一种超声辅助激光熔凝的装置及方法
本发明涉及激光加工,具体为一种超声辅助激光熔凝的装置及方法。
背景技术:
1、增材制造技术基于“离散堆积”原理进行零件成形,突破了传统减材制造的材料去除成形方式。虽然金属增材制造具有许多独特优势,但由于其“离散堆积”的技术原理,金属增材制造存在一些不可克服的缺陷:①内部空隙普遍存在;②成形表面质量较差。对于第①类缺陷,一般采用热等静压等热处理技术减小零件内部孔隙,并消减残余拉应力;但是对第②类缺陷,常规的表面后处理手段难以对金属增材制造件复杂型面上的微小功能区域进行差异化的控形控性加工,新的表面后处理手段呼之欲出。
2、激光熔凝(laser melting-solidification,lms)是采用高能量密度的激光束照射金属材料表面,通过对金属熔池快速熔凝过程的调控,获得粗糙度低的重凝表面和致密均匀的表面改性层,从而提高工件的耐磨损、耐腐蚀、耐疲劳等一系列性能,并能显著提高生产效率。但是现有的激光熔凝技术仍然存在需要改进的地方。比如传统的激光熔凝技术在工件表面的加工并不均匀,因此会导致工件表面出现硬化,进而会增加工件表面粗糙度。
3、而激光熔凝的控性机理,主要是通过在熔凝过程形成陡降的温度梯度,实现金属微观组织的改善。激光能量对金属材料的作用过程涉及光学、传热学、流体动力学等诸多学科。诸多研究成果已经表明,在激光加工过程中引入超声能场,可以通过能场参数对加工过程进行调控,以获得较好的加工效果。
技术实现思路
1、本发明旨在提供一种超声振动辅助激光熔凝的装置及方法,在激光熔凝金属表面的工艺过程中引入超声振动,采用输出功率和频率可调的超声波发生器给工件提供横向或纵向振幅,并以超声和激光参数对激光熔凝过程进行调控,进而实现加工工件在同一时空下的超声场-流场(速度场)-温度场的多场耦合。此举有利于熔凝过程中金属熔融材料的流动,提高熔凝表面质量,从而获得低表面粗糙度,无重铸层等缺陷的高表面质量。
2、本发明所采用的技术手段是:一种超声辅助激光熔凝的装置及方法,包括激光熔凝加工装置和超声振动装置。
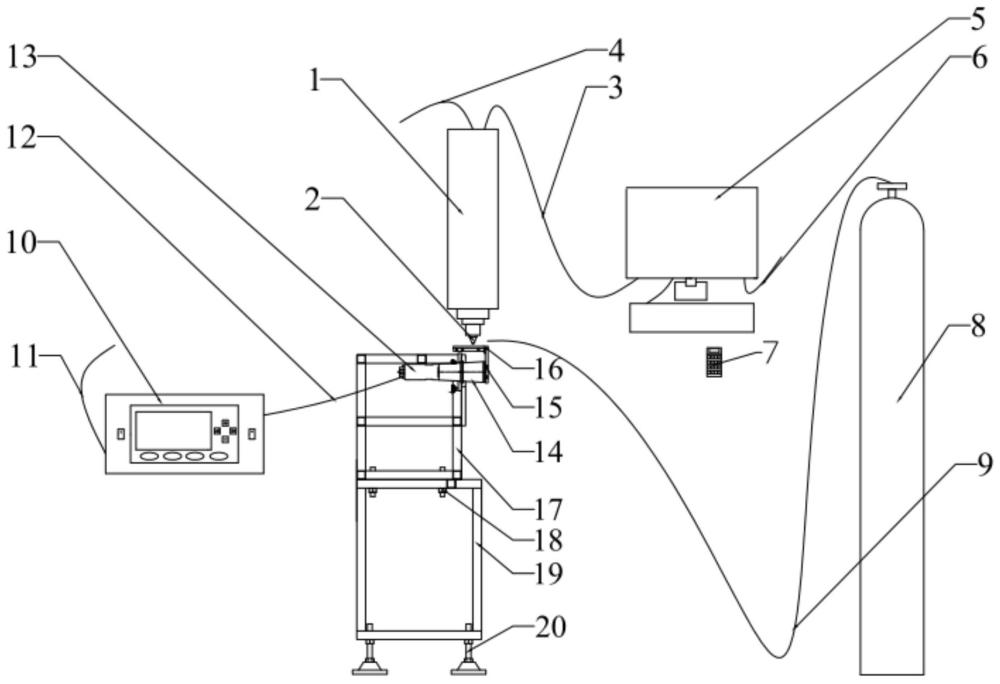
3、本发明所述激光熔凝加工装置包括:激光器、激光头、激光传递光纤、激光器电源线、控制计算机、计算机电源线、无线遥控器、惰性气体罐,输气管。所述激光器的上端接有激光传递光纤和激光电源线,激光器通过激光传递光纤连接控制计算机,接收控制计算机提供的信号;通过电源线接收电能。激光器下方设计有激光头,用于输出激光束。控制计算机可为激光头提供智能指令,例如调整激光的参数,控制激光器伺服运动等功能。控制计算机通过电源线接收电能。无线遥控器可以远程为激光头提供指令。惰性气体为激光熔凝过程提供保护。
4、本发明中激光熔凝加工装置的主要技术特点如下所述。
5、在一些较佳实施例中,激光熔凝加工装置中的控制计算机,可控制激光器在x、y、z三轴上的运动,光闸的开启和关闭;可编辑激光束扫描的轨迹,可调整激光的扫描速度、焦点位置(离焦量)、激光功率参数。而无线遥控器可以控制激光加工的开始、暂停、空走、控制惰性气体的吹气开和关;控制激光头在x、y、z方向上的快速移动以及步进移动。
6、在一些较佳实施例中,所述激光束参数为扫描速度为3m/min-5m/min;功率为50w-200w;离焦量为(-2)mm-(0)mm。
7、本发明所述超声振动装置包括:全自动智能型超声波发生器和超声振动主体装置。发生器通过电源线接收电能。超声振动主体装置主要包括:大功率超声波换能器、两种不同结构的变幅杆、两种不同结构的工作台板、换能器支架、m14螺栓、支撑框架和可调节有孔地脚等。超声振动主体装置里的换能器通过线缆与超声发生器相联接,接收来自超声波发生器传输的指令。
