具有用于弯月面阻尼的多孔层的高吞吐量液体金属喷墨喷嘴的制作方法
本教导整体涉及三维(3d)打印,并且更具体地涉及用于通过在3d打印机的喷嘴内形成和/或定位多孔层来增加3d打印机的发射频率和/或吞吐量的系统和方法。
背景技术:
1、按需喷墨(dod)3d打印机的生产率与打印头的最大发射频率正相关。这个最大发射频率在单喷嘴打印头设计中甚至更相关。识别增加最大材料吞吐量的方式可以提高打印机的整体速度和效率。喷出熔化的金属存在一系列挑战,这些挑战迄今阻碍了金属dod打印机的最大发射频率。
2、一个挑战是熔化并喷出熔化的金属所需的高温。来自常规喷墨打印机的常规致动方法在这些较高温度下不能重复。因此,利用几何特征和脉冲定制的常规控制技术难以(如果不是不可能的话)适应于金属打印头。即使实现先进的脉冲控制,材料本身也存在另一个更难的问题。需要改进的系统和方法以用于增加金属dod打印机的最大发射频率和吞吐量。
技术实现思路
1、以下给出简要的
技术实现要素:
,以便提供对本教导内容的一个或多个实施方案的一些方面的基本理解。这个发明内容不是全面的概述,也并不旨在标识本教导内容的关键或重要元素,也并不旨在描述本公开的范围。相反,其主要目的仅仅是以简化形式呈现一个或多个概念,作为后面所呈现的具体实施方式的前序。
2、本发明公开了一种装置。该装置包括主体,该主体被配置为至少部分地位于打印机的喷嘴内。该主体具有从约10%至约70%的孔隙率。该主体具有从约100μm至约3mm的长度。该主体具有从约5μm至约100μm的厚度。
3、本发明还公开了一种喷嘴。该喷嘴包括结构和至少部分地位于该结构内的层。该层被配置为在打印材料的液滴从喷嘴喷射之后减少打印材料的弯月面的沉降时间。
4、在另一实施方案中,该喷嘴包括限定内周面的结构。该喷嘴还包括至少部分地位于该结构内的层。该层是与内周面接触的环形层。该层具有从约10%至约70%的平均孔隙率。
5、本发明还公开了一种3d打印机。该3d打印机包括被配置为从其喷射打印材料的液滴的喷嘴。该3d打印机还包括至少部分地位于喷嘴内的层。该层被配置为在液滴从喷嘴喷射之后减少打印材料的弯月面的沉降时间。
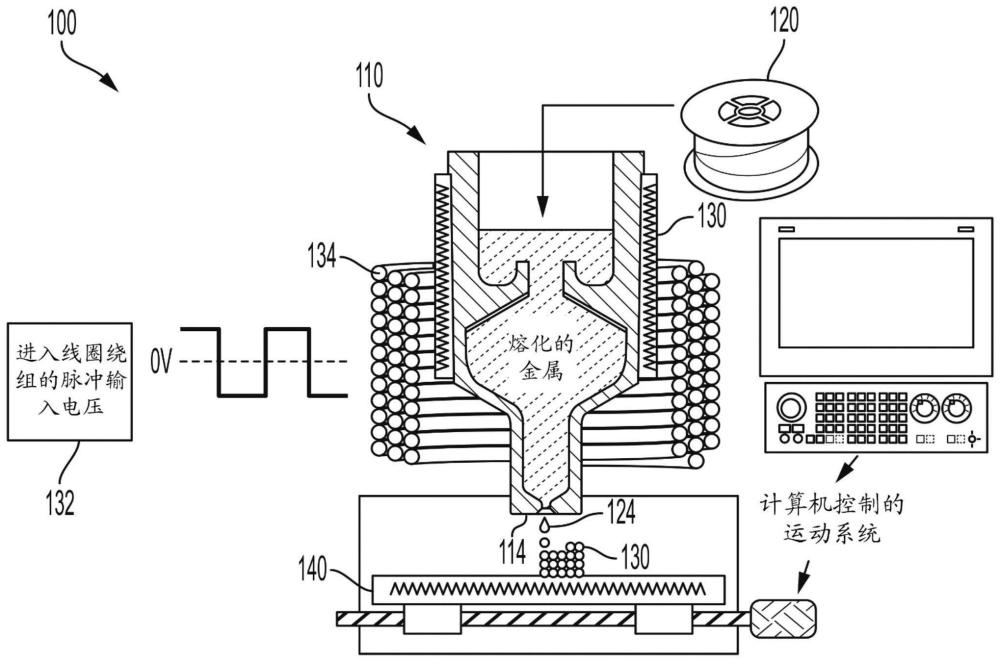
6、在另一实施方案中,3d打印机包括喷射器,该喷射器被配置为具有位于其中的打印材料。该打印材料包括铝。该3d打印机还包括位于喷射器下游的喷嘴。打印材料通过喷嘴喷出并且从该喷嘴喷射为多个液滴。该3d打印机还包括至少部分地位于喷嘴内的主体。该主体的内表面具有从约20%至约60%的孔隙率。该主体具有从约100μm至约3mm的长度。该主体具有从约5μm至约100μm的厚度。打印材料在被喷射为液滴之前流过该主体。该主体被配置为允许流过喷嘴的打印材料的增加的质量吞吐量。该增加的质量吞吐量为从约0.06g/s至约0.20g/s。该主体被配置为允许喷射液滴的频率增加。增加的频率为从约400hz至约1000hz。该主体被配置为在喷射每个液滴之后减小打印材料的弯月面的最大延伸。该最大延伸小于0.05mm。该主体被配置为在喷射每个液滴之后减少打印材料的弯月面的沉降时间。该沉降时间小于6e-3s。该液滴形成3d物体的至少一部分。
