一种合金加料方法及系统与流程
本发明涉及加料控制,具体而言,涉及一种合金加料方法及系统。
背景技术:
1、在目前的转炉炼钢工艺中,钢水完成冶炼后,由转炉注入钢包中。为了调整钢水成分,需要在转炉往钢包中倾倒钢水的过程中,同时由合金加料系统加入各类合金料。
2、目前合金加料系统通常是一套加料装置对应一座转炉,系统建设投资大,占地多,对于一座厂房内有多座转炉且厂房结构紧凑的钢铁企业来说,这种系统建设投资大,占地多,料仓的数量因空间原因受到限制。
技术实现思路
1、本发明的目的在于提供一种合金加料方法及系统,能够降低系统建设投资,减少占地。
2、为了实现上述目的,本技术实施例采用的技术方案如下:
3、第一方面,本技术实施例提供了一种合金加料方法,应用于合金加料系统,所述合金加料系统包括多个高位料仓组、多个称量斗、皮带机、卸料小车以及多个低位料仓组,所述高位料仓组包括多个高位料仓,各所述高位料仓放置有不同物料,所述低位料仓组包括多个低位料仓,各所述高位料仓组分别与一个所述称量斗连通,各所述称量斗的下料管联通至所述皮带机上方,所述卸料小车设置在所述皮带机上,所述皮带机设置在各所述低位料仓组上方,各所述低位料仓组分别为不同转炉加料,所述方法包括:
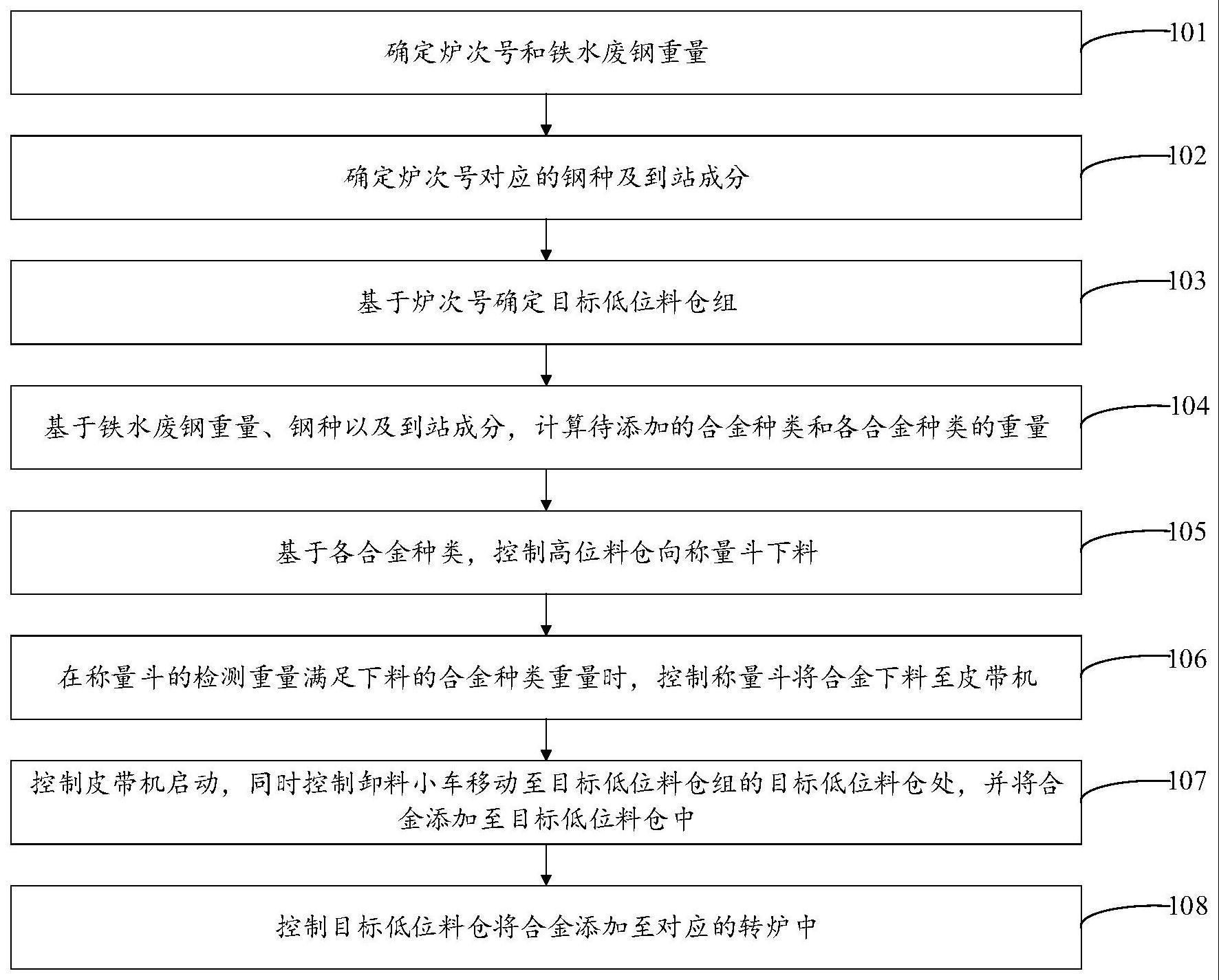
4、确定炉次号和铁水废钢重量;
5、确定所述炉次号对应的钢种及到站成分;
6、基于所述炉次号确定目标低位料仓组;
7、基于所述铁水废钢重量、所述钢种以及所述到站成分,计算待添加的合金种类和各所述合金种类的重量;
8、基于各合金种类,控制高位料仓向所述称量斗下料;
9、在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机;
10、控制所述皮带机启动,同时控制所述卸料小车移动至所述目标低位料仓组的目标低位料仓处,并将合金添加至目标低位料仓中;
11、控制所述目标低位料仓将合金添加至对应的转炉中。
12、在可选的实施方式中,所述方法还包括:
13、基于各所述合金种类的重量,计算各所述合金种类的首次添加重量;
14、所述在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机的步骤,包括:
15、在所述称量斗的重量满足下料的合金种类的首次添加重量时,控制所述称量斗将合金下料至所述皮带机。
16、在可选的实施方式中,所述基于各合金种类,控制高位料仓向所述称量斗下料的步骤,包括:
17、判断待添加的各所述合金种类中是否包含铝铁;
18、在待添加的各合金种类中包含铝铁时,控制装有铝铁的第一目标高位料仓将铝铁下料至所述称量斗中;
19、所述在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机的步骤,包括:在所述称量斗的重量达到铝铁的首次添加重量时,控制所述称量斗将铝铁从所述称量斗中下料至皮带机上;
