一种自动化合金制造系统的制作方法
本发明涉合金制备领域,尤其涉及一种自动化合金制造系统。
背景技术:
1、合金化是指通过加入元素,使金属在一定的工艺条件成为下具有预期性能的合金,粉末冶金是制取金属粉末或用金属粉末作为原料,经过成型和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。粉末冶金具有独特的化学组成和机械、物理性能,而这些性能是用传统的熔铸方法无法获得的,运用粉末冶金技术可以直接制成多孔、半致密或全致密的合金化产品。
2、中国专利公开号:cn114799166a,公开了一种粉末冶金生产系统及工艺,包括成型压机,所述成型压机的工作平台放置有模具,所述模具由上模板以及下模板组成,所述上模板在靠近所述下模板的一端设置有凸柱,所述下模板在靠近所述上模板的一端开设有型槽,所述凸柱在远离所述上模板的一端周向均匀开设有六个形成槽,所述凸柱在所述形成槽的侧壁开设有滑移槽,所述滑移槽内滑移插接有滑移块,所述滑移块的侧壁设置有限位块,所述凸柱在所述滑移槽的侧壁开设有供所述限位块滑移的限位槽,所述限位块与所述限位槽之间设置有压缩弹簧,所述滑移块在靠近所述下模板一端的一侧开设有六个导向角,所述型槽的底部周向均匀设置有导向块。由此可见,上述在工艺中提到了检测步骤,但是没有根据检测结果相应的调整生产系统中的相应生产参数进行调节,严重影响了合金制品生产的合格率和生产效率。
技术实现思路
1、为此,本发明提供一种自动化合金制造系统,用以克服现有技术中没有根据检测结果相应的调整生产系统中的相应生产参数进行调节,严重影响了合金制品生产的合格率和生产效率的问题。
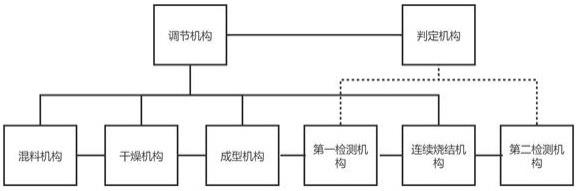
2、为实现上述目的,本发明提供一种自动化合金制造系统,包括:
3、混料机构,其用于混合完成配比的合金粉末;
4、干燥机构,其设置在所述混料机构的输出端,用以干燥混料机构输出的所述合金粉末,包括用以输送合金粉末的输料带,设置在输料带上方用以干燥合金粉末的电热丝;
5、成型机构,其设置在所述干燥机构的输出端,包括用以将干燥后的所述合金粉末成型的模具,用以将干燥后的合金粉末输送至模具的输粉装置,用以对模具加压以将合金粉末压制成坯料的液压机;
6、第一检测机构,其设置在所述成型机构的输出端,用以对成型机构制得的坯料进行检测,检测的参数包括坯料的密度以及坯料的强度;
7、连续烧结机构,其设置在所述第一检测机构的输出端,用以对符合预设标准的坯料进行烧结以制得合金制品,包括用以对坯料进行烧结加热的炉膛,贯穿炉膛设置有用以输送坯料的输送带,用以驱动输送带的驱动电机;
8、第二检测机构,其设置在所述连续烧结机构的输出端,用以对连续烧结机构制得的合金制品进行检测,检测的参数包括合金制品的维氏硬度、合金制品的磨损失重以及合金制品的孔隙率;
9、判定机构,其分别与所述第一检测机构以及所述第二检测机构相连,用以求得坯料评价值,并在所述坯料不符合预设标准时,将该坯料记为一级残次坯料,判定机构统计一级残次坯料的数量以及各标记为一级残次坯料的坯料评价值计算所述干燥机构的评价值,或将该坯料记为二级残次坯料,判定机构统计二级残次坯料的数量以及各标记为二级残次坯料的坯料评价值计算所述成型机构评价值,以及根据所述第二检测机构测得的所述合金制品的参数确定针对合金制品的成品评价值,并统计标记为残次合金制品的数量以及各标记为残次合金制品的成品评价值计算所述连续烧结机构的烧结机构评价值。
10、调节机构,其分别与所述混料机构、所述干燥机构、所述成型机构、所述连续烧结机构以及所述判定机构相连,用以根据所述判定机构输出的判定结果将对应部件的运行参数调节至对应值。