8、本发明中智能型超声波发生器主要技术特点如下所述。
9、在一些较佳实施例中,全自动智能型超声波发生器由一个能将50/60hz的工频交流电转换为超音频供换能器工作的超声波功放模块和一个带有“系统保护监测”及“自动调谐”功能的控制模块组成,控制模块能在超声波工作发生故障时切断超声波能量,从而为发生器及换能器提供极高的安全性和可靠性。
10、在一些较佳实施例中,超声波发生器真正全自动追频(afc)适应各种不同的工作条件,自动追踪频率范围:±400hz,追踪精度:±5hz。
11、在一些较佳实施例中,超声波发生器内置全自动恒振幅系统,对于不同工件状态变化及电压波动自动补偿,可以对超声波振幅由0%-100%无级调节,适应不同工件之要求,且超声波发生器采用igbt做功率放大。
12、本发明中超声振动主体装置主要技术特点如下所述。
13、在一些较佳实施例中,超声振动主体装置中的大功率超声波换能器,频率约为20khz,振幅10um左右。换能器不封装,配有2米超声波电缆线。换能器具有如下特点:①性能高:机械q值高,电声转换效率高达90%以上;②振幅大:振子振速高,与磁致伸缩换能器相比振幅提高50%以上;③耐热性好:采用优质材料,耐热性能优,谐振阻抗低,发热量小;④结构强:采用优质标准钢号螺栓紧固,可靠性高;⑤电器参数优:独特生产工艺,数字化设备加工组装,参数性能高,一致性好。
14、在一些较佳实施例中,超声振动主体装置中的变幅杆材质选用航空级铝合金材质,变幅杆结构为倒锥形,变幅杆一端与工作台联接,另一端与换能器联接。与工作台联接的工作面直径为60mm,通过m3螺纹联接;变幅杆与换能器通过m18螺纹联接。变幅杆设计有两种不同的结构,一种整体振幅能达到10um(可调),另一种整体振幅能达到30um(可调)。
15、在一些较佳实施例中,超声振动主体装置中的工作台面也包含两种结构:水平型工作台和l型工作台。工作台材质为航空级铝合金,尺寸约为100*100*8mm,负载工作台和工件的总质量理想值200g-400g。
16、在一些较佳实施例中,超声振动主体装置中的换能器支架与支撑框架通过m14螺栓联接。以上两者之间的安装方式有水平安装和垂直安装两种方式。
17、在一些较佳实施例中,超声振动主体装置中的换能器支架与支撑框架水平安装时,选用l型工作台面,则可以实现横向(水平)方向的超声振动;当两者垂直安装时,选用水平型工作台面,则可以实现纵向(垂直)方向的超声振动。结合如前述的两种不同结构的变幅杆,共可以提供4种具有不同振动方向和振动幅度的超声振动设计。
18、在一些较佳实施例中,超声振动主体装置中的地脚(支撑脚)设计成有孔可调节的结构,可以调节超声振动主体装置的整体高度,满足不同加工场合的要求。
19、本发明所采用以上所示技术方案所具有的优点如下所述。
20、增材制造技术不可避免地存在加工工件表面成形质量差的缺陷。而激光熔凝技术是对金属增材制造件复杂型面上的微小功能区域进行差异化的控形控性加工的优秀后处理技术方式。但是传统的激光熔凝技术在工件表面的加工并不均匀,因此会导致工件表面出现硬化,增加工件表面粗糙度。本发明所提供的技术方案在激光熔凝金属表面的工艺过程中引入超声振动,采用输出功率和频率无级可调的超声发生装置给工件提供横向或纵向振幅,并以超声和激光参数对激光熔凝进行调控,进而实现加工工件在同一时空下的超声场-流场(速度场)-温度场的多场耦合。有利于熔凝过程中熔融材料的流动,提高熔凝表面质量,从而获得低表面粗糙度,无重铸层等缺陷的高表面质量。
- 还没有人留言评论。精彩留言会获得点赞!