7、本发明还公开了一种方法。该方法包括在3d打印机的喷嘴内形成或定位层。该层被配置为在打印材料的液滴从喷嘴喷射之后减少打印材料的弯月面的沉降时间。
8、在另一实施方案中,该方法包括通过打印机的喷嘴喷出打印材料的第一部分。打印材料的第一部分中的至少一些打印材料在喷嘴内固化并且形成至少部分地位于喷嘴内的主体。该主体具有从约10%至约70%的孔隙率。该主体具有从约100μm至约3mm的长度。该主体具有从约5μm至约100μm的厚度。
9、在另一实施方案中,该方法包括在3d打印机的喷嘴内形成或定位环形多孔层。多孔层具有从约20%至约60%的平均孔隙率。多孔层具有从约100μm至约3mm的长度。多孔层具有从约5μm至约100μm的厚度。该方法还包括通过喷嘴喷出打印材料。通过喷嘴喷出的打印材料包括液体铝。通过喷嘴喷出的打印材料具有从约0.06g/s至约0.20g/s的质量吞吐量。通过喷嘴喷出的打印材料致使多个液滴以预定频率从喷嘴喷射。预定频率为从约400hz至约1000hz。在喷射每个液滴之后,打印材料的弯月面的最大延伸小于0.05mm。在喷射每个液滴之后,打印材料的弯月面的沉降时间小于6e-3s。该液滴形成3d物体的至少一部分。
技术特征:
1.一种被配置为用于3d打印机中的喷嘴,所述喷嘴包括:
2.根据权利要求1所述的喷嘴,其中所述层包括与所述结构的内周面接触的大致环形的层。
3.根据权利要求1所述的喷嘴,其中所述结构的内周面的直径为从约400μm至约600μm,并且其中所述层的内周面的直径比所述结构的所述内周面的直径小从约20μm至约80μm。
4.根据权利要求1所述的喷嘴,其中所述层的长度为从约100μm至约3mm。
5.根据权利要求1所述的喷嘴,其中所述层的平均厚度为从约5μm至约100μm。
6.根据权利要求1所述的喷嘴,其中所述层的平均孔隙率为从约20%至约60%。
7.根据权利要求1所述的喷嘴,其中所述结构由石墨制成,并且其中所述层由与所述结构不同的材料制成。
8.根据权利要求1所述的喷嘴,其中所述层包含所述打印材料的固化部分。
9.根据权利要求8所述的喷嘴,其中所述打印材料包括金属。
10.根据权利要求1所述的喷嘴,其中所述层包含氧化镁(mgo)、氧化铝(al2o3)、碳化铝(al4c3)、氧化钛(tio)或它们的组合。
11.根据权利要求1所述的喷嘴,其中所述层包含陶瓷材料和氧化镁(mgo)、氧化铝(al2o3)或两者。
12.根据权利要求1所述的喷嘴,其中在喷射所述液滴之后,所述弯月面的所述沉降时间小于6e-3s。