11、进一步地,所述判定机构在所述第一检测机构接收到所述成型机构输出的所述坯料的条件下,根据所述第一检测机构测得的所述坯料的参数确定针对该坯料的坯料评价值a,设定,其中,为第一评价系数,设定,为坯料的密度,为第二评价系数,设定,为坯料的强度;所述判定机构根据所述坯料评价值确定针对该坯料是否符合预设坯料评价值标准的判定方式,其中,
12、第一判定方式为所述判定机构判定该坯料不符合预设坯料评价值标准并将该坯料记为一级残次坯料,判定机构统计预设时长内标记为一级残次坯料的数量以及各标记为一级残次坯料的坯料评价值计算所述干燥机构的评价值,调节机构根据干燥机构的评价值将所述干燥机构的电热丝的加热功率升高至对应值;所述第一判定方式满足所述坯料评价值小于第一预设坯料评价值;
13、第二判定方式为所述判定机构判定该坯料不符合预设坯料评价值标准并将该坯料记为二级残次坯料,判定机构统计预设时长内标记为二级残次坯料的数量以及各标记为二级残次坯料的坯料评价值计算所述成型机构评价值,调节机构根据成型机构评价值将成型加压的压力升高至对应值;所述第二判定方式满足所述坯料评价值大于等于所述第一预设坯料评价值且小于第二预设坯料评价值;
14、第三判定方式为所述判定机构判定该坯料符合预设坯料评价值标准,并将其输送至所述连续烧结机构;所述第三判定方式满足所述坯料评价值大于所述第二预设坯料评价值。
15、进一步地,所述判定机构在预设时长内标记为二级残次坯料的数量与该预设时长内所述第一检测机构测得的所述坯料的总数的比值大于等于预设比值的条件下,统计预设时长内标记为二级残次坯料的数量以及各标记为二级残次坯料的坯料评价值计算所述成型机构评价值c,设定,其中,ai为预设时长内标记为二级残次坯料的第i个坯料的坯料评价值,i=1,2,3...n,n为预设时长内第一检测机构测试的标记为二级残次坯料的总数,调节机构根据求得的成型机构评价值确定针对所述成型机构在下一预设时长内的成型加压的压力的调节方式,其中,
16、第一压力调节方式为所述调节机构使用第一预设压力调节系数将所述成型机构加压的压力增加至对应值;所述第一压力调节方式满足所述成型机构评价值小于第一预设成型机构评价值;
17、第二压力调节方式为所述调节机构使用第二预设压力调节系数将所述成型机构加压的压力增加至对应值;所述第二压力调节方式满足所述成型机构评价值大于等于所述第一预设成型机构评价值且小于第二预设成型机构评价值;
18、第三压力调节方式为所述调节机构使用第三预设压力调节系数将所述成型机构加压的压力增加至对应值;所述第三压力调节方式满足所述成型机构评价值大于等于所述第二预设成型机构评价值。
19、进一步地,所述判定机构在所述调节机构完成所述成型机构加压的调节的条件下,根据求得的调节后的成型机构评价值c1与所述成型机构在上一预设时长内的成型机构评价值c的差值,并将该差值记为成型差值,判定机构根据成型差值确定针对所述成型机构是否符合预设成型差值标准的判定方式,其中,
20、第一成型判定方式为所述判定机构初步判定所述成型机构不符合预设成型差值标准,所述调节机构根据成型差值的绝对值将所述成型机构对所述模具加压的载荷降低至对应值;所述第一成型判定方式满足所述成型差值小于零;
21、第二成型判定方式为所述判定机构初步判定所述成型机构符合预设成型差值标准,并根据求得的所述调节后的成型机构评价值c1对成型机构是否符合预设成型机构评价值标准进行进一步判定;所述第二成型判定方式满足所述成型差值大于等于零。
22、进一步地,所述判定机构在第一成型判定方式下计算所述成型差值的绝对值,所述调节机构根据成型差值的绝对值确定针对所述成型机构对所述模具加压的载荷的修正方式,其中,
23、第一载荷修正方式为所述调节机构使用第一预设载荷修正系数将所述成型机构对所述模具加压的载荷降低至对应值;所述第一载荷修正方式满足所述成型差值的绝对值小于第一预设成型修正阀值;
24、第二载荷修正方式为所述调节机构使用第二预设载荷修正系数将所述成型机构对所述模具加压的载荷降低至对应值;所述第二载荷修正方式满足所述成型差值的绝对值大于等于所述第一预设成型修正阀值且小于第二预设成型修正阀值;
