一种长颈消防阀加工快速定位装置及方法与流程
本发明涉及消防阀加工,具体为一种长颈消防阀加工快速定位装置及方法。
背景技术:
1、消防阀门是工业、建筑管路上控制的一种重要附件,消防阀门在发生火灾时连接消防管用于输水灭火使用,消防阀门的通道位置通常采用一提铸造成型,在生产出来之后需要使用打磨设备对内壁进行打磨。
2、消防阀的形状根据使用环境的不用也分布不同的造型,其中长颈消防阀属于消防阀的一种,长颈消防阀的控制部位距离通道位置的距离比较长,在对长颈消防阀通道位置进行打磨的过程中对长颈消防阀夹持时由于长颈的原因导致长颈消防阀的重心偏离夹持位置,在打磨的过程中容易出现松动的情况,同时,现有的在对长颈消防阀进行打磨的过程中需要先将长颈消防阀对准后再进行打磨,操作步骤繁杂影响打磨效率。
技术实现思路
1、本发明提供了一种长颈消防阀加工快速定位装置及方法,解决了在对长颈消防阀门的管道位置内壁进行打磨的过程中不能快速的将打磨位置对准的技术问题。
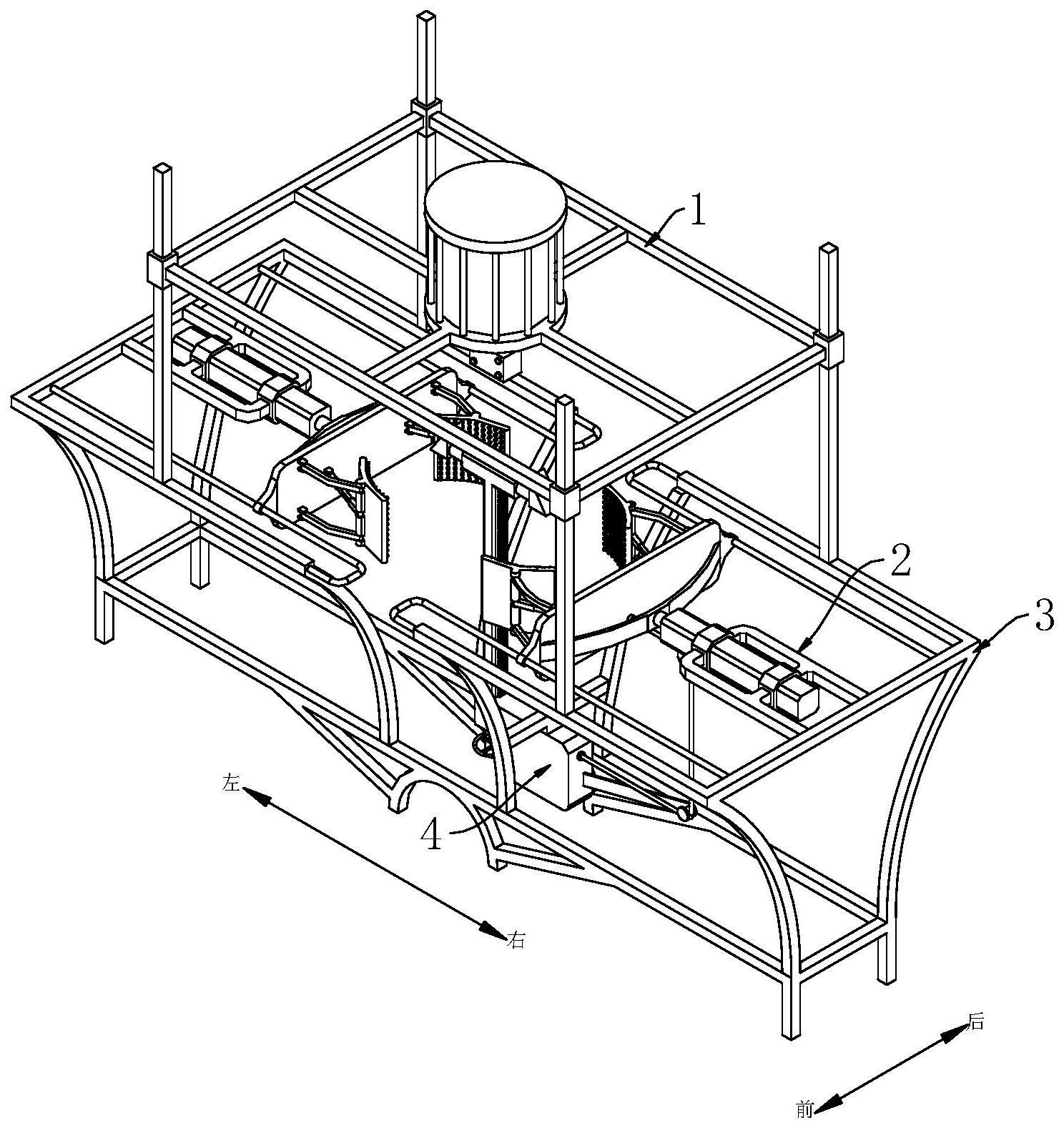
2、本发明提供的一种长颈消防阀加工快速定位装置及方法,包括底座。
3、用于对消防阀在打磨时夹持的夹持机构,所述底座的内侧固定设置有两个左右对称的夹持机构。
4、用于对消防阀进行限位的定位机构,所述底座的内侧底端且位于两个夹持机构之间固定设置有定位机构,所述夹持机构的上表面固定设置有打磨机构。
5、右侧的所述夹持机构包括固定设置在底座上的推动件,所述推动件的左侧固定设置有连接件,所述连接件的左侧设置有夹持件。
6、所述定位机构包括固定设置在夹持机构内侧底端的调节件,所述调节件的右侧面固定连接有导向轮,所述导向轮左侧上下滑动连接有t字形支撑杆,所述t字形支撑杆的竖直段底端转动连接有锥形调节杆,所述t字形支撑杆的水平段左右两端均设置有定位件。
7、根据本发明的实施例,右侧的所述推动件包括固定连接在底座上的固定安装架,所述固定安装架的内侧固定连接有电动推杆,所述电动推杆的伸缩端固定连接有连接弧板。
8、根据本发明的实施例,右侧的所述连接件包括固定连接在推动件上的固定连接板,所述固定连接板的左侧面铰接有两组前后对称的连接臂,每组所述连接臂的数量为两个且呈上下对称设置,所述固定连接板的左侧面且位于两个上下设置的所述连接臂的相对面之间铰接有限位伸缩杆。
9、根据本发明的实施例,右侧的所述夹持件包括铰接在连接件上的夹持弧板,所述夹持弧板的内部均匀分布有多个连接柱,多个所述连接柱在夹持弧板的内部呈矩形阵列设置,所述连接柱的外表面底端滑动连接有挤压块,所述连接柱与挤压块之间设置有第一连接弹簧,所述挤压块远离连接柱的一端固定连接有防护垫片,所述挤压块贯穿夹持弧板远离连接柱的一面且与夹持弧板滑动连接。
10、根据本发明的实施例,所述调节件包括固定连接在底座内侧的固定壳,所述固定壳的内部左侧转动连接有第一齿轮盘,所述固定壳的内部右侧转动连接有第二齿轮盘,所述第一齿轮盘与第二齿轮盘之间啮合,所述第二齿轮盘上缠绕有牵引绳,所述第二齿轮盘与固定壳之间设置有涡卷弹簧。
