热处理淬火单液冷却工艺的制作方法
本发明涉及热处理工艺,特别涉及一种热处理淬火单液冷却工艺。
背景技术:
1、近些年来,为了降低成本,减少热处理后零件的加工,对热处理后零件的变形要求越来越严格。故减少热处理后零件的变形是热处理发展的主要方向,而热处理公司为了有更强的竞争力,势必会向减少热处理变形方面努力,而淬火是热处理变形最大且最难以控制的热处理工艺。
2、在现有的保护气氛箱式炉进行热处理时(如渗碳处理),工件不能移出保护气氛箱,需要在保护气氛箱内完成热处理,特别对于小零件,一旦出炉,温度变化很大,而保护气氛箱式炉只有1个油槽,就目前的淬火工艺,难以保证产品的质量。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种热处理淬火单液冷却工艺,能够在单槽内完成淬火处理,并使工件具有良好的物理性能。
2、根据本发明的第一方面实施例的热处理淬火单液冷却工艺,包括:
3、步骤1、将多个工件预装至热处理治具上;
4、步骤2、在气氛箱内对预装至所述热处理治具上的所述工件进行渗碳处理,然后将气氛箱内温度降低至650±10℃;
5、步骤3、将预装有所述工件的所述热处理治具浸入所述气氛箱内的淬火液中,浸泡0.5-1min,并降温至400±20℃,再将所述热处理治具及所述工件取出至淬火液的液面上方;
6、其中,在步骤3中,所述气氛箱内的淬火液环所述热处理治具旋转流动,且所述热处理治具最外侧的工件至所述热处理治具中心的距离为r,所述气氛箱内的淬火液在所述热处理治具最外侧的工件处流动的速度大于或等于0.4πr米/秒。
7、根据本发明实施例的热处理淬火单液冷却工艺,至少具有如下有益效果:在步骤2中,将热处理治具的浸入淬火液后仅0.5-1min即提起,使得工件表面及其内部刚冷却到马氏体ms点附近,马氏体为完全转变,然后在气氛箱100内缓冷,使马氏体转变速度变缓,从而减少由于快速冷速造成的热应力和组织应力,减少工件的变性,而且可以减少部品开裂的风险。
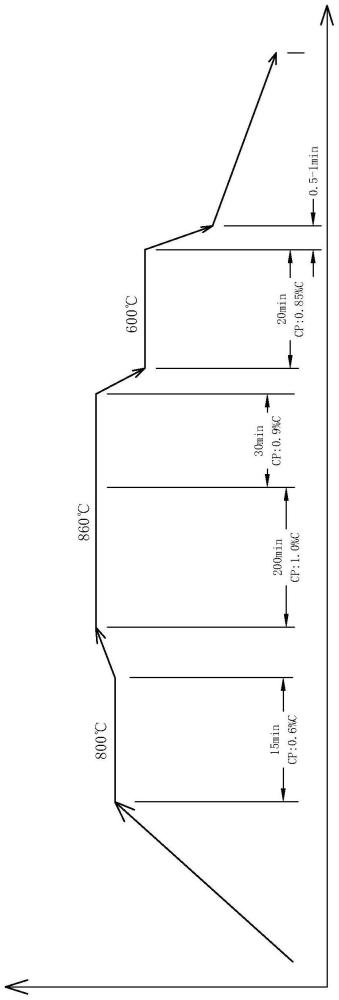
8、根据本发明的一些实施例,在步骤2包括以下子步骤:
9、步骤2.1、将预装有所述工件的所述热处理治具放入气氛箱内,将气氛箱内温度提升至800±10℃,保温15±2min,碳势保持0.6±0.05%c;
10、步骤2.2、气氛箱内温度升高至860±10℃,保温200±2min,碳势为1±0.05%c;
11、步骤2.3、气氛箱内温度保持在860±10℃,保温30±2min,碳势为0.9±0.05%c;
12、步骤2.4、气氛箱内温度降低至650±10℃,保温20±2min,碳势为0.85±0.05%c。
13、根据本发明的一些实施例,所述气氛箱的内壁设置有至少一条自所述气氛箱的底部向上延伸的循环流道,所述循环流道的下部设置有连通至所述气氛箱的内腔的进液口,所述循环流道的上部设置有出液口,所述气氛箱配置有能够带动淬火液在所述循环流道内流动的循环泵,所述出液口的流向与所述气氛箱的径向方向互成夹角,以在所述气氛箱内形成环形水流。
14、根据本发明的一些实施例,所述气氛箱的底部设置有回流腔,所述回流腔设置有多个连通至所述气氛箱的内腔的通孔,所述进液口连通至所述回流腔。
15、根据本发明的一些实施例,所述气氛箱的淬火液浸泡区域的上部设置有导流流道,所述导流流道沿所述气氛箱的周向方向延伸,所述导流流道的一端为所述出液口,其另一端连接至所述循环流道,
16、根据本发明的一些实施例,所述导流流道设置有抬升角,以使淬火液斜向上输出。
17、根据本发明的一些实施例,所述循环流道斜向上延伸。
18、根据本发明的一些实施例,所述循环流道配置有加热或制冷装置。
19、根据本发明的一些实施例,所述气氛箱的内径为r,所述出液口处淬火液的流速大于或等于0.5πr米/秒。
20、根据本发明的一些实施例,所述气氛箱内配置有能够带动淬火液环形流动的循环泵。
技术特征:
1.一种热处理淬火单液冷却工艺,其特征在于,包括:
2.根据权利要求1所述的热处理淬火单液冷却工艺,其特征在于,
3.根据权利要求1所述的热处理淬火单液冷却工艺,其特征在于,
4.根据权利要求3所述的热处理淬火单液冷却工艺,其特征在于,
5.根据权利要求3所述的热处理淬火单液冷却工艺,其特征在于,
6.根据权利要求5所述的热处理淬火单液冷却工艺,其特征在于,
7.根据权利要求3所述的热处理淬火单液冷却工艺,其特征在于,
8.根据权利要求3所述的热处理淬火单液冷却工艺,其特征在于,
9.根据权利要求3所述的热处理淬火单液冷却工艺,其特征在于,
10.根据权利要求1所述的热处理淬火单液冷却工艺,其特征在于,
技术总结
本发明公开了一种热处理淬火单液冷却工艺,包括:步骤1、将多个工件预装至热处理治具;步骤2、在气氛箱内对预装至热处理治具上的工件进行渗碳处理,将气氛箱温度降低至650±10℃;步骤3、将预装工件的热处理治具浸入气氛箱的淬火液中,浸泡0.5‑1min,并降温至400±20℃,再将热处理治具及工件取出至淬火液上方;在步骤3中,将热处理治具的浸入淬火液后快速提起,气氛箱内的淬火液环热处理治