一种高精度轴承滚子磨削装置的制作方法
本发明涉及轴承滚子磨削装置领域,尤其涉及一种高精度轴承滚子磨削装置。
背景技术:
1、滚动轴承作为精密旋转件,对其加工精度要求很高,且加工精度直接影响其装配精度和使用寿命,因此轴承滚子在加工完成后,一般需要对其进行精磨工艺处理,以降低其表面的粗糙度,滚动轴承的类型有很多,轴承之间一般通过滚子的形状进行分类,其中圆锥滚子轴承是滚柱轴承中较为常见的一种,圆锥滚子轴承是属于分离型轴承,轴承的内、外圈均具有锥形滚道,该类轴承按所装滚子的列数分为单列、双列和四列圆锥滚子轴承等不同的结构型式,在对圆锥滚子进行磨削加工时,传统的方式是将圆锥滚子坯件夹持在固定卡盘上,采用单个打磨头与外周进行切削,之后再换刀对坯件进行钻孔,该种方式需要进行换刀,操作较为复杂且中间耗时较长,影响加工效率,同时初步切削时需要进行再打磨保证表面粗糙度,在打磨与切削时均需要添加冷却润滑液,在加工时需要不停调整切削液喷出角度,不利于圆锥滚子的加工工作。
技术实现思路
1、本发明的目的是为了解决背景技术中存在的缺点,而提出的一种高精度轴承滚子磨削装置。
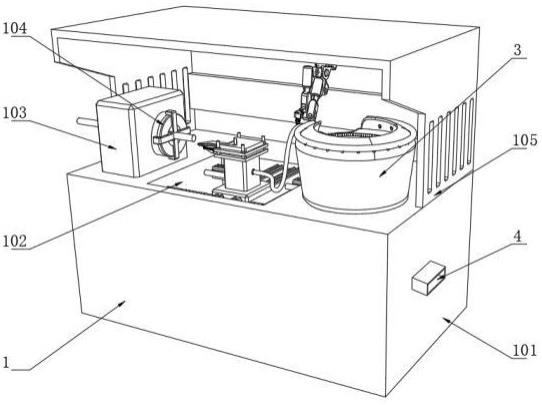
2、为达到以上目的,本发明采用的技术方案为:一种高精度轴承滚子磨削装置,包括滚子加工台,所述滚子加工台中部一侧开设有移动座,所述滚子加工台中部另一侧设置有去毛刺筒,所述去毛刺筒底部设置有出料机构,所述滚子加工台通过移动座连接有切削刀;
3、所述滚子加工台用于为其余机构提供固定基点,并对坯料进行固定,方便加工;
4、所述移动座用于对切削刀进行固定;
5、所述去毛刺筒用于对加工后的滚柱滚子进行打磨去毛刺;
6、所述出料机构用于对打磨完成后的滚柱滚子进行出料;
7、所述切削刀用于对坯料进行加工切削。
8、优选的,所述滚子加工台包括工作台,所述工作台中部一端固定连接有夹座,所述夹座一侧中上部 固定连接有四爪卡盘,所述夹座通过四爪卡盘固定有坯料,所述工作台顶部外侧后部固定连接有顶架,所述顶架内侧上部安装有滚珠丝杠二,所述滚珠丝杠二中部设置有安装块,所述安装块底端固定连接有转料机械臂。
9、优选的,所述工作台中部一侧开设有腔体,所述腔体内顶部前后侧均固定连接有导轨,所述导轨顶部均滑动连接有电动滑台,所述电动滑台顶部固定连接有分流器,所述电动滑台中部一侧设置有滚珠丝杠一,所述滚珠丝杠一安装在腔体内顶部一侧。
10、优选的,所述移动座包括储液仓,所述储液仓固定连接在工作台内侧中后部,所述储液仓顶端中部一侧固定连接有水泵,所述水泵抽水端法兰连接有抽液管,所述抽液管另一端均贯穿储液仓顶部,所述储液仓出水端法兰连接有导液管,所述导液管另一端贯穿腔体侧壁上部。
11、优选的,所述导液管远离储液仓的一端贯穿分流器底端中部,所述分流器一侧中部固定连接有分流管,所述分流管远离分流器的一端固定连接有环管,所述分流器后端中部固定连接有出液波纹管,所述出液波纹管末端正对着合金刀头。
12、优选的,所述分流器顶部固定连接有顶板,所述顶板顶端中部开设有卡槽,所述卡槽内侧卡合有定位块,所述定位块一侧中部卡合有切削刀,所述顶板顶部通过固定螺栓连接有夹板。
13、优选的,所述去毛刺筒包括筒体,所述筒体内侧壁中部固定连接有螺旋磨带,所述螺旋磨带内侧间隔分布有清扫刷毛,所述筒体顶部一侧开设有开口,所述筒体顶部外侧设置有环管,所述环管内侧下部固定连接有通管,所述通管底端贯穿筒体顶部,所述筒体底部固定连接有固定管,所述固定管后端中部固定连接有伺服电机,所述伺服电机顶部驱动端固定连接有驱动齿轮,所述驱动齿轮一侧贯穿固定管并啮合连接在限位槽内侧,所述限位槽开设在转台外周中下部。
