一种用于CMP设备抛光垫沟槽修整的方法与流程
本发明属于半导体加工设备,尤其是涉及一种用于cmp设备抛光垫沟槽修整的方法。
背景技术:
1、在目前的半导体集成电路芯片制造流程中,化学机械平坦化(cmp)是其中一项重要的工艺步骤。化学机械平坦工艺采用抛光垫和抛光液对晶圆研磨,通过化学腐蚀与机械研磨相结合的方式,实现晶圆表面多余材料的高效去除与全局纳米级平坦化。化学腐蚀是利用位于抛光垫沟槽中的抛光液与晶圆接触进行腐蚀,而机械研磨的过程则是依靠具有粗糙表面的抛光垫来实现的。
2、随着大量的晶圆进行化学机械平坦化,抛光垫逐渐磨损,沟槽深度变浅,所能容纳的抛光液减少,进而降低了抛光的效率。同时,磨损耗尽的沟槽使得抛光垫表面粗糙度不足,降低工艺的良率,且更易导致晶圆滑片。在实际cmp工艺中,每隔一段时间就需要更换一张新的抛光垫,被淘汰的抛光垫尽管沟槽较浅,但仍然具有较为可观的厚度。抛光垫的频繁更换不仅增加了企业的成本,也造成了一定的浪费。因此,需要一种可以对抛光垫沟槽进行修整的装置,将即将淘汰的抛光垫重新雕刻切割出标准深度的沟槽,达到可以使用的要求,进而可以延长抛光垫的寿命,降低企业的使用成本。
3、当前仍然缺乏抛光垫沟槽修整的装置及方法,本发明在一定程度上可以填补这项技术的空白。
技术实现思路
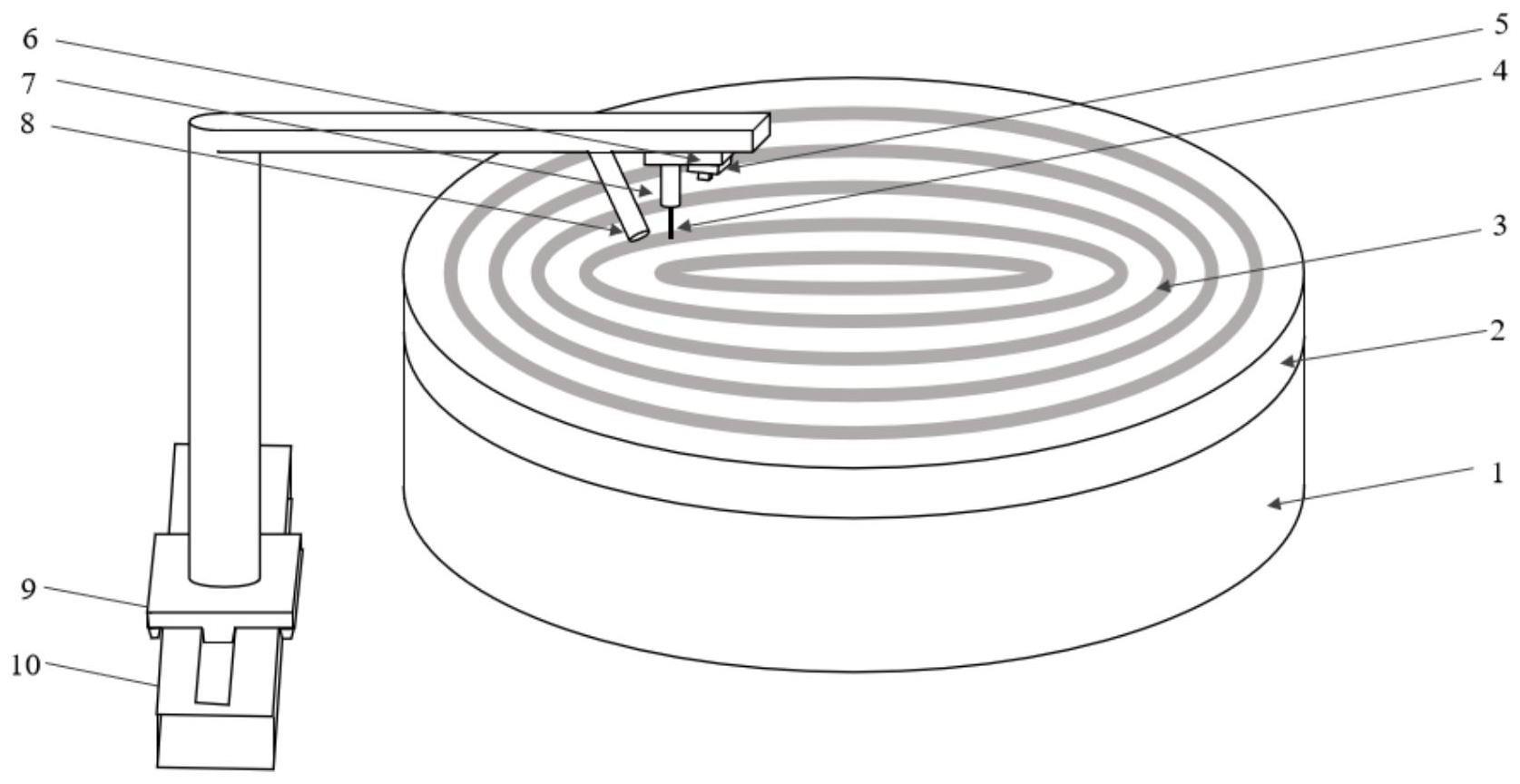
1、为了克服现有技术的不足,本发明提供一种用于cmp设备抛光垫沟槽修整的方法,其结合相应的视觉识别技术和控制技术,可以对抛光垫的沟槽进行修整。将抛光垫上变浅的沟槽,进行进一步的切割深挖,在保证不破坏沟槽图案的前提下,修整沟槽达到标准深度,使磨损严重的抛光垫可以重复利用。
2、本发明解决其技术问题所采用的技术方案是:一种用于cmp设备抛光垫沟槽修整的方法,包括以下步骤:
3、获取抛光垫上沟槽的延伸轨迹,并确定沟槽修整起始位置;
4、调整加工头的位置,使其位于沟槽修整起始位置的正上方,并确定加工深度零点;
5、加工头下降,根据加工零点移动到沟槽中预设的加工深度;
6、控制加工头按照旋转抛光垫的沟槽延伸轨迹运动,以对抛光垫上的沟槽进行加深切割。
7、进一步的,还包括:修正步骤,获取加工头与沟槽边界的距离,并判断该距离是否达到阈值,达到阈值则修正加工头的实际活动轨迹。
