一种船舶用PV阀的球形密封面加工修复方法与流程
本发明涉及船舶阀门维修,尤其涉及一种船舶用pv阀的球形密封面加工修复方法。
背景技术:
1、船舶用在装卸货物以及航行过程中,封闭货舱内的压力会发生急剧变化,若无法及时吸入或排出气体以限制货舱内的压力和真空度,则容易使舱壁产生过度的压缩或膨胀,导致事故发生。
2、pv阀的主要功能是在货舱压力升高到一数值时,阀盘能准确起跳,将舱内的油气排放到大气中;当压力过低时,则通过自动吸入空气或惰性气体,以实现货舱内的压力平衡。然而在pv阀无数次的启闭过程,因不断碰撞阀座,加上油气的腐蚀,阀芯的球型密封面上不可避免地会出现刮痕和点蚀现象,导致密封不严,影响阀门设定压力的准确起跳功能,存在安全隐患。
3、作为修船和检验的常规项目,每艘船舶用都有大量的pv阀需要加工修复,传统的pv阀阀芯球型密封面的修复方法主要有两种:一种是直接在阀芯及阀座密封面上涂抹均匀的研磨砂(先粗砂,后细砂)后进行互相研磨;一种是先在阀座上粘结合适尺寸的自粘砂纸,研磨阀芯,后在在阀芯上粘结上合适尺寸的自粘砂纸,研磨阀座。但以上方法只适用于密封面磨损轻微的阀芯,对于有明显刮痕、点蚀腐蚀严重的阀芯,研磨效果并不理想,容易出现密封面起槽、不光滑等现象,人工研磨劳动强度大、效率低下,还可能影响后期的密性功能试验和使用质量。
4、经检索,中国专利申请号为cn201910504591.9的专利,公开了一种油轮pv阀的检修方法,步骤一、松开盖帽和提升套;步骤二、对阀瓣进行擦拭;步骤三、将粘结型研磨砂纸剪成合适的尺寸,并粘结在阀座上;步骤四、使用提升手柄将阀瓣落入阀座中,并旋转阀瓣;步骤五、完成研磨工作;步骤六、抬起并保持阀瓣在提升的位置,擦拭阀瓣与阀座后,将粘结型研磨纸剪成合适尺寸并粘结在阀瓣上;步骤七、用提升手柄将阀瓣落下,并继续旋转阀瓣;步骤八、在完成阀瓣研磨工作后,用提升手柄将阀瓣提起,取出阀瓣上的研磨砂纸,并擦拭阀瓣和阀座的接触面;步骤九、完成所有研磨工序后,组装试验,并检查是否有无泄漏。上述专利中的检修方法存在以下不足:对于有明显刮痕、点蚀腐蚀严重的阀芯,检修效果并不理想,还有待改进。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种船舶用pv阀的球形密封面加工修复方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种船舶用pv阀的球形密封面加工修复方法,包括以下步骤:
4、s1:pv阀解体过程中需要做好各零部件的配对马克标记,使用防油剂去除零部件表面上的凝结物,并采用摄像或拍照的方式进行配对标记备份;