25、第三载荷修正方式为所述调节机构使用第三预设载荷修正系数将所述成型机构对所述模具加压的载荷降低至对应值;所述第二载荷修正方式满足所述成型差值的绝对值大于等于所述第二预设成型修正阀值。
26、进一步地,所述判定机构在第二成型判定方式下根据所述调节后的成型机构评价值c1确定针对所述成型机构是否符合预设成型机构评价值标准的二次成型判定方式,其中,
27、第一类成型判定方式为所述判定机构判定所述成型机构不符合预设成型机构评价值标准,并根据预设成型机构评价值与所述调节后的成型机构评价值之间的差值将所述成型机构加压的时长增加至对应值;所述第一类成型判定方式满足所述调节后的成型机构评价值小于等于所述预设成型机构评价值;
28、第二类成型判定方式为所述判定机构判定所述成型机构符合预设成型机构评价值标准,并控制成型机构以当前运行参数运行;所述第二类成型判定方式满足所述调节后的成型机构评价值大于所述预设成型机构评价值。
29、进一步地,所述判定机构在所述第一类成型判定方式下计算所述预设成型机构评价值与所述调节后的成型机构评价值之间的差值,并将该差值记为时长差值,所述调节机构根据时长差值确定所述成型机构加压的时长的调节方式,其中,
30、第一加压时长调节方式为所述调节机构使用第一预设时长调节系数将所述成型机构加压的时长增加至对应值;所述第一加压时长调节方式满足所述时长差值小于第一预设时长差值;
31、第二加压时长调节方式为所述调节机构使用第二预设时长调节系数将所述成型机构加压的时长增加至对应值;所述第二加压时长调节方式满足所述时长差值大于等于所述第一预设时长差值且小于第二预设时长差值;
32、第三加压时长调节方式为所述调节机构使用第三预设时长调节系数将所述成型机构加压的时长增加至对应值;所述第三加压时长调节方式满足所述时长差值大于等于所述第二预设时长差值。
33、进一步地,所述判定机构在所述第二检测机构接收到所述连续烧结机构输出的所述合金制品的条件下,根据所述第二检测机构测得的所述合金制品的参数确定针对合金制品的成品评价值f,设定,其中,为第三评价系数,设定,h为所述合金制品的维氏硬度,s为所述合金制品的磨损失重,d为所述合金制品的孔隙率;判定机构将成品评价值小于预设成品评价值的单个合金制品记为残次合金制品,并统计预设时长内标记为残次合金制品的数量以及各标记为残次合金制品的成品评价值计算所述连续烧结机构的烧结机构评价值z,设定,其中,fj为预设时长内标记为残次合金制品的第j个合金制品的成品评价值,j=1,2,3...m,m为预设时长内第二检测机构测试的标记为残次合金制品的合金制品的总数。
34、进一步地,所述判定机构在完成所述烧结机构评价值的计算的条件下,根据烧结机构评价值确定所述连续烧结机构是否符合预设烧结机构评价值标准的判定方式,其中,
35、第一烧结机构判定方式为所述判定机构判定所述连续烧结机构不符合预设烧结机构评价值标准,并根据第一预设烧结机构评价值与所述烧结机构评价值的差值将所述连续烧结机构的炉膛的加热温度提高至对应值;所述第一烧结机构判定方式满足所述烧结机构评价值小于所述第一预设烧结机构评价值;
36、第二烧结机构判定方式为所述判定机构判定所述连续烧结机构不符合预设烧结机构评价值标准,并根据所述烧结机构评价值与所述第一预设烧结机构评价值的差值将所述连续烧结机构的所述输送带的所述驱动电机的功率降低至对应值;所述第二烧结机构判定方式满足所述烧结机构评价值大于等于所述第一预设烧结机构评价值且小于第二预设烧结机构评价值;
37、第三烧结机构判定方式为所述判定机构判定所述连续烧结机构符合预设烧结机构评价值标准,并控制连续烧结机构按照当前参数运行;所述第三烧结机构判定方式满足所述烧结机构评价值大于等于所述第二预设烧结机构评价值。