8、进一步的,所述抛光垫上沟槽的延伸轨迹通过图像识别或理论计算获取。
9、进一步的,所述图像识别获取沟槽的延伸轨迹的步骤中,计算方法为实时计算轨迹,
10、抛光台转动,实时计算视野中沟槽的位置,标记出即将到达加工头的沟槽上n×n个像素点群的位置,并计算出像素点在x轴方向的平均位置;对比加工头在x方向位置坐标与即将到达的像素点群在x轴的平均位置点,其差值即为加工头下一时刻需要移动的位置。
11、进一步的,所述图像识别获取沟槽的延伸轨迹的步骤中,计算方法为预记录轨迹;
12、抛光台转动,高速相机获取沟槽图像并计算沟槽轨迹与抛光台转动角度关系,生成角度-轨迹曲线;
13、或者,
14、抛光台转动,使用低速相机获取角度-轨迹关键点信息,利用差值算法计算角度-轨迹曲线,即为加工头运动轨迹。
15、进一步的,所述理论计算获取沟槽的延伸轨迹的步骤中,沟槽为圆环形,坐标系为直角坐标系,旋转中心与沟槽圆心的距离为a,旋转中心与加工头落点的距离为b,沟槽圆心与加工头落点的距离为c。
16、进一步的,所述获取沟槽在延伸轨迹在x方向位置的极大值和极小值,极大值和极小值的差为2a,所述沟槽圆心与加工头落点的距离c为沟槽半径,获取抛光台的旋转角速度ω,在经过时间t后,沟槽圆心相对旋转中心的旋转角度为ωt,则即为沟槽延伸轨迹。
17、进一步的,所述理论计算获取沟槽的延伸轨迹的步骤中,沟槽为圆环形,坐标系为极坐标系,旋转中心与沟槽圆心的距离为a,旋转中心与加工头落点的距离为b,沟槽圆心与加工头落点的距离为c,初始时刻旋转中心的极坐标系坐标为(ρ1,π-ωt),加工头的极坐标系坐标为(ρ2,0),则a=ρ1,b=ρ2,计算出ρ2即沟槽延伸轨迹。
18、进一步的,所述理论计算获取沟槽的延伸轨迹的步骤中,沟槽为方格形,旋转中心与沟槽圆心的距离为a,旋转中心与加工头落点的距离为b,沟槽圆心与加工头落点的距离为c,通过图像识别获取上述a值和c值,获取抛光台的旋转角速度ω,在经过时间t后,沟槽圆心相对旋转中心的旋转角度为ωt,则b=(c-a)/coswt即沟槽延伸轨迹。
19、进一步的,所述确定加工深度零点步骤中,利用加工头的电机力矩变化确定深度零点,或者,利用力学传感器/测距传感器确定深度零点,或者,利用摄像头确定深度零点。
