一种高效脱模减速机壳体加工压铸成型设备的制作方法
本发明属于减速机加工领域,具体是一种高效脱模减速机壳体加工压铸成型设备。
背景技术:
1、减速器是一种由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮-蜗杆传动所组成的独立部件,常用作原动件与工作机之间的减速传动装置。按照传动级数不同可分为单级和多级减速机;按照齿厂轮形状可分为圆柱齿轮减速机、圆锥齿轮减速机和圆锥-圆柱齿引轮减速机;按照传动的布置形式又可分为展开式、分流式和同进轴式减速机。
2、在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,在现代机械中应用极为广泛。
3、随着社会的发展,人们对于减速器的需求量在不断地提高,为了提高减速机的性能,人们研发了一些减速机的相关加工设备,其中就有用于加工减速机壳体的相关设备,其中一组相关设备就是高效脱模减速机壳体加工压铸成型设备。
4、经研究,现有的高效脱模减速机壳体加工压铸成型设备在使用时存在一定的弊端;
5、现有的高效脱模减速机壳体加工压铸成型设备在使用时,其直接将动模板和定模板分离,从而直接将减速机壳体取下,但是在实际使用时,经常出现产品卡在动模板或者定模板上的情况,需要配合其他机构或者人工进行辅助,不满足人们的使用要求,为此,人们发明了一种高效脱模减速机壳体加工压铸成型设备。
技术实现思路
1、为了克服现有技术的不足,本技术实施例提供本发明一种高效脱模减速机壳体加工压铸成型设备在动模板上安装了辅助脱模组件,在定模板上安装了分离组件,在脱模的同时,辅助脱模组件和分离组件配合,能够使得减速机壳体与动模板和定模板分离,从而使得脱模后的产品不受成型腔的限制,使得成型后的产品能够直接落到收集组件中,使用比较方便,使用效果好。
2、检测技术问题所采用的技术方案是:
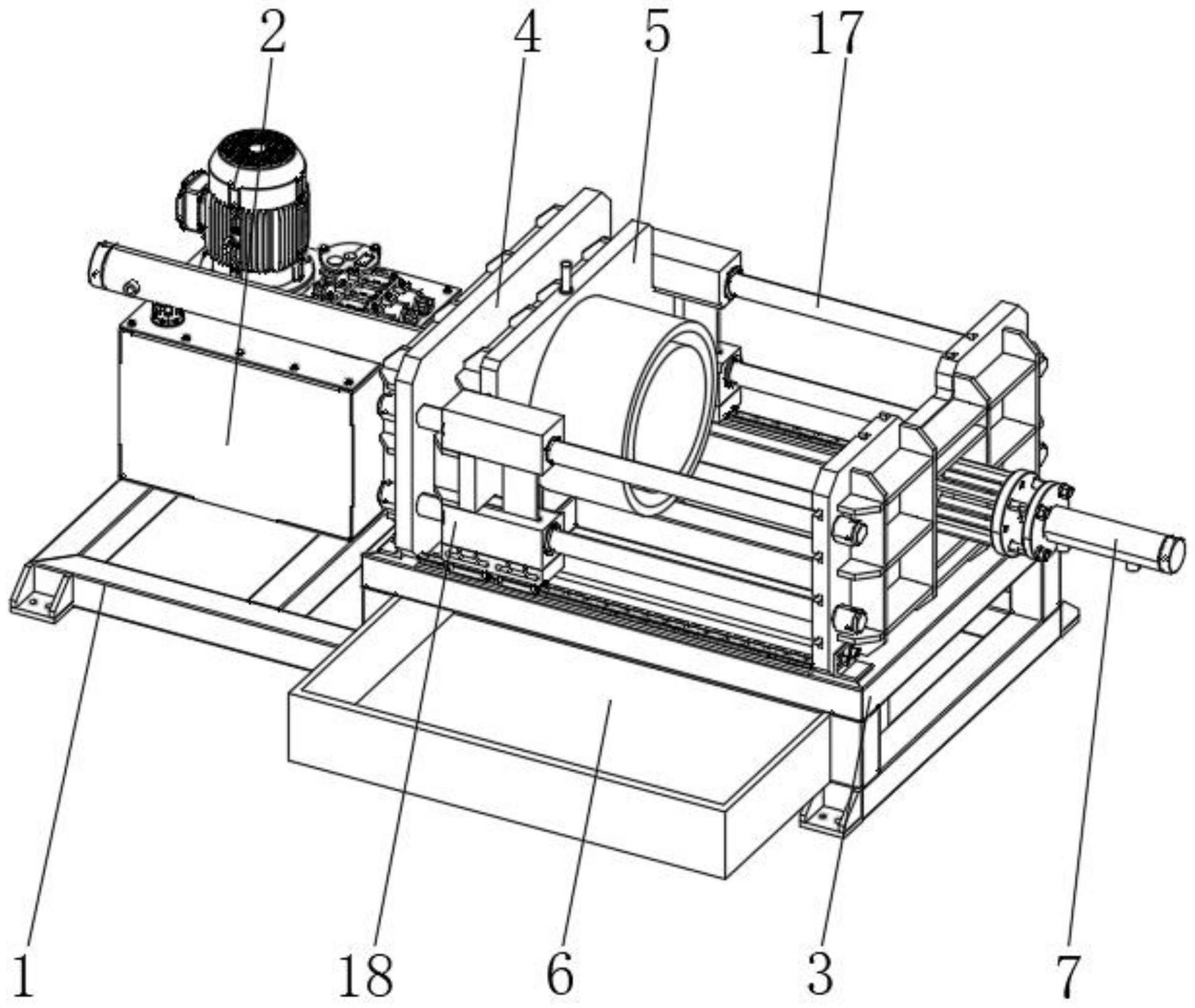
3、一种高效脱模减速机壳体加工压铸成型设备,包括底架、支撑架、立板、动模板和用于推动动模板横向运动的调节组件:
4、底架的上端面一侧位置固定安装有操控箱;
5、支撑架固定安装在底架的上端面靠近一侧位置;
6、立板的数量为两组,立板固定安装在支撑架的上端面两端位置;
7、动模板设置在两组立板之间,其中一组立板上设置有定模板;