5、s2:对pv阀、压力阀进行检查,对磨损处进行维护;
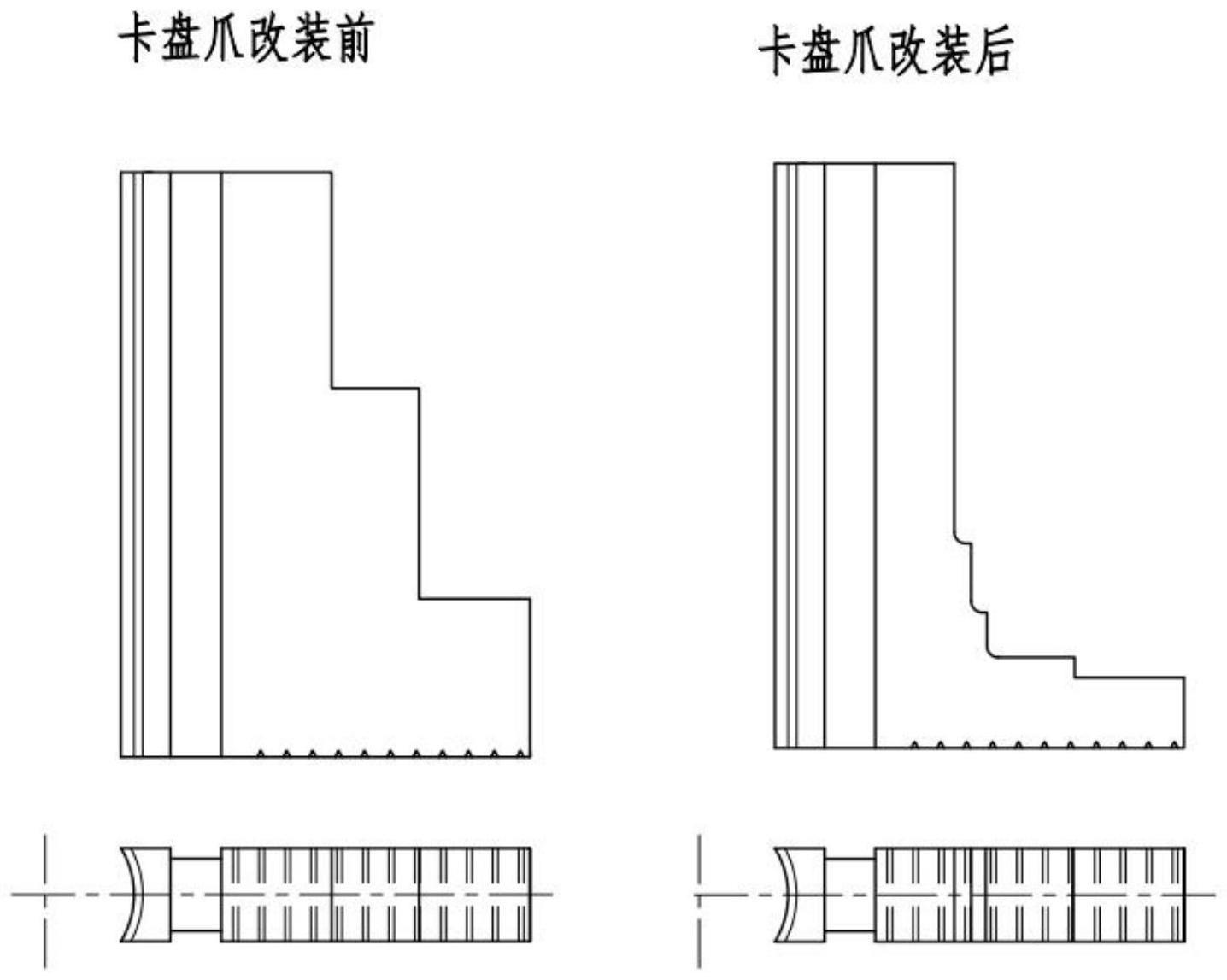
6、s3:对磨床的卡盘爪进行改造,用42crmo合金调质钢制作的砂轮轴,调整并增大砂轮轴的直径及长度,防止卡盘凸肩碰触砂轮架转轴上的碗型砂轮,pv阀芯上车床三爪卡盘,调正中心,对影响碗型砂轮磨削作业且远离密封阀线6-7mm的球面的内侧或外侧位置,车制出碗型砂轮磨削的退刀槽,槽深为1.5mm,宽度为6mm;
7、s4:根据阀芯的规格尺寸和形状,选用或制作将阀芯固定上磨床三爪卡盘上用的辅助工装,清洁干净阀芯与工装间的定位配合面,将阀芯固定在工装件上,再将工装件与阀芯整体装在磨床的头架卡盘上,用百分表打表检查,调整阀芯中心,使得阀芯中心与卡盘转轴的中心一致;
8、s5:根据阀芯直径规格,选用合适直径的碗状砂轮,选用与此碗状砂轮直径匹配的定中过渡套、减震垫、定中盖板、螺钉,将新制后的砂轮轴安装至砂轮架转轴孔里,并逆时针旋紧锁住,用螺钉将定中过渡套、减震垫、碗状砂轮、定中盖板安装固定在砂轮轴轴头上,并调正砂轮中心;
9、s6:启动砂轮架砂轮运转5分钟,发现砂轮无偏移及无振动后,启动冷却液泵按钮,手持顶角为70°-80°的锋利金刚钻慢慢修整碗型砂轮的磨削面,清理干净旧的钝化屑和嵌塞屑,同时将砂轮修整到所需要的尺寸,使砂轮的径向跳动量最小;
10、s7:根据pv阀芯的密封球面直径d以及选用碗型砂轮直径d0,计算出万能外圆磨床头架的扳转角度θ;
11、s8:松开头架锁紧螺栓,将头架慢慢扳转至上一步骤中的扳转角度,并锁紧螺栓;
12、s9:慢慢向砂轮架方向横向移动头架,直到阀芯球面将要碰触到砂轮时停止,调整并确认碗型砂轮中心是否正对阀芯球形密封面的中心,砂轮旋转中心线与阀芯的球面中心线相交于o点;
13、s10:启动砂轮架砂轮马达按钮,启动冷却液泵马达按钮,启动阀芯头架转轴按钮,带动pv阀芯高速旋转,慢慢往砂轮架方向横向移动头架,对阀芯进行试磨,停车检查,在阀芯密封球面上的磨削纹理为交叉网纹;
14、s11:卸下阀芯,在阀芯密封面全部用蓝油涂抹一层薄薄的蓝油,与光车或研磨后的pv阀座进行蓝油研配,检查试磨后的蓝油接触情况;
15、s12:以磨削后的pv阀压力阀芯为基准,用细研磨砂和阀芯继续研磨清洁干净的阀座,直到两者互相研磨的的阀线磨痕一致,阀线完全闭合,接触均匀,清晰可见,接触面积达95%以上;
16、s13:完成所有研磨工作后,进行后续检查工作。
17、优选的:所述s2中,具体的检查维护方式为:
