一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法
本发明涉及电子束增材制造,具体涉及一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法。
背景技术:
1、恒模量合金因为具备在一定温域内保持弹性模量不变的功能特性,在航空航天、精密机械等领域得到了非常广泛的应用。一般精密仪器中使用的零件常伴随着零件设计复杂,加工难度大且加工工序众多和高制造成本等诸多问题,从而也限制了精密机械领域的进一步发展。
2、增材制造技术以计算机辅助设计系统(cad)模型为基础,可以不需要模具直接对完成零件的打印,制造精度可以达到±20μm,具有极高的加工精度。并且可以成型复杂结构的零部件,不存在传统加工方式的加工死角等问题。
3、电子束选区熔化技术是一种以电子束为热源的增材制造技术,有扫描速度、电子束电流、偏焦量、线偏焦和底板温度等几个重要的工艺参数,不同的加工工艺加工的同种金属零件,力学性能、相含量、相组成和显微组织都会有不同。
4、因此,利用增材制造技术的加工特点,通过控制工艺参数来调节零件的相含量、相组成和显微组织,进而实现直接制备宽温域恒模量钛合金的目的。既可以降低制造成本,减少加工工序,缩短加工时间,还可以直接高精度成型。增材制造技术制备的恒模量钛合金可以省去繁琐的加工工序直接快速成型,具备优异的性能,在国防、航空航天、精密机械等领域具有良好的应用前景。
技术实现思路
1、本发明的目的是提供一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,该方法制备的宽温域恒弹性低模量钛合金,其室温弹性模量在35~55gpa范围内,能够在-50℃~200℃温域区间内保持弹性模量不变。
2、本发明的技术方案如下:
3、一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,具体步骤如下:
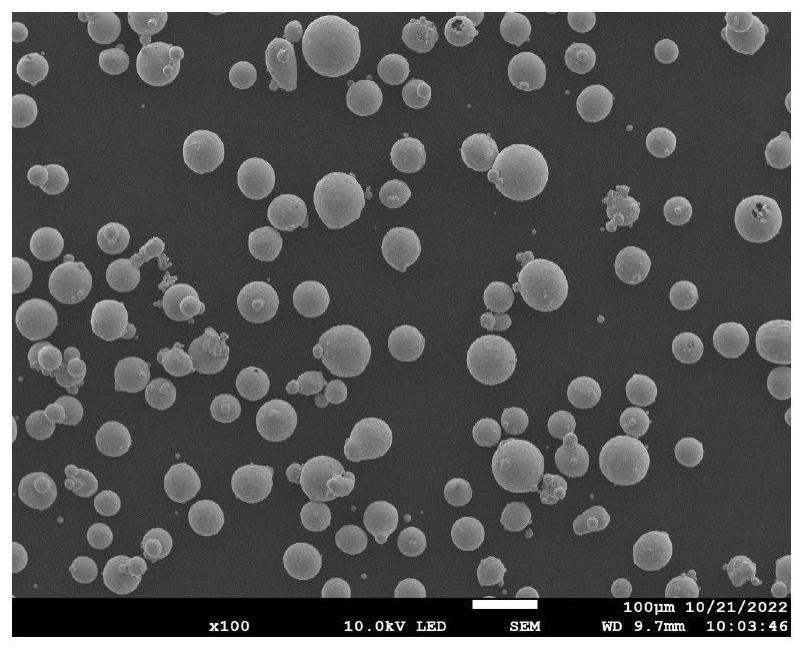
4、步骤1:制备30μm~150μm粒径的电子束粉末;
5、根据需要打印的合金种类,制备规定成分的球形合金粉末,选择气雾化工艺或旋转电极的方式来制备合金粉末。粉末粒径分布范围为30μm~150μm,其粉末特性需满足粒度分布,d10为48~52μm,d50为68~72μm,d90为95~100μm。松装密度为2.4~3.0g/cm3,振实密度在2.6~3.5g/cm3,霍尔流动性≤30(s/50g),空心粉率不超过0.5%。
6、步骤2:建立打印金属零件的三维模型;
7、使用三维建模软件,建立金属零件的三维模型,将设计的三维模型导入三维模型处理软件,进行图形优化和后续支撑设计;然后将优化处理后的三维模型转导入电子束熔融金属成型设备的计算机控制系统,使用电子束增材制造设备进行后续打印工作;
8、步骤3:调节打印工艺参数和扫描策略,使用电子束设备进行增材制造;
9、根据打印模型尺寸选择底板,将底板进行预热至打印温度,设定打印过程中每层铺粉厚度,设定打印工艺参数和扫描策略进行打印。
10、扫描策略为逐层偏转90°打印方法,即相邻打印层之间熔池线互相垂直。底板温度范围为450℃~550℃,每层铺粉厚度为50~70μm,优选70μm,扫描速度为1300~1500mm/s,电子束电流为7~9ma,偏焦量为10~15ma,线偏焦为0.1~0.2mm。
11、上述的基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其中:
12、所述步骤1中,该合金粉末需要满足电子浓度比e/a在4.10-4.25之间。
13、所述步骤2中,进行打印的设备选用电子束选区熔化设备。
14、所述步骤2中,采用的三维建模软件包括solidworks、creo、ug。
15、所述步骤3中,工艺参数的输入能量密度e为25~35j/mm3,式中u为电子束发射电压,i为电子束束流,h为铺粉厚度,l为线偏焦,v为扫描速度。
16、所述步骤3中,制备得到的恒模量合金后续无需任何加工处理,由增材制造技术直接可具备恒弹性性能的合金。该恒模量钛合金在-50℃~200℃温域内具备稳定的恒定弹性模量,合金室温抗拉强度在670~750mpa范围内,致密度大于99%。
