一种用于轴承内圈沟道批量超精加工的装置的制作方法
本发明涉及轴承内圈沟道加工装置领域,尤其涉及一种用于轴承内圈沟道批量超精加工的装置。
背景技术:
1、轴承内圈沟道通常采用多头沟道超精加工设备进行加工,多头沟道超精加工设备通过两个辊轴对轴承内圈提供径向支撑,然后通过油石夹轴所安装的油石作用于轴承内圈的沟道上,在电机的带动下油石以一定的频率摆动从而到达沟道超精的目的。但对于大直径窄宽度的轴承零件,由于其外径尺寸很大,但轴向的宽度尺寸却很窄,因此在现有的多头沟道超精加工设备上加工时经常会出现超精后沟道的侧摆、圆度等形位公差超差的情况,并且加工效率较低,无法满足批量加工的需求。
技术实现思路
1、本发明的目的是提供一种用于轴承内圈沟道批量超精加工的装置,提升加工精度,满足批量加工需求。
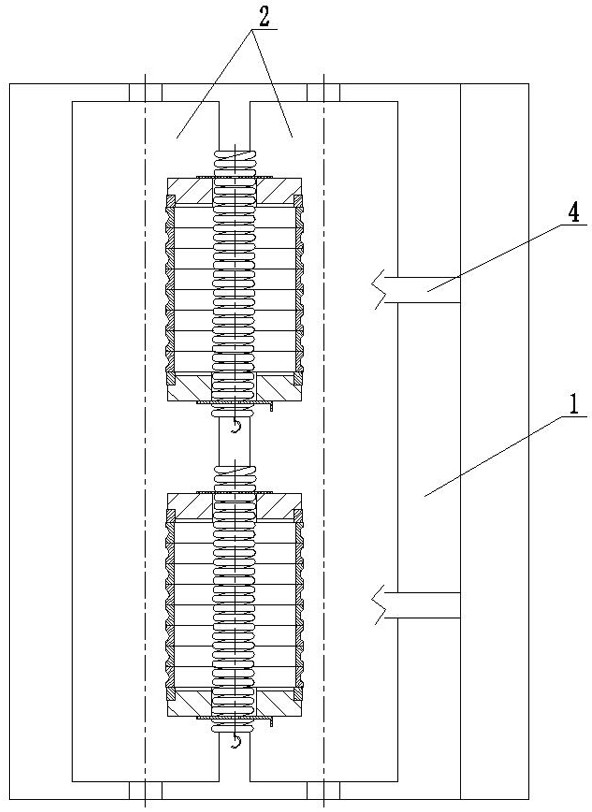
2、本发明为解决上述技术问题所采用的技术方案是:一种用于轴承内圈沟道批量超精加工的装置,包括安装有两个辊轴的机架,多个轴承内圈均能够放置到两个辊轴上并与两个辊轴同时相切,多个轴承内圈通过多个轴承定位组件分为多组装夹,机架上设有多个油石夹轴,多个油石夹轴分别连接有油石,油石的底端能够与同一个轴承定位组件装夹的一组轴承内圈的顶侧沟道接触,从而使多个油石能够在两个辊轴带动所有轴承内圈同步转动时分别对多组轴承内圈的沟道进行加工;
3、所述轴承定位组件包括一个螺旋弹簧、两个侧板、两个挡圈和两个卡板,同一组的多个轴承内圈均套设在螺旋弹簧上,且多个轴承内圈的端面依次贴合,使多个轴承内圈配合形成筒形结构,两个侧板和两个挡圈均套设在套设在螺旋弹簧上,两个侧板分别位于所述筒形结构沿轴向的两侧,挡圈位于侧板和筒形结构之间,挡圈沿轴向的一端安装在侧板上,挡圈沿轴向的另一端压设在位于筒形结构端部位置的轴承内圈的端面上;两个卡板均穿设在螺旋弹簧的螺旋形结构中,通过螺旋弹簧的螺旋形结构中相邻的两个环形结构夹住卡板的两侧,并通过螺旋弹簧的弹性力使两个卡板分别压设在两个侧板远离挡圈的一侧,从而对同一组的多个轴承内圈沿轴向进行装夹;螺旋弹簧沿轴向的一端设有拉勾,以便于手动拉伸螺旋弹簧从而使卡板能够从螺旋弹簧的螺旋形结构中脱离。
4、优选的,两个辊轴包括一个主动辊和一个被动辊,机架上设有能够调整两个辊轴的安装高度以及两个辊轴的径向间距的位置调整装置。
5、优选的,靠近拉勾一侧的卡板上设有手持耳部,手持耳部从侧板沿着螺旋弹簧的轴向延伸。
6、根据上述技术方案,本发明的有益效果是:
7、本发明通过多个轴承定位组件对多个轴承内圈分为多组进行装夹,在操作时只需要穿入弹簧、拉伸弹簧再安装卡板,操作简便,但可以保证对于同一组的多个轴承内圈的轴向定位效果,同一组轴承内圈的数量以操作者手动推压后轴承内圈能够沿径向移动为准,保证轴承内圈之间的轴向力在适当的范围内,使同一组的多个轴承内圈在油石的径向压力下能够自由移动,即使多个轴承内圈在装夹时存在径向偏差,也能使轴承内圈在加工过程中与辊轴保持充分相切接触,保证超精后沟道的侧摆、圆度等形位公差,结构简单,加工效果稳定,一次可以对多组轴承内圈进行加工,特别适用于小批量的大直径窄端面轴承的沟道超精加工,能够满足批量加工的需求。
技术特征:
1.一种用于轴承内圈(3)沟道批量超精加工的装置,其特征在于:包括安装有两个辊轴(2)的机架(1),多个轴承内圈(3)均能够放置到两个辊轴(2)上并与两个辊轴(2)同时相切,多个轴承内圈(3)通过多个轴承定位组件分为多组装夹,机架(1)上设有多个油石夹轴(4),多个油石夹轴(4)分别连接有油石(5),油石(5)的底端能够与同一个轴承定位组件装夹的一组轴承内圈(3)的顶侧沟道接触,从而使多个油石(5)能够在两个辊轴(2)带动所有轴承内圈(3)同步转动时分别对多组轴承内圈(3)的沟道进行加工;
2.根据权利要求1所述的一种用于轴承内圈(3)沟道批量超精加工的装置,其特征在于:两个辊轴(2)包括一个主动辊和一个被动辊,机架(1)上设有能够调整两个辊轴(2)的安装高度以及两个辊轴(2)的径向间距的位置调整装置。
3.根据权利要求1所述的一种用于轴承内圈(3)沟道批量超精加工的装置,其特征在于:靠近拉勾(10)一侧的卡板(6)上设有手持耳部,手持耳部从侧板(7)沿着螺旋弹簧(9)的轴向延伸。
技术总结
一种用于轴承内圈沟道批量超精加工的装置,包括安装有两个辊轴的机架,多个轴承内圈通过多个轴承定位组件分为多组装夹,机架上设有多个油石夹轴,多个油石夹轴分别连接有油石,多个油石能够在两个辊轴带动所有轴承内圈同步转动时分别对多组轴承内圈的沟道进行加工;轴承定位组件包括一个螺旋弹簧、两个侧板、两个挡圈和两个卡板,同一组的多个轴承内圈均套设在螺旋弹簧上,两个侧板和两个挡圈均套设在套设在螺旋弹簧上,挡圈压设在轴承内圈的端面,两个卡板均穿设在螺旋弹簧的螺旋形结构中,通过螺旋弹簧的弹性力使两个卡板分别压设两个侧板,从而对同一组的多个轴承内圈沿轴向进行装夹;螺旋弹簧沿轴向的一端设有拉勾,用于手动拉伸螺旋弹簧。
技术研发人员:张风琴,李兵建,赵振宇,张旭,魏秀军,宋相霖,赵志晓,符云龙
受保护的技术使用者:洛阳轴承研究所有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!