13.根据权利要求1所述的喷嘴,其中所述层被配置为在喷射所述液滴之后减小所述弯月面的最大延伸,并且其中所述最大延伸小于0.1mm。
14.根据权利要求1所述的喷嘴,其中所述层被配置为允许所述打印材料通过所述喷嘴的增加的质量吞吐量,并且其中所述增加的质量吞吐量为从约0.06g/s至约0.20g/s。
15.根据权利要求1所述的喷嘴,其中所述液滴是从所述喷嘴喷射的多个液滴中一个液滴,其中层被配置为允许所述液滴以增加的频率喷射,并且其中所述增加的频率为从约400hz至约1000hz。
16.一种被配置为用于3d打印机中的喷嘴,所述喷嘴包括:
17.根据权利要求16所述的喷嘴,其中所述结构的所述内周面的直径为从约400μm至约600μm,并且其中所述层的内周面的直径比所述结构的所述内周面的直径小从约20μm至约80μm。
18.根据权利要求16所述的喷嘴,其中所述层的长度为从约100μm至约3mm。
19.根据权利要求16所述的喷嘴,其中所述层的平均厚度为从约5μm至约100μm。
20.根据权利要求16所述的喷嘴,其中所述层的平均孔隙率为从约30%至约50%。
21.根据权利要求16所述的喷嘴,其中所述结构由石墨制成,并且其中所述层由与所述结构不同的材料制成。
22.根据权利要求16所述的喷嘴,其中所述层包含所述打印材料的固化部分。
23.根据权利要求22所述的喷嘴,其中所述打印材料包括金属。
24.根据权利要求16所述的喷嘴,其中所述层包含氧化镁(mgo)、氧化铝(al2o3)、碳化铝(al4c3)、氧化钛(tio)或它们的组合。
25.根据权利要求16所述的喷嘴,其中所述层包含陶瓷材料和氧化镁(mgo)、氧化铝(al2o3)或两者。
26.根据权利要求16所述的喷嘴,其中所述层被配置为在打印材料的液滴从所述喷嘴喷射之后减少所述打印材料的弯月面的沉降时间。
27.根据权利要求26所述的喷嘴,其中在喷射所述液滴之后,所述弯月面的所述沉降时间小于6e-3s。
28.根据权利要求16所述的喷嘴,其中所述层被配置为在打印材料的液滴从所述喷嘴喷射之后减小所述打印材料的弯月面的最大延伸,并且其中所述最大延伸小于0.1mm。
29.根据权利要求16所述的喷嘴,其中所述层被配置为允许所述打印材料通过所述喷嘴的增加的质量吞吐量,并且其中所述增加的质量吞吐量为从约0.06g/s至约0.20g/s。
30.根据权利要求16所述的喷嘴,其中所述喷嘴被配置为从其喷射打印材料的多个液滴,其中层被配置为允许所述液滴以增加的频率喷射,并且其中所述增加的频率为从约400hz至约1000hz。
技术总结
本发明公开了一种用于3D打印机的喷嘴,该喷嘴包括结构和至少部分地位于该结构内的层。该层被配置为在打印材料的液滴从该喷嘴喷射之后减少该打印材料的弯月面的沉降时间。
技术研发人员:K·泰维尔
受保护的技术使用者:施乐公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!