17、本发明的设计思想:
18、本发明的基于增材制造技术的工艺具备可调性,包括扫描速度、电子束电流、偏焦量、线偏焦和底板温度等多种可调节的工艺参数。通过调节工艺参数,能够达到控制粉末熔化程度、控制凝固后的保温温度,并且可以控制零件冷却速度。通过控制成型的温度和冷却方式,进而控制合金的组织组成、相组成和相含量。
19、对于电子浓度比e/a在4.10-4.25之间的钛合金来说,出现恒模量特性主要与含有大量α”相有关,通过控制其相组成即主要由β相和α”相组成,并同时控制相含量,合金便能够在一定温度区间内具备恒模量特性。
20、本发明的优点及有益效果:
21、1、本发明方法制备得到的恒模量钛合金性能优异,使用共振法测量室温弹性模量在35~55gpa,具有极低的弹性模量,并且在-50℃~200℃温域区间内保持弹性模量不变,抗拉强度达到670~750mpa,力学性能优异,有广泛的应用前景。
22、2、本发明采用电子束增材制造制备合金,增材制造工艺简单,相比于传统的加工工艺制造的恒模量合金,可以直接一次成型复杂件,并且制造精度高。有效的解决了传统制造工艺需要进一步加工处理的问题。
23、3、本发明采用电子束增材制造制备合金,利用工艺的可调性,可以根据实际要求一次成型不同性能的合金,并且可以制造只有局部区域具备恒模量的合金,这是现有的加工方式没有办法实现的,具有非常广泛的应用与研究价值。
技术特征:
1.一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于具体步骤如下:
2.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤1中,合金粉末需要满足电子浓度比e/a在4.10-4.25之间。
3.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤2中,进行打印的设备选用电子束选区熔化设备。
4.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤2中,采用的三维建模软件选自solidworks、creo、ug。
5.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤3中,工艺参数的输入能量密度e为25~35j/mm3,式中u为电子束发射电压,i为电子束束流,h为铺粉厚度,l为线偏焦,v为扫描速度。
6.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤3中,扫描策略为逐层偏转90°打印方法,底板温度范围为450℃~550℃,每层铺粉厚度为50~70μm,扫描速度为1300~1500mm/s,电子束电流为7~9ma,偏焦量为10~15ma,线偏焦为0.1~0.2mm。
7.根据权利要求1所述的一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,其特征在于所述步骤3中,制备得到的恒模量钛合金在-50℃~200℃温域内具备稳定的恒定弹性模量,弹性模量在35~55gpa,合金室温抗拉强度在670~750mpa范围内,致密度大于99%。
技术总结
一种基于增材制造技术制备宽温域恒弹性低模量钛合金的方法,涉及电子束增材制造技术领域,该方法包括:步骤1:制备30μm~150μm粒径的电子束粉末;步骤2:建立打印金属零件的三维模型;步骤3:调节打印工艺参数和扫描策略,使用电子束设备进行增材制造,并直接获得高精度宽温域恒弹性的钛合金。该方法制备的合金其宽温域恒弹性特性可通过控制增材制造工艺参数,从而直接生成,不需后续加工处理,室温弹性模量在35~55GPa,在‑50℃~200℃温域区间内保持弹性模量不变。本发明方法工艺步骤简单、生产成本低,加工周期短,在国防、航空航天、精密机械等领域,都有良好的应用前景。
技术研发人员:郝玉琳,路程乾,宫得伦,侯文韬,王秋爽,李述军,杨锐
受保护的技术使用者:中国科学院金属研究所
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!