14、优选的,所述筒体底部内侧固定连接有限位环,所述限位环转动连接在限位槽内侧,所述限位槽开设在转台外周上部,所述转台中部开设有下料口,所述转台顶部固定连接有多个固定柱,所述固定柱外周固定连接有磨套,所述固定柱外周均套设有滚柱滚子。
15、优选的,所述出料机构包括排料口,所述排料口固定连接在转台底端中部,所述排料口底端中部贯穿有通口,所述排料口底部固定连接有排料管,所述排料口地部通过通口与排料管内部相连通,所述排料管底端中部固定连接有回流管,所述回流管末端贯穿腔体侧壁,所述排料管末端贯穿工作台侧壁,所述排料管与回流管之间连通处内侧固定连接有滤网。
16、优选的,所述切削刀包括刀体,所述刀体内部开设有空腔,所述空腔底部贯穿有连接管,所述连接管底部连通分流器内部,所述刀体设置在顶板与夹板内侧,所述刀体一端前部设置有连接端,所述刀体一端后部设置有切削端,所述切削端末端上部通过固定螺钉连接有合金刀头,所述连接端内部螺纹连接有连接柱,所述连接柱末端固定连接有钻孔刀,所述钻孔刀中部贯穿有均匀分布的出液孔,所述连接柱中部贯穿有通液孔道,所述通液孔道贯穿出液孔中部,所述出液孔通过通液孔道连通空腔内部。
17、与现有技术相比,本发明具有以下有益效果:
18、通过滚珠丝杠一与电动滑台能够带动切削刀对坯料进行切削,通过切削刀上的合金刀头能够对坯料的外圈进行加工,从而能够将坯料的位置加工成锥形,当坯料的外周加工完成后,通过电动滑台能够带动切削刀进行移动,使得钻孔刀末端能够对准坯料的端部中心,通过滚珠丝杠一能够带动切削刀进行继续进给,从而能够通过钻孔刀对坯料中部进行钻孔,实现对坯料的加工,通过切削刀能够实现对坯料的完整加工,从而减少了加工中部的换刀步骤,从而能够大幅提升对坯料的加工效率,有利于滚柱滚子的批量生产。
19、在加工时,通过水泵能够产生吸力,从而能够利用抽液管将储液仓内部的冷却润滑液抽出,并通过导液管将冷却润滑液排出输入到分流器内部,通过分流器内部的四通分流器能够将冷却润滑液导入到出液波纹管、连接管和分流管内部,通过出液波纹管能够在切削刀加工时,为合金刀头进行冷却,通过连接管能够将冷却润滑液导入到空腔内部,通过通液孔道能够将冷却润滑液导入到钻孔刀内部,从而能够使冷却润滑液从出液孔排出,使得钻孔刀在钻孔时能够更加的顺利,有利于对坯料的加工工作。
20、当滚柱滚子转动时会与筒体内壁的螺旋磨带进行接触,通过转台转动时的离心力与螺旋磨带和滚柱滚子之间的摩擦能够带动滚柱滚子进行移动,使得滚柱滚子会随着螺旋磨带进行螺旋上升,在此过程中,通过螺旋磨带能够对滚柱滚子的外周进行打磨,通过磨套能够对滚柱滚子的内径进行打磨,实现对滚柱滚子的进一步加工,当转台被带动持续上升到螺旋磨带的末端后,滚柱滚子会被带动脱离固定柱,使得滚柱滚子会从固定柱上脱落,使得滚柱滚子会从下料口落入排料口内部,进行出料,通过去毛刺筒对滚柱滚子的进一步打磨能够大幅提升滚柱滚子的表面粗糙度,使得滚柱滚子在用作轴承滚子时能够更加的顺滑,有利于实际使用。
21、在对滚柱滚子进行打磨时,冷却润滑液会通过分流管被导入到环管内部,并通过通管进入筒体内部,冷却润滑液会通过通管排出并顺着筒体的内壁流下,从而能够在螺旋磨带与磨套对滚柱滚子进行打磨时,为其进行冷却与润滑,使得去毛刺筒的打磨工作能够进行的更加顺畅,与此同时,通过螺旋磨带上间歇设置的清扫刷毛能够在滚柱滚子移动时,将滚柱滚子上的打磨下的碎屑扫下,通过流下的冷却润滑液能够将其带走使得打磨工作能够正常进行。
22、打磨完成后的滚柱滚子会通过下料口进入排料口,在滚柱滚子进入排料口内部后,通过排料口的倾斜角度能够带动滚柱滚子排出工作台,而随同排下的冷却润滑液会在经过滤网时落到回流管内部,通过回流管能够将流入的冷却润滑液导入到腔体内部,方便后续对冷却润滑液与加工碎屑进行统一处理,有利于实际使用。
- 还没有人留言评论。精彩留言会获得点赞!