方面,可进一步减少表面缺陷的产生,降低打印件表面粗糙度。因此,基于脉冲电场同步辅助激光3d打印铝合金,可细化铝合金的微观组织,抑制凝固裂纹,提高试样成形质量和性能。
6、具体地,本发明基于脉冲电场同步辅助激光3d打印铝合金的制备方法,包括如下步骤:
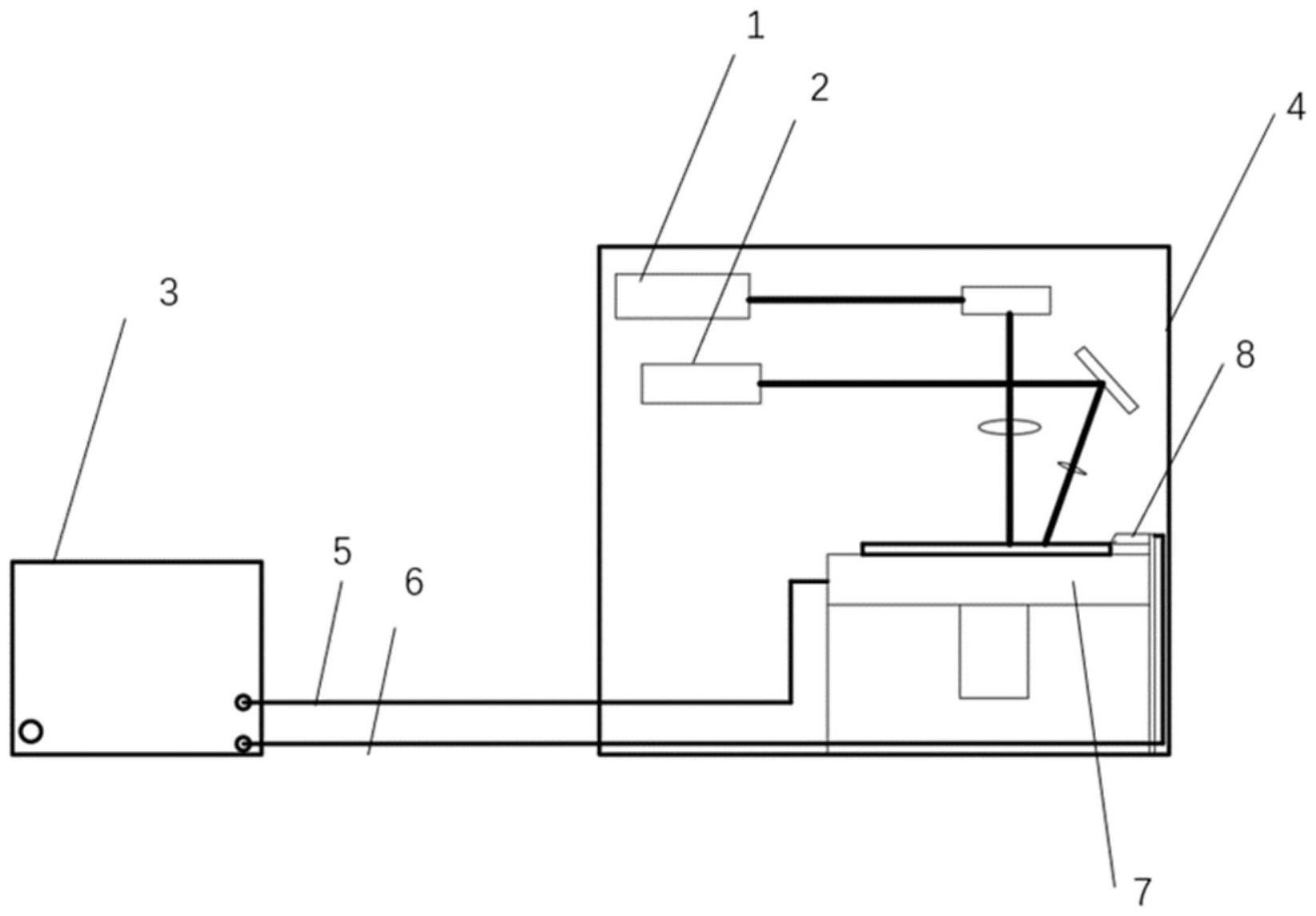
7、(1)将3d打印用激光器、逐层处理用脉冲激光器和脉冲电源安装至3d打印设备中;
8、(2)采用三维建模软件建立待打印铝合金试样的三维实体几何模型;
9、(3)根据步骤(2)中的三维实体几何模型,采用切片软件进行分层切片并规划激光扫描路径,将三维几何模型离散成一系列二维数据,导入激光3d打印设备中;
10、(4)激光3d打印过程中,每层打印的二维成形面均接通脉冲电源,根据步骤(2)所导入文件采用3d打印用激光器使铝合金粉末层发生快速熔化/凝固,随后采用脉冲激光器对打印成形层表面同步进行逐层处理,即得激光3d打印铝合金三维实体零件。
11、具体地,步骤(1)中,所述的3d打印用激光器、逐层处理用脉冲激光器根据操作系统设定运动轨迹,两者设定相同的扫描路径和扫描速度。
12、具体地,步骤(1)中,所述脉冲电源通过正极线缆与打印基板相连,通过负极线缆与接触器相连,所述接触器与3d打印工件直接接触,3d打印工件每成型设定层数或设定高度后,接触器通过位移驱动部件移动至3d打印工件表面。
13、具体地,步骤(1)中,所述打印基板一侧设置有第一接线孔,所述接触器设置有第二接线孔,打印基板、接触器均为导体,在脉冲线缆通入设定的脉冲电流时,脉冲电流流经打印基板至工件表面。
14、具体地,步骤(3)中,所述的铝合金粉末组成为:zn:5.6-6.0wt.%,mg:2.5-2.7wt.%,cu:1.4-1.7wt.%,cr:0.20-0.22wt.%,其余成分为铝含量。
15、进一步地,步骤(3)中,所述脉冲电源的交流频率设定为150~350hz,峰值电流密度为13.2~18.8a/mm2。
16、进一步地,步骤(3)中,所述逐层处理用脉冲激光器的激光频率为400~600hz,半峰全宽为6~9ns,激光能量密度为5.5~7.5gw/cm2,搭接率为45~65%。
17、进一步地,步骤(3)中,3d打印用激光器、逐层处理用脉冲激光器的扫描时效需大于一个熔池熔化凝固的时间。
18、有益效果:
19、1、本发明激光3d打印过程中同步辅助脉冲电流方法,抑制铝合金粗大柱状枝晶的生长,细化晶粒,减少成形表面缺陷,有助于解决激光3d打印铝合金凝固裂纹形成的问题。激光3d打印过程中同步逐层引入脉冲激光,对每一层铝合金同步进行表面处理,使铝合金的组织结构更加致密,抑制裂纹的扩展,同时辅以脉冲电流可显著细化晶粒,也可辅助脉冲激光逐层处理产生更深的残余压应力层,进一步稳固激光逐层处理抑制裂纹扩展的效果,可显著降低打印件表面粗糙度,从而提高激光3d打印铝合金的整体成形质量和性能。
20、2、本发明仅对现有的激光3d打印设备进行了改造,操作简单,成本较低,取代了之前采用较低扫描速度和增大激光能量密度获得高致密无裂纹铝合金的方法,避免了低熔点合金元素的蒸发损失而导致性能降低。
21、4、本发明通过调整脉冲电源和脉冲激光的工艺参数来细化铝合金粗大柱状晶组织,获得细小等轴晶,减少凝固裂纹产生,提高其成形质量和性能,亦可推广应用于激光3d打印其它金属材料,如镍基高温合金、难熔钨合金等,拓宽了激光3d打印可用金属材料范围,有利于推动激光3d打印广泛应用。