11、根据本发明的实施例,所述定位件包括滑动连接在t字形支撑杆水平段上的两个左右设置的连接筒,所述连接筒与t字形支撑杆之间设置有第二连接弹簧,所述连接筒的内部固定连接有两个限位套,所述连接筒远离t字形支撑杆的一端固定连接有斜面推块,所述限位套的内部转动连接有锥形螺纹杆,所述t字形支撑杆的内部滑动连接有限位挡板,所述限位挡板与锥形螺纹杆啮合。
12、根据本发明的实施例,所述牵引绳的一端固定连接在第二齿轮盘上,所述牵引绳的另一端固定连接在右侧的夹持机构上。
13、根据本发明的实施例,所述t字形支撑杆的右侧面设置有齿牙,所述t字形支撑杆上的齿牙与第一齿轮盘啮合。
14、根据本发明的实施例及方法,所述限位挡板靠近t字形支撑杆中心的一端与锥形调节杆啮合,两个所述限位挡板的相对面之间设置有轴承架。
15、根据本发明的实施例,采用上述快速定位装置在对长颈消防阀进行加工时的使用方法,包括以下步骤:
16、s1、首先通过对长颈消防阀的通道位置进行对准,使长颈消防阀的通道位置的轴线与的中心对准。
17、s2、通过s1步骤将长颈消防阀的通道位置对准之后通过对长颈消防阀的通道位置进行夹持固定。
18、s3、通过s2步骤将长颈消防阀的通道位置对齐并且夹持牢固之后通过对长颈消防阀的通道位置的内壁进行打磨加工。
19、s4、在打磨加工结束之后将长颈消防阀取下在重复上述步骤对新的长颈消防阀的通道位置内壁进行打磨。
20、应用本发明的技术方案:1、通过定位机构的设置可以对长颈消防阀的通道位置在进行内壁加工之前进行对位,使长颈消防阀的通道位置的轴线位置与打磨机构的中线位置对准,以保证在对长颈消防阀的通道位置内壁进行打磨的过程中能够全面的对内壁进行打磨。
21、2、通过夹持机构的设置可以在夹持长颈消防阀的时候,避免长颈消防阀在打磨过程中由于重心与夹持位置偏移,同时在打磨过程中受到推力的作用下发生偏转导致对长颈消防阀的通道位置内壁打磨不彻底的情况出现。
技术特征:
1.一种长颈消防阀加工快速定位装置,其特征在于:包括底座(3);
2.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:右侧的所述推动件(21)包括固定连接在底座(3)上的固定安装架(211),所述固定安装架(211)的内侧固定连接有电动推杆(212),所述电动推杆(212)的伸缩端固定连接有连接弧板(213)。
3.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:右侧的所述连接件(22)包括固定连接在推动件(21)上的固定连接板(221),所述固定连接板(221)的左侧面铰接有两组前后对称的连接臂(222),每组所述连接臂(222)的数量为两个且呈上下对称设置,所述固定连接板(221)的左侧面且位于两个上下设置的所述连接臂(222)的相对面之间铰接有限位伸缩杆(223)。
4.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:右侧的所述夹持件(23)包括铰接在连接件(22)上的夹持弧板(231),所述夹持弧板(231)的内部均匀分布有多个连接柱(232),多个所述连接柱(232)在夹持弧板(231)的内部呈矩形阵列设置,所述连接柱(232)的外表面底端滑动连接有挤压块(233),所述连接柱(232)与挤压块(233)之间设置有第一连接弹簧,所述挤压块(233)远离连接柱(232)的一端固定连接有防护垫片(234),所述挤压块(233)贯穿夹持弧板(231)远离连接柱(232)的一面且与夹持弧板(231)滑动连接。
