一种桥梁支座用陶瓷喷涂摩擦副及其制备方法与流程
本发明涉及桥梁支座,更具体地,涉及一种桥梁支座用陶瓷喷涂摩擦副及其制备方法。
背景技术:
1、支座是桥梁建设中的重要组成部分,它作为桥梁与墩台之间的连接单元,在日常工作时,可以正常滑动及转动,释放桥梁温度载荷,在地震来临时,可以减弱地震力对桥梁的作用,起到隔振的作用,支座主要包括上座板、上耐磨板、球冠、球面耐磨板、下座板、球冠支撑、下耐磨板等部件,其中上耐磨板、下耐磨板及球面耐磨板配对的摩擦副一般是不锈钢镜面或者是喷涂铬层或者是喷涂镍层,现有的摩擦副材料在沿海地区耐用度下降,其使用寿命容易受环境影响。
2、现有技术存在如下几个缺点:(1)大位移曲面支座的座板上焊接不锈钢镜面时,不锈钢镜面贴合底部容易出现脱空,支座滑动出现鼓包现象,不锈钢镜面长距离耐磨性能差、磨损后表面出现锈蚀等病害;(2)采用镀铬层或者镀镍层作为摩擦接触面,其防腐性能差、耐磨性不好,表面强度低、孔隙率过大,特别是在沿海地区的碱性环境下或者是较为污染的环境中,镀层表面的涂层就会出现腐蚀、甚至是剥落,从而导致上耐磨板、下耐磨板及球冠耐磨板加快磨损,增大了摩擦副的摩擦系数,降低了支座产品的使用寿命。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供一种桥梁支座用陶瓷喷涂摩擦副及其制备方法,上座板下表面与上耐磨板形成滑动摩擦副在球冠支撑表面喷涂陶瓷涂层,转动耐磨板和球冠支撑顶面接触形成转动摩擦副实现转动,下耐磨板镶嵌于球冠支撑的凹槽中固定,陶瓷涂层喷涂在下座板表面,下耐磨板设置于球冠支撑底部,与下座板接触形成滑动摩擦副运动,支座在正常使用过程中,滑动和转动导致转动耐磨板和下耐磨板不断磨损消耗,选用陶瓷涂层处理上座板和球冠支撑,从而可以显著的增加转动耐磨板和下耐磨板的磨耗寿命,延长产品维护更换耐磨板的周期,解决了桥梁支座摩擦副磨损速度快的问题。
2、为了实现上述目的,按照本发明的一个方面,提供一种桥梁支座用陶瓷喷涂摩擦副,包括:
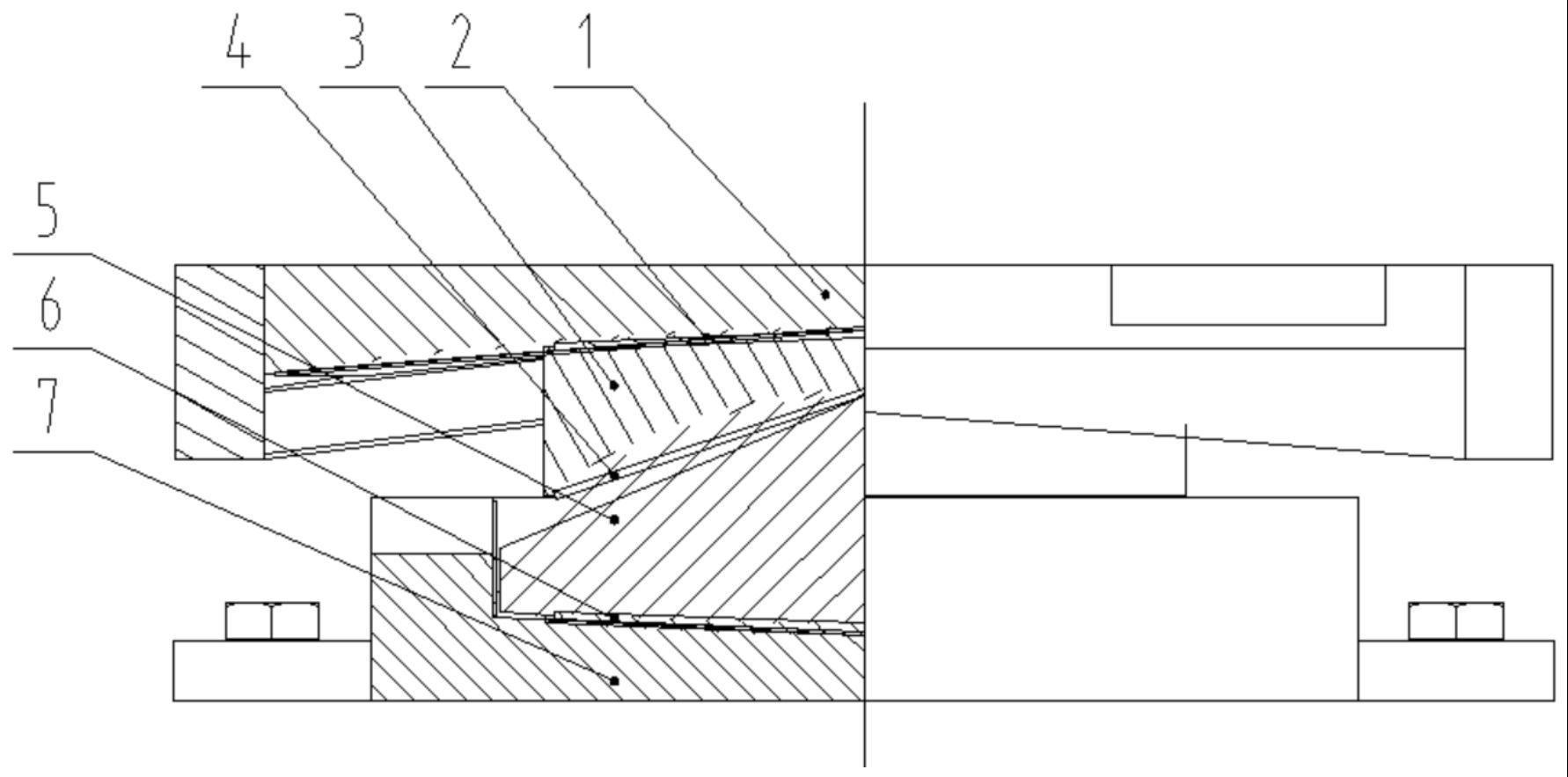
3、上座板(1)、上耐磨板(2)、球冠(3)、转动耐磨板(4)、球冠支撑(5)、下耐磨板(6)、下座板(7),其特征在于,陶瓷涂层喷涂于所述上座板(1)、所述球冠支撑(5)和所述下座板(7)表面,所述上座板(1)与所述上耐磨板(2)形成滑动摩擦副,所述上耐磨板(2)和所述转动耐磨板(4)分别镶嵌于所述球冠(3)的上表面和下表面,所述转动耐磨板(4)和所述球冠支撑(5)顶面接触形成转动摩擦副实现转动,所述下耐磨板(6)设置于所述球冠支撑(5)的底部,所述下耐磨板(6)与所述下座板(7)形成滑动摩擦副。
4、进一步地,所述球冠(3)的上表面和下表面分别设置凹槽,用于固定所述上耐磨板(2)和所述转动耐磨板(4)。
5、进一步地,所述下耐磨板(6)镶嵌固定于所述球冠支撑(5)的凹槽中。
6、按照本发明的另一个方面,提供一种桥梁支座用陶瓷喷涂摩擦副的制备方法,应用所述一种桥梁支座用陶瓷喷涂摩擦副实现,包括如下步骤:
7、s100,将碳化钨、金属材料和胶水混合均匀,得到固溶体,通过高能球磨将固溶体研磨得到粉末材料,将粉末材料在超音速火焰设备中进行加热融化或软化;
8、s200,粉末材料加速,粉末送到超音速火焰设备中后,在高速火焰的带动下会被加速;
9、s300,喷涂粉末材料撞击基体,上座板1、球冠支撑5和下座板7为碳钢材料,作为粉末材料基体,用软化状态的碳化钨颗粒在高速火焰的加速下冲击到基体表面,桥梁支座对两球面配合的接触率有较高要求,为保证球面接触率,球面的圆度要求较高,因陶瓷硬度较高磨削加工难度较大,为保证喷涂后的圆度要求,可通过在加工后的球面上喷涂厚度均匀一的陶瓷涂层来保证,喷涂过程中,基体固定在可旋转的工作台上;
10、s400,冷却凝固,碳化钨颗粒在火焰中软化并被加速,高温高速状态的碳化钨颗粒,在基材表面喷砂后存在高低起伏,微观上在基材表面形成凸起点,碳化钨颗粒撞击到基材表面的凸起点后会急速冷却,并在冲击势能的作用下向凸起点底部填充,完成喷涂。
11、进一步地,所述s300包括s301,根据喷涂时喷枪的直线运行轨迹,优化调整旋转工作台的转速变化来保证喷涂时的线速度一致,各参数需满足以下函数关系:
12、c=v1*r1=v2*r2;
13、其中,c为常量,r1和r2为曲面半径,单位为m,v1是半径为r1的位置的速度,v2是半径为r2的位置的速度,v1和v2的单位为m/s;
14、进一步地,所述s300包括s302,根据喷涂时喷枪的直线运行轨迹,根据喷涂时的变化线速度优化喷枪的送粉量来保证单位面积的喷涂量一致,各参数需满足以下函数关系:
15、q=q1*r1=q1*r2;
16、其中,q为固定送粉量,单位为g/min,r1和r2为曲面半径,单位为m,q1是半径为r1的位置的送粉量,q2是半径为r2的位置的送粉量,单位为g/min。
17、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
18、1.本发明提供一种桥梁支座用陶瓷喷涂摩擦副,上座板下表面与上耐磨板形成滑动摩擦副在球冠支撑表面喷涂陶瓷涂层,转动耐磨板和球冠支撑顶面接触形成转动摩擦副实现转动,下耐磨板镶嵌于球冠支撑的凹槽中固定,陶瓷涂层喷涂在下座板表面,下耐磨板设置于球冠支撑底部,与下座板接触形成滑动摩擦副运动,支座在正常使用过程中,滑动和转动导致转动耐磨板和下耐磨板不断磨损消耗,选用陶瓷涂层处理上座板和球冠支撑,从而可以显著的增加转动耐磨板和下耐磨板的磨耗寿命,延长产品维护更换耐磨板的周期,解决了桥梁支座摩擦副磨损速度快的问题。
19、2.本发明提供一种桥梁支座用陶瓷喷涂摩擦副的制备方法,采用超音速火焰喷涂陶瓷层,将煤油和纯氧气充分地混合燃烧后,燃烧室的压力可以达到0.9mp,这样使得焰流速度可达到2000米/秒,采用超音速火焰喷涂制备的碳化钨基金属陶瓷涂层孔隙率低,结合强度更高,氧化率低,涂层的显微硬度更理想,相较气体燃料类hvof喷碳化钨类金属陶瓷,使用煤油能使粉末颗粒在焰流中停留时间缩短,减少hvof设备喷涂碳化钨类金属陶瓷的脱碳比例,使得涂层孔隙率更低、结合强度更好、硬度更高、耐磨性能更优。