38、进一步地,所述判定机构在第二烧结机构判定方式下计算所述烧结机构评价值与所述第一预设烧结机构评价值的差值,并将该差值记为功率差值,所述调节机构根据功率差值确定针对所述连续烧结机构的所述驱动电机的调节方式,其中,
39、第一功率调节方式为所述调节机构使用第一预设功率调节系数将所述驱动电机的功率降低至对应值;所述第一功率调节方式满足所述功率差值小于第一预设功率差值;
40、第二功率调节方式为所述调节机构使用第二预设功率调节系数将所述驱动电机的功率降低至对应值;所述第二功率调节方式满足所述功率差值大于等于所述第一预设功率差值且小于第二预设功率差值;
41、第三功率调节方式为所述调节机构使用第三预设功率调节系数将所述驱动电机的功率降低至对应值;所述第三功率调节方式满足所述功率差值大于等于所述第二预设功率差值。
42、与现有技术相比,本发明的有益效果在于:
43、1.本发明包括用以混料的混料机构;用以干燥合金粉末的干燥机构;用以将合金粉末制得坯料的成型机构,用以对坯料进行检测的第一检测机构;用以对坯料进行烧结以制得合金制品的连续烧结机构;用以对合金制品进行检测的第二检测机构;用以根据第一检测机构以及第二检测机构中测得的参数对生产系统中对应机构运行参数判定的判定机构以及用以根据所述判定机构输出的判定结果将对应部件的运行参数调节至对应值的调节机构,从而根据检测结果对应的调整生产系统中的相应生产参数进行调节,提高合金制品生产的合格率和生产效率。
44、2.判定机构在根据第一检测机构测得的所述坯料的密度和强度确定了针对该坯料的坯料评价值,并对对应的坯料的质量进行判定,对不符合要求的坯料进行标记和划分成一级残次坯料和二级残次坯料,确保了产品检测的科学性,通过统计反馈到生产线上的相关机构,确保了对生产线上问题的精准判断。
45、3.判定机构对预设时长内出现二级残次坯料的占比超过预设占比之后,对其数量和坯料评价值进行统计,从而判定出是成型机构的成型压力不足导致坯料的密度和强度不达标,从而相应的提高成型加压的压力,最终保证坯料的质量。
46、4.调节机构将成型机构的成型压力增高后,判定机构再次判断本时间段内调节后的成型机构评价值与上一预设时长内进行比较,如果成型机构不符合预设标准,则根据其差值将成型机构加压的压力降低至对应值,从而使成型机构的运行参数满足要求,最终保证了坯料的成品率。
47、5.判定机构设置了不同的成型机构加压的压力降低的修正方式,从而精准的修正成型机构加压的压力降低的程度,保证了控制的精确度,最终保证坯料的成品率。
48、6.判定机构通过调节后的成型机构评价值再次加压压力符合标准后的成型机构进行评定,在不符合预设标准时,根据预设成型机构评价值与所述调节后的成型机构评价值之间的差值将所述成型机构加压的时长增加至对应值,从而保证了成型机构的运行达标。
49、7.判定机构设置有不同的成型机构加压的时长的调节方式,从而精准的调节成型机构加压的时长,保证了坯料在成型过程中的结合时长,也保证了生产效率,最终保证坯料的成品率。
50、8.判定机构根据第二检测机构测得的所述合金制品的参数确定针对合金制品的成品评价值,并将成品评价值小于预设成品评价值的单个合金制品记为残次合金制品,同时统计预设时长内标记为残次合金制品的数量以及各标记为残次合金制品的成品评价值计算所述连续烧结机构的烧结机构评价值,从而量化了连续烧结机构的判定。
51、9.判定机构根据烧结机构评价值确定所述连续烧结机构是否符合预设标准,并在不符合预设标准时,将所述连续烧结机构的炉膛的加热温度提高至对应值或将所述连续烧结机构的所述输送带的所述驱动电机的功率降低至对应值,从而根据产品性能的检测,对应的调节烧结的参数,保证了合金制品的合格率和生产效率。
52、10.判定机构设置有不同的连续烧结机构的所述驱动电机的调节方式,将对应的烧结的输送带的传输速率降低,从而保证了坯料的符合标准的烧结时长,最终获得满足要求的合金制品成品。
- 还没有人留言评论。精彩留言会获得点赞!