5.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:所述调节件(41)包括固定连接在底座(3)内侧的固定壳(412),所述固定壳(412)的内部左侧转动连接有第一齿轮盘(411),所述固定壳(412)的内部右侧转动连接有第二齿轮盘(413),所述第一齿轮盘(411)与第二齿轮盘(413)之间啮合,所述第二齿轮盘(413)上缠绕有牵引绳(414),所述第二齿轮盘(413)与固定壳(412)之间设置有涡卷弹簧。
6.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:所述定位件(45)包括滑动连接在t字形支撑杆(44)水平段上的两个左右设置的连接筒(452),所述连接筒(452)与t字形支撑杆(44)之间设置有第二连接弹簧,所述连接筒(452)的内部固定连接有两个限位套(453),所述连接筒(452)远离t字形支撑杆(44)的一端固定连接有斜面推块(451),所述限位套(453)的内部转动连接有锥形螺纹杆(454),所述t字形支撑杆(44)的内部滑动连接有限位挡板(455),所述限位挡板(455)与锥形螺纹杆(454)啮合。
7.根据权利要求5所述的一种长颈消防阀加工快速定位装置,其特征在于:所述牵引绳(414)的一端固定连接在第二齿轮盘(413)上,所述牵引绳(414)的另一端固定连接在右侧的夹持机构(2)上。
8.根据权利要求5所述的一种长颈消防阀加工快速定位装置,其特征在于:所述t字形支撑杆(44)的右侧面设置有齿牙,所述t字形支撑杆(44)上的齿牙与第一齿轮盘(411)啮合。
9.根据权利要求6所述的一种长颈消防阀加工快速定位装置及方法,其特征在于:所述限位挡板(455)靠近t字形支撑杆(44)中心的一端与锥形调节杆(43)啮合,两个所述限位挡板(455)的相对面之间设置有轴承架。
10.根据权利要求1所述的一种长颈消防阀加工快速定位装置,其特征在于:采用上述快速定位装置在对长颈消防阀进行加工时的使用方法,包括以下步骤:
技术总结
本发明涉及消防阀加工技术领域,具体为一种长颈消防阀加工快速定位装置及方法,包括底座,用于对消防阀在打磨时夹持的夹持机构,所述底座的内侧固定设置有两个左右对称的夹持机构,用于对消防阀进行限位的定位机构,所述底座的内侧底端且位于两个夹持机构之间固定设置有定位机构,所述夹持机构的上表面固定设置有打磨机构,通过定位机构的设置可以对长颈消防阀的通道位置在进行内壁加工之前进行对位,使长颈消防阀的通道位置的轴线位置与打磨机构的中线位置对准,以保证在对长颈消防阀的通道位置内壁进行打磨的过程中能够全面的对内壁进行打磨。
技术研发人员:张立勇,刘洪昌,崔书生
受保护的技术使用者:宁津美华工业有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!