一种注塑模具制备DLC涂层的方法及注塑模具与流程
本发明涉及涂层制备,更具体地说,它涉及一种注塑模具制备dlc涂层的方法及注塑模具。
背景技术:
1、在注塑模具中,在产品脱模时,通常需要顶针将产品顶出,在此过程中,顶针会与模仁以及模具滑块发生摩擦接触,从而使得顶针磨损较为严重,并且模仁以及模具滑块也会发生磨损,使其使用寿命降低。
2、目前市场上有针对模具通过在其表面增设dlc涂层来增加其耐磨能力,从而延长其使用寿命,但是众所周知的,dlc涂层其内应力较高,与模具的结合程度不高。
3、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种塑模具制备dlc涂层的方法及注塑模具,通过在模具上设置conicraly过渡层以及dlc涂层,从而提高模具的耐磨能力,提高模具的使用寿命。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种注塑模具制备dlc涂层的方法,包括以下步骤:
3、s1、清洗并喷砂粗化模具表面;
4、s2、通过等离子喷涂设备在模具表面喷涂conicraly过渡层;
5、s3、在中间过渡层表面通过磁控溅射方式喷涂dlc涂层。
6、本发明进一步设置为:在s2步骤中,中间过渡层涂层厚度10-20μm。
7、本发明进一步设置为:在s3步骤中,dlc涂层的厚度为20-50μm。
8、本发明进一步设置为:在s2步骤中,中间过渡层的喷涂工艺参数为:喷涂材料:conicraly合金粉,粉体粒度15-40μm,电压50-70v,电流400~600a,搭道3-4mm,喷涂线速度400-600mm/s,距离150-180mm,氩气流量30-50l/min,氢气流量3-6l/min,送粉克数20-30g/min。
9、本发明进一步设置为:在s2步骤中,喷涂conicraly过渡层的温度为20-200℃;喷涂完成后在氩气环境下自然冷却。
10、本发明进一步设置为:在s3步骤中,在氩气环境中,采用脉冲磁控溅射对cr靶放电,电压600-800v,频率30-60hz,脉宽150-300μs,沉积时间1-3min;然后通入c2h2气体,沉积时间1-2min;继续通入c2h2气体和氩气,氩气流量10-30l/min,c2h2流量5-10l/min,沉积时间6-10h,得到dlc涂层。
11、本发明进一步设置为:在s1步骤中,喷砂粗化后模具表面粗糙度ra为3-5μm。
12、本发明进一步设置为:在s1步骤中,在空气压力0.5-1mpa下,使用白刚玉砂进行喷砂打磨。
13、本发明进一步设置为:所述模具包括顶针和\或模仁和\或模具滑块。
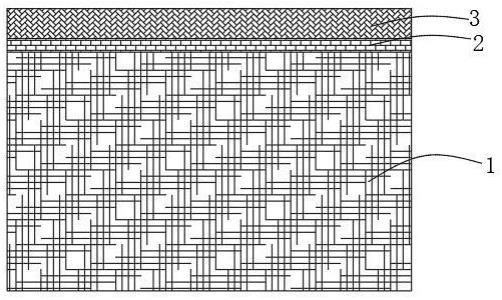
14、本发明同时提供一种注塑模具,在模具表面依次设置有conicraly过渡层以及dlc涂层,其制备方式通过上述所述的方法获得。
15、综上所述,本发明具有以下有益效果:
16、1在模具表面先等离子喷射conicraly过渡层打底,从而取缔了现有技术中通常需要沉积的金属过渡层以及离子清洗步骤;
17、2在conicraly过渡层的基础上磁控溅射dlc涂层,能够增加dlc涂层的附着力,不会因为其内应力较大而发生脆性脱离的情况;
18、3模具表面是基于conicraly过渡层打底,有助于当发生若干次摩擦之后,涂层发生磨损时,能够通过喷砂打磨,去除conicraly过渡层以及dlc涂层,然后重新喷涂conicraly过渡层以及dlc涂层,从而实现重复利用。
技术特征:
1.一种注塑模具制备dlc涂层的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s2步骤中,中间过渡层涂层厚度10-20μm。
3.根据权利要求1所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s3步骤中,dlc涂层的厚度为20-50μm。
4.根据权利要求1或2所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s2步骤中,中间过渡层的喷涂工艺参数为:喷涂材料:conicraly合金粉,粉体粒度15-40μm,电压50-70v,电流400~600a,搭道3-4mm,喷涂线速度400-600mm/s,距离150-180mm,氩气流量30-50l/min,氢气流量3-6l/min,送粉克数20-30g/min。
5.根据权利要求4所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s2步骤中,喷涂conicraly过渡层的温度为20-200℃;喷涂完成后在氩气环境下自然冷却。
6.根据权利要求1或3所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s3步骤中,在氩气环境中,采用脉冲磁控溅射对cr靶放电,电压600-800v,频率30-60hz,脉宽150-300μs,沉积时间1-3min;然后通入c2h2气体,沉积时间1-2min;继续通入c2h2气体和氩气,氩气流量10-30l/min,c2h2流量5-10l/min,沉积时间6-10h,得到dlc涂层。
7.根据权利要求1所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s1步骤中,喷砂粗化后模具表面粗糙度ra为3-5μm。
8.根据权利要求7所述的一种注塑模具制备dlc涂层的方法,其特征在于:在s1步骤中,在空气压力0.5-1mpa下,使用白刚玉砂进行喷砂打磨。
9.根据权利要求1所述的一种注塑模具制备dlc涂层的方法,其特征在于:所述模具包括顶针和\或模仁和\或模具滑块。
10.一种注塑模具,其特征在于:在模具表面依次设置有conicraly过渡层以及dlc涂层,其制备方式通过如权利要求1-9任一项所述的方法获得。
技术总结
本发明公开了一种注塑模具制备DLC涂层的方法及注塑模具,涉及溅射镀膜领域,旨在解决模具耐磨性不高易损坏的问题,其技术方案要点是:一种注塑模具制备DLC涂层的方法,包括以下步骤:S1、清洗并喷砂粗化模具表面;S2、通过等离子喷涂设备在模具表面喷涂CoNiCrAlY过渡层;S3、在中间过渡层表面通过磁控溅射方式喷涂DLC涂层。本发明的一种注塑模具制备DLC涂层的方法及注塑模具能够有效增加模具的耐磨性能并提高其表面润滑程度,减小摩擦,提高其使用寿命,同时方便重复使用。
技术研发人员:赵志刚,王迎春,阳永高
受保护的技术使用者:苏州瑞德智慧精密科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!