18、s21:检查pv阀阀芯及阀座的球形密封面是否完好,若密封阀线仅轻微磨损,可以在阀芯及阀座密封面上涂抹均匀的研磨砂后进行互相研磨;
19、s22:检查压力阀的阀座锥面情况,若阀线有刮痕、腐蚀凹坑,阀座先上车床校正原锥度,重新光正密封锥面;
20、s23:检查阀芯的球形密封面,对磨损阀线明显、有刮痕、腐蚀凹坑的阀芯进行加工修复处理。
21、进一步的:所述s13中,后续检查工作具体实施方法为:
22、s131:清洁干净各零部件,按照拆前马克组装,完整性检查;
23、s132:pv阀做密性功能,并用肥皂水配合检查有无泄漏,起跳功能是否正常,并报验;
24、s133:用薄膜做好pv阀各管口、配合位的防护,并吊船回装。
25、进一步优选的:所述s1中,pv阀解体、清洁后,检查各零部件是否完好,对于可疑部位进行无损探伤检查。
26、作为本发明一种优选的:所述s23中,若密封阀线仅轻微磨损,先在阀座上粘结上合适尺寸的自粘砂纸,研磨阀芯,后在在阀芯上粘结上合适尺寸的自粘砂纸,再研磨阀座,并报验。
27、作为本发明进一步优选的:所述s23中,如磨损的阀线尚好,车制一个与阀座密封锥面一致的铸铁模具,用细磨砂和铸铁模具研磨阀座,致使阀座的阀线完全闭合,接触均匀,清晰可见为准。
28、作为本发明再进一步的方案:所述s10中,如出现单向弧状纹,表明砂轮机轴中心线未相交于球面中心o点,慢慢调整砂轮架的纵向位置,再进行试磨检查,磨削纹理为交叉网纹为准,固定好砂轮架的纵向位置,沿砂轮轴向进行控制,开动磨床进行磨削作业。
29、在前述方案的基础上:所述球形密封面加工修复方法中,为沿砂轮轴向进行控制,在工作台与滑轨座间安装一套磁力百分表,打表检查,慢慢转动纵向进给手轮,进行微量进给,慢慢进行磨削作业,直到将pv阀芯的球形密封全部出白,停车。
30、在前述方案的基础上优选的:所述s11中,若阀座仅有小端接触蓝油较多,表明球面半径r较小,则砂轮架需要纵向向前移动,继续磨削;若阀座仅有大端接触蓝油较多,表明球面半径r较大,则砂轮架需要纵向向后移动,继续磨削,直到阀座锥面能够均匀接触到蓝油为准,最后继续研磨球形密封面成镜面为准。
31、本发明的有益效果为:
32、1.本发明的船舶用pv阀的球形密封面加工修复方法,通过改造万能外圆磨床,更换其夹具、砂轮型式、砂轮轴等,从而开拓出修复阀芯球型密封面的新功能,实用性强、操作简单,不但减少劳动强度、节约大量成本,还大大提升了维修的质量和速度,加工修复后的密封线与阀座的接触面配合度和光洁度更高,成镜面,大大提高了阀面的密封性能和质量。
- 还没有人留言评论。精彩留言会获得点赞!