技术特征:
1.一种基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,在激光3d打印过程中,同步辅助脉冲电流,每层打印完成后,采用脉冲激光对每层成形面进行逐层处理。
2.根据权利要求1所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,包括如下步骤:
3.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(1)中,所述的3d打印用激光器、逐层处理用脉冲激光器根据操作系统设定运动轨迹,两者设定相同的扫描路径和扫描速度。
4.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(1)中,所述脉冲电源通过正极线缆与打印基板相连,通过负极线缆与接触器相连,所述接触器与3d打印工件直接接触,3d打印工件每成型设定层数或设定高度后,接触器通过位移驱动部件移动至3d打印工件表面。
5.根据权利要求4所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(1)中,所述打印基板一侧设置有第一接线孔,所述接触器设置有第二接线孔,打印基板、接触器均为导体,在脉冲线缆通入设定的脉冲电流时,脉冲电流流经打印基板至工件表面。
6.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(3)中,所述的铝合金粉末组成为:zn:5.6-6.0wt.%,mg:2.5-2.7wt.%,cu:1.4-1.7wt.%,cr:0.20-0.22wt.%,其余成分为铝含量。
7.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(3)中,所述脉冲电源的交流频率设定为150~350hz,峰值电流密度为13.2~18.8a/mm2。
8.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(3)中,所述逐层处理用脉冲激光器的激光频率为400~600hz,半峰全宽为6~9ns,激光能量密度为5.5~7.5gw/cm2,搭接率为45~65%。
9.根据权利要求2所述的基于脉冲电场同步辅助激光3d打印铝合金的制备方法,其特征在于,步骤(3)中,3d打印用激光器、逐层处理用脉冲激光器的扫描时效需大于一个熔池熔化凝固的时间。
技术总结
本发明公开了一种基于脉冲电场同步辅助激光3D打印铝合金的制备方法,在激光3D打印过程中,同步辅助脉冲电流,每层打印完成后,采用脉冲激光对每层成形面进行逐层处理。脉冲电流的非热效应能够促进材料中原子的扩散以及位错的移动,提高结晶形核率,降低晶粒长大的速度。因此脉冲电流可有效抑制合金枝晶的尖端生长并减弱甚至消除成分偏析,在激光3D打印过程中引入脉冲电流有助于成分均匀和凝固组织细化,从而改善打印构件的力学性能。激光逐层处理是通过脉冲激光束在材料表面产生等离子爆炸冲击波从而诱导材料发生塑性变形,经过脉冲激光逐层处理后的材料组织更加致密,可消除成形表面孔洞、裂纹,改善表面成形质量,从而提高成形试样性能。
技术研发人员:席丽霞,顾冬冬,蔡钦宇,张琨莱,赵旭,耿晓锋,徐俊灿,陆秋阳,刘贺
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!