20、所述控制所述皮带机启动,同时控制所述卸料小车移动至所述目标低位料仓组的目标低位料仓处,并将合金添加至目标低位料仓中的步骤,包括:
21、控制所述皮带机启动控制所述卸料小车将所述铝铁从所述皮带机上添加至第一目标低位料仓中,其中,所述第一目标低位料仓仅添加铝铁。
22、在可选的实施方式中,所述基于各合金种类,控制高位料仓向所述称量斗下料的步骤,包括:
23、确定除了所述铝铁以外的其他待添加合金种类中的其他合金;
24、基于所述其他合金的合金种类,从各高位料仓中确定对应的各第二目标高位料仓;
25、确定其他合金的添加顺序;
26、基于所述添加顺序,确定各所述第二目标高位料仓的下料顺序;
27、基于所述下料顺序,控制各所述第二目标高位料仓下料至所述称量斗中。
28、在可选的实施方式中,所述基于所述下料顺序,控制各所述第二目标高位料仓下料至所述称量斗的步骤,包括:
29、基于所述下料顺序,控制排序为第一位的第二目标高位料仓将第一种类合金下料至所述称量斗中;
30、在所述称量斗的重量达到所述第一种类合金的首次添加重量时,控制排序在第二位的第二目标高位料仓将第二种类合金下料至所述称量斗中;
31、在所述称量斗的重量达到所述第一种类合金的首次添加重量和第二种类合金的首次添加重量的和时,控制下一个排序的第二目标高位料仓将对应的合金种类下料至所述称量斗中,直至完成所述下料顺序。
32、在可选的实施方式中,所述方法还包括:
33、对所述转炉进行氧测量分析;
34、基于分析结果判断是否需要补加合金;
35、在需要补加合金时,计算各所述补加合金的二次添加重量;
36、针对每种补加合金的二次添加重量,将各补加合金添加至对应的低位料仓中。
37、在可选的实施方式中,所述基于各所述合金种类的重量,计算各所述合金种类的首次添加重量的步骤,包括:
38、计算各所述合金种类的重量与预设阈值的乘积;
39、将各乘积作为各所述合金种类的首次添加重量。
40、在可选的实施方式中,所述基于各合金种类,控制高位料仓向所述称量斗下料的步骤,包括:
41、确定除了所述铝铁和所述其他合金的第一剩余待添加合金中是否包含碳粉;
42、在所述第一剩余待添加合金中包含碳粉时,控制装有碳粉的第二目标高位料仓将碳粉下料至所述称量斗中;
43、所述在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机的步骤,包括:
44、在所述称量斗的重量达到铝铁的首次添加重量时,控制所述称量斗将碳粉从所述称量斗中下料至皮带机上;
45、所述控制所述皮带机启动,同时控制所述卸料小车移动至所述目标低位料仓组的目标低位料仓处,并将合金添加至目标低位料仓中的步骤,包括:
46、控制所述皮带机启动,并控制所述卸料小车将所述碳粉从所述皮带机上添加至第三目标低位料仓中,其中,所述第三目标低位料仓仅添加碳粉。
47、在可选的实施方式中,所述基于各合金种类,控制高位料仓向所述称量斗下料的步骤,包括:
48、确定除了所述铝铁、所述其他合金以及碳粉的第二剩余待添加合金中是否包含调质剂;
49、在所述第二剩余待添加合金中包含调质剂时,控制装有调质剂的第三目标高位料仓将调质剂下料至所述称量斗中;
50、所述在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机的步骤,包括:
51、在所述称量斗的重量达到调质剂的首次添加重量时,控制所述称量斗将碳粉从所述称量斗中下料至皮带机上;
52、所述控制所述皮带机启动,同时控制所述卸料小车移动至所述目标低位料仓组的目标低位料仓处,并将合金添加至目标低位料仓中的步骤,包括:
53、控制所述皮带机启动,并控制所述卸料小车将所述调质剂从所述皮带机上添加至第四目标低位料仓中,其中,所述第四目标低位料仓仅添加调质剂。
54、第二方面,本技术实施例提供了一种合金加料系统,所述合金加料系统包括多个高位料仓组、多个称量斗、皮带机、卸料小车、多个低位料仓组以及控制单元,所述高位料仓组包括多个高位料仓,各所述高位料仓放置有不同物料,所述低位料仓组包括多个低位料仓,各所述高位料仓组分别与一个所述称量斗连通,各所述称量斗的下料管联通至所述皮带机上方,所述卸料小车设置在所述皮带机上,所述皮带机设置在各所述低位料仓组上方,各所述低位料仓组分别为不同转炉加料;
55、所述控制单元用于:确定炉次号和铁水废钢重量;确定所述炉次号对应的钢种及到站成分;基于所述炉次号确定目标低位料仓组;基于所述钢种和所述到站成分,计算待添加的合金种类和各所述合金种类的重量;基于各合金种类,控制高位料仓向所述称量斗下料;在所述称量斗的重量满足下料的合金种类重量时,控制所述称量斗将合金下料至所述皮带机;控制所述皮带机启动,同时控制所述卸料小车移动至所述目标低位料仓组的目标低位料仓处,并将合金添加至目标低位料仓中;控制所述目标低位料仓将合金添加至对应的转炉中。
56、本技术具有以下有益效果:
57、本技术通过设计合金加料系统包括多个高位料仓组、多个称量斗、皮带机、卸料小车以及多个低位料仓组,高位料仓组包括多个高位料仓,各高位料仓放置有不同物料,低位料仓组包括多个低位料仓,各高位料仓组分别与一个称量斗连通,各称量斗的下料管联通至皮带机上方,卸料小车设置在皮带机上,皮带机设置在各低位料仓组上方,各低位料仓组分别为不同转炉加料。确定炉次号和铁水废钢重量,确定炉次号对应的钢种及到站成分,基于炉次号确定目标低位料仓组。基于钢种和到站成分,计算待添加的合金种类和各合金种类的重量,基于各合金种类,控制高位料仓向称量斗下料,在称量斗的重量满足下料的合金种类重量时,控制称量斗将合金下料至皮带机,控制皮带机启动,同时控制卸料小车移动至目标低位料仓组的目标低位料仓处,并控制卸料小车将合金添加至目标低位料仓中,控制目标低位料仓将合金添加至对应的转炉中。以降低系统建设投资,减少占地。
- 还没有人留言评论。精彩留言会获得点赞!