8、用于推动动模板横向运动的调节组件设置在另一组立板上;
9、其中,所述支撑架的内部设置有收集组件,所述动模板上设置有安装有辅助脱模组件,所述定模板上安装有分离组件。
10、使用时,辅助脱模组件能够使得成型的产品与动模板分离,分离组件能够使得成型的产品与定模板分离,而且能够使得产品脱离成型腔,使用效果好。
11、本发明记载了一种高效脱模减速机壳体加工压铸成型设备,在动模板上安装了辅助脱模组件,在定模板上安装了分离组件,在脱模的同时,辅助脱模组件和分离组件配合,能够使得减速机壳体与动模板和定模板分离,从而使得脱模后的产品不受成型腔的限制,使得成型后的产品能够直接落到收集组件中,使用比较方便,使用效果好。
12、优选的,所述分离组件包括伸缩杆和顶出杆:
13、伸缩杆的主体部固定安装在其中一组立板上;
14、顶出杆的数量为若干组,若干组所述顶出杆均固定安装在立板上;
15、其中,所述其中一组立板上开设有若干组通孔,所述顶出杆贯穿通孔。
16、使用时,伸缩杆能够带动顶出杆运动,使得顶出杆直接与成型后的产品接触,从而能够直接将成型后的产品顶出,从而能够方便加工。
17、优选的,所述辅助脱模组件包括气体通道、辅助件和气管:
18、气体通道的数量为若干组,气体通道开设在动模板上;
19、辅助件的数量为若干组,若干组所述辅助件均设置在气体通道的一端;
20、气管固定安装在动模板上,气管与气体通道相连通;
21、其中,所述气管的一端与气体通道的另一端相连通。
22、使用时,外界的供气设备向气管中供气,气体会直接冲击辅助件,使得辅助件移动,从而直接将成型后的产品顶出,使用效果好。
23、优选的,所述辅助件包括封堵块、导引杆和弹性件:
24、封堵块的一端位于气体通道的内部;
25、导引杆插接在气体通道的内部;
26、弹性件固定安装在封堵块的一端,弹性件位于导引杆的外侧;
27、其中,所述弹性件与气体通道的内表面固定连接。
28、使用时,外界的供气设备向气管中供气,气体会直接冲击封堵块,从而带动封堵块运动,封堵块挤压成型的产品,从而将成型的产品挤出成型的区域,从而能够使得成型的产品与动模板直接分离,从而能够提高脱模的效率。
29、使用时,弹性件能够带动封堵块复位,无需人工反复调整封堵块的位置。
30、优选的,所述支撑架的上端面设置有限位组件,两组所述立板之间设置有引导组件。
31、优选的,所述限位组件包括限位滑杆和滑动座:
32、限位滑杆的数量为两组,两组所述限位滑杆均固定安装在支撑架的上端面靠近外侧位置;
33、滑动座滑动安装在限位滑杆上,滑动座与动模板滑动连接。
34、使用时滑动座沿着限位滑杆移动,能够有效避免晃动,从而能够提高滑动座的稳定性。
35、优选的,所述引导组件包括引导杆和滑动块:
36、引导杆的数量为若干组,若干组所述引导杆的两端均与立板固定连接;
37、滑动块的数量为若干组,若干组所述滑动块滑动安装在引导杆上,所述滑动块与滑动座固定连接。
38、使用时,引导杆能够起到引导滑动块运动的效果,从而能够使得动模板的运动更加的平稳,能够提高动模与定模对接的稳定性,从而能够进一步提高成型腔成型的效果。
39、优选的,所述动模板上固定安装有模具,在下料时,所述顶出杆和封堵块位于模具的成型腔体内部。
40、下料后,顶出杆和封堵块能够将产品直接顶出,使得产品不与任何物品进行接触。
41、优选的,所述收集组件包括收集盒,所述收集盒通过滑轨滑动安装在支撑架的内部。
42、收集盒滑动设置,其移动方便,能够方便工作人员将产品拿出来,使用比较方便。
43、调节组件包括液压杆,液压杆的主体固定安装在远离定模板的立板上,液压杆的伸缩端贯穿立板并与动模板固定连接。
44、综上所述,本发明包括以下至少一种有益技术效果:
45、一是、本发明记载了一种高效脱模减速机壳体加工压铸成型设备,使用时,在动模板上安装了辅助脱模组件,在定模板上安装了分离组件,在脱模的同时,辅助脱模组件和分离组件配合,能够使得减速机壳体与动模板和定模板分离,从而使得脱模后的产品不受成型腔的限制,使得成型后的产品能够直接落到收集组件中,使用比较方便,使用效果好。
46、二是、本发明记载了一种高效脱模减速机壳体加工压铸成型设备,其记载了辅助脱模组件,外界的供气设备向气管中供气,气体会直接冲击封堵块,从而带动封堵块运动,封堵块挤压成型的产品,从而将成型的产品挤出成型的区域,从而能够使得成型的产品与动模板直接分离,从而能够提高脱模的效率,具有良好的使用前景。
47、三是、本发明记载了一种高效脱模减速机壳体加工压铸成型设备,其记载了引导组件,使用时,引导杆能够起到引导滑动块运动的效果,从而能够使得动模板的运动更加的平稳,能够提高动模与定模对接的稳定性,从而能够进一步提高成型腔成型的效果,具有良好的使用前景。
- 还没有人留言评论。精彩留言会获得点赞!