20、3.本发明提供一种桥梁支座用陶瓷喷涂摩擦副的制备方法,采用对上座板、球冠支撑和下座板采用防腐工艺处理,在三者表面喷涂碳化钨基金属陶瓷涂层后,先喷涂0.06~0.10mm的粘结层,粘结层为镍铬层,再喷涂≥0.20mm的工作层,工作层为al2o3系列或cr2o3系列涂层,满足耐磨性要求及空间要求,并对碳化钨基金属陶瓷涂层的孔隙进行封孔处理,最后打磨加工至要求的光洁度,粗糙度应不大于ra0.25,经表面深层封孔处理后,陶瓷涂层表面硬度较高,同时涂层厚度较厚,延长了其耐磨程度和抗腐蚀性能。
技术特征:
1.一种桥梁支座用陶瓷喷涂摩擦副,包括上座板(1)、上耐磨板(2)、球冠(3)、转动耐磨板(4)、球冠支撑(5)、下耐磨板(6)、下座板(7),其特征在于,陶瓷涂层喷涂于所述上座板(1)、所述球冠支撑(5)和所述下座板(7)表面,所述上座板(1)与所述上耐磨板(2)形成滑动摩擦副,所述上耐磨板(2)和所述转动耐磨板(4)分别镶嵌于所述球冠(3)的上表面和下表面,所述转动耐磨板(4)和所述球冠支撑(5)顶面接触形成转动摩擦副实现转动,所述下耐磨板(6)设置于所述球冠支撑(5)的底部,所述下耐磨板(6)与所述下座板(7)形成滑动摩擦副。
2.根据权利要求1所述的一种桥梁支座用陶瓷喷涂摩擦副,其特征在于,所述球冠(3)的上表面和下表面分别设置凹槽,用于固定所述上耐磨板(2)和所述转动耐磨板(4)。
3.根据权利要求1所述的一种桥梁支座用陶瓷喷涂摩擦副,其特征在于,所述下耐磨板(6)镶嵌固定于所述球冠支撑(5)的凹槽中。
4.一种桥梁支座用陶瓷喷涂摩擦副的制备方法,其特征在于,应用如权利要求1-3中任一项所述的一种桥梁支座用陶瓷喷涂摩擦副及其制备方法实现,包括如下步骤:
5.根据权利要求4所述的一种桥梁支座用陶瓷喷涂摩擦副的制备方法,其特征在于,所述s300包括s301,根据喷涂时喷枪的直线运行轨迹,优化调整旋转工作台的转速变化来保证喷涂时的线速度一致,各参数需满足以下函数关系:
6.根据权利要求4所述的一种桥梁支座用陶瓷喷涂摩擦副的制备方法,其特征在于,所述s300包括s302,根据喷涂时喷枪的直线运行轨迹,根据喷涂时的变化线速度优化喷枪的送粉量来保证单位面积的喷涂量一致,各参数需满足以下函数关系:
技术总结
本发明公开了一种桥梁支座用陶瓷喷涂摩擦副及其制备方法,该摩擦副包括上座板、上耐磨板、球冠、转动耐磨板、球冠支撑、下耐磨板、下座板,其特征在于,陶瓷涂层喷涂于所述上座板、所述球冠支撑和所述下座板表面,所述上座板与所述上耐磨板形成滑动摩擦副,所述上耐磨板和所述转动耐磨板分别镶嵌于所述球冠的上表面和下表面,所述转动耐磨板和所述球冠支撑顶面接触形成转动摩擦副实现转动,所述下耐磨板设置于所述球冠支撑的底部,所述下耐磨板与所述下座板形成滑动摩擦副,解决了桥梁支座摩擦副磨损速度快的问题。
技术研发人员:黄艳林,赵超,胡宏城,郭冲圆,徐源庆,王勇,王冰,弋安,张精岳,姚健勇,王志强,夏子金,刘福康
受保护的技术使用者:广州珠江黄埔大桥建设有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!