一种钴铬铁镍高熵合金及其墨水直写增材制造方法
本发明涉及墨水直写增材制造领域,特别提供一种钴铬铁镍高熵合金及其墨水直写增材制造方法。
背景技术:
1、目前高熵合金主流制备方法有以下几种:
2、(1)熔炼法:该方法是指多种金属原料经过电弧熔炼由铸造方法获得高熵合金铸件。该方法的优点在于得到的高熵合金组织致密,也方便进行后期的再加工,如轧制、机械加工等。但对于制备复杂精密的结构,铸造高熵合金难以实现。
3、(2)机械合金化法:该方法属于粉末冶金的一种,具体方法为:将高熵合金粉末进行机械压实,随后烧结或热压烧结。该方法的优点在于产品的组织较为均匀,经过加压后的产品较为致密。但无法制备具有复杂结构的精密高熵合金产品。
4、(3)熔覆法:也可理解为增材制造的一种,该方法是将高熵合金粉末熔化后迅速沉积在基材表面。优点在于可以制备较大尺寸的产品,但由于熔化的金属在基材上的快速凝固,届时形成巨大的温度梯度,产品内部会产生很大的应力,严重者导致产品的变形甚至开裂。通常熔覆设备的价格昂贵,并且该方法并不适合制备具有精密、复杂结构的产品。
技术实现思路
1、为了克服现有技术中存在的不足,本发明提供了一种钴铬铁镍高熵合金及其墨水直写增材制造方法。
2、本发明技术方案如下:
3、一种采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,采用带有控温料筒的墨水直写增材制造设备进行制备,具体为:
4、采用的浆料由聚乙烯醇、甘油、钴铬铁镍高熵合金粉末组成,所述钴铬铁镍高熵合金中钴、铬、铁、镍的原子比为25 : 25 : 25 : 25;
5、增材制造模型由软件cinema 4d绘制,操作参数由cura软件进行设置;挤出针头直径为0.2mm~1mm,层高设为0.2mm~0.7mm,填充密度40%~100%,运行速度10mm/s~50mm/s,初始层厚0.2mm~1mm;
6、将浆料填入增材制造设备料筒中静置除去气泡后开始打印,打印过程中压力不高于0.5mpa,料筒温度控制在130℃~160℃;
7、将增材制造后的样品在空气中加热至100℃~120℃并保温48h~72h,随后在氩气气氛中加热至600℃~800℃并保温1h~2h脱粘;最后在氩气气氛中加热至烧结温度,制得增材制造产品。
8、作为优选的技术方案:
9、所述带有控温料筒的墨水直写增材制造设备的挤出装置结构为:打印喷嘴与料筒的出料口相连,料筒外套有带控温功能的加热套,料筒顶部与气泵相连。
10、相对于每100重量份的高熵合金粉末,甘油的添加量为18~25重量份,聚乙烯醇的添加量为1.2~1.8重量份。进一步优选为:相对于每100重量份的高熵合金粉末,甘油的添加量为22重量份,聚乙烯醇的添加量为1.52重量份。
11、所述高熵合金粉末的粒径为2μm~4μm。
12、所述浆料在温度为130℃~160℃时软化为泥浆状,冷却至室温发生硬化为橡皮状。
13、所述样品的烧结温度为1450℃~1500℃,保温时间1h。
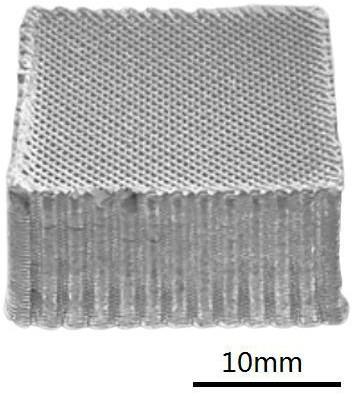
14、采用上述方法制备得到的钴铬铁镍高熵合金产品为网状多孔结构,具有金属光泽,压缩断裂极限为229mpa。
15、本发明和现有技术相比具有如下显著特点:
16、1. 本发明可在室温下制备高熔点金属的增材制造样品,室温增材制造后期烧结过程相比于直接熔化增材制造方法,产生的应力大幅减小,使增材制造高熔点金属更加简易化。
17、2. 本发明提供了一种低成本的制备复杂多孔结构高熵合金的方法。
18、3. 本发明所述浆料中不含有有毒物质,浆料具有很好的安全性,并且环保,仅在脱粘过程中产生废气,废气的收集很方便。
19、4. 本发明使用无挥发的增材制造浆料,浆料便于保存,打印过程中浆料稳定、均匀,对增材制造设备的要求更低,并且操作简单,对防护设施要求很低,安全、环保,降低了产品的生产成本。
20、5. 采用本发明所述浆料制备得到的高熔点金属增材制造产品为网状多孔结构,具有金属光泽;压缩断裂极限为229mpa。
技术特征:
1.一种采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于,采用带有控温料筒的墨水直写增材制造设备进行制备,具体为:
2.按照权利要求1所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于,所述带有控温料筒的墨水直写增材制造设备的挤出装置结构为:打印喷嘴(1)与料筒(2)的出料口相连,料筒(2)外套有带控温功能的加热套(3),料筒(2)顶部与气泵(4)相连。
3.按照权利要求1所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于:相对于每100重量份的高熵合金粉末,甘油的添加量为18~25重量份,聚乙烯醇的添加量为1.2~1.8重量份。
4.按照权利要求3所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于:相对于每100重量份的高熵合金粉末,甘油的添加量为22重量份,聚乙烯醇的添加量为1.52重量份。
5.按照权利要求1所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于:所述高熵合金粉末的粒径为2μm~4μm。
6.按照权利要求1所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于:所述浆料在温度为130℃~160℃时软化为泥浆状,冷却至室温发生硬化为橡皮状。
7.按照权利要求1所述采用墨水直写增材制造制备钴铬铁镍高熵合金的方法,其特征在于:所述样品的烧结温度为1450℃~1500℃,保温时间1h。
8.一种采用权利要求1所述方法制备得到的钴铬铁镍高熵合金产品,其特征在于:所述钴铬铁镍高熵合金产品为网状多孔结构,具有金属光泽。
9.按照权利要求8所述钴铬铁镍高熵合金产品,其特征在于:所述钴铬铁镍高熵合金产品的压缩断裂极限为229mpa。
技术总结
一种钴铬铁镍高熵合金及其墨水直写增材制造方法,属于墨水直写增材制造领域,采用带有控温料筒的墨水直写增材制造设备进行制备,增材制造模型由软件Cinema 4D绘制,操作参数由Cura软件进行设置;挤出针头直径为0.2mm~1mm,层高设为0.2mm~0.7mm,填充密度40%~100%,运行速度10mm/s~50mm/s,初始层厚0.2mm~1mm;打印过程中压力不高于0.5MPa,料筒温度控制在130℃~160℃;将增材制造后的样品在空气中加热至100℃~120℃并保温48h~72h,随后在氩气气氛中加热至600℃~800℃并保温脱粘;最后在氩气气氛中加热至烧结温度,制得增材制造产品。
技术研发人员:朱正旺,夏士超,李松涛,张海峰,张宏伟,付华萌,王爱民
受保护的技术使用者:中国科学院金属研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!