20、进一步的,所述加工头按照沟槽延伸轨迹运动切割沟槽的步骤中,图像识别或预先理论计算抛光垫窗口位置,并标记为不加工区域,加工头到达该区域时,电机控制加工头避让。
21、进一步的,所述沟槽的深度为0.3-1.0mm,其宽度为0.2-0.6mm。
22、进一步的,所述阈值为8-12um。
23、进一步的,还包括负压吸附或正压吹散或高压水冲洗步骤,其用于清理加工头切割产生的碎屑。
24、进一步的,在加工头下降之前,或者在加工头下降至沟槽中预设的加工深度之后,抛光台转动,带动抛光垫转动。
25、进一步的,所述控制加工头按照旋转抛光垫的沟槽延伸轨迹运动,以对抛光垫上的沟槽进行加深切割的步骤中,实时检测加工头切割产生的切屑或者切屑的连续性,以判断加工头是否按照预设的加工深度进行切割,或者是否开始切割,或者是否结束切割。
26、进一步的,所述控制加工头按照旋转抛光垫的沟槽延伸轨迹运动,以对抛光垫上的沟槽进行加深切割的步骤中,包括以下子步骤,
27、在加工头所成像表面框选光强检测区域a,记未开始加工时,加工头刀尖处于沟槽内时,光强检测区域a内像素点灰度平均值为
28、记未开始加工时,沟槽内参考区域b内像素点灰度平均值为b;
29、根据和确定参考值;
30、加工头开始加工,实时检测光强检测区域a内各像素点灰度平均值当小于参考值,表示加工头未按照预设的加工深度进行切割;当大于参考值,表示加工头按照预设的加工深度进行切割,并记录第一次大于参考值的时间为t1;
31、在t1时刻后,获取下一次大于参考值的时间间隔tk,若tk>0,表示加工头不连续切削,沟槽加工不满足需求;若tk=0,表示加工头连续切削,沟槽加工满足需求。
32、本发明的有益效果是:1)通过所设计的抛光垫沟槽修整装置,可以延长抛光垫的使用寿命,降低使用成本,填补技术上的空白;2)修整装置上安装摄像头或线激光器作为视觉反馈传感器,结合算法可以识别不同的抛光垫沟槽图案,使装置具有很强的通用性;3)摄像头或线激光器可以实时反馈刀头与沟槽的位置关系,防止刀头破坏沟槽的图案;4)修整装置在空间上互相垂直的方向具有三个自由度,刀头在雕刻时完成复杂的动作,可以完成任意沟槽图案的修整。
- 还没有人留言评论。精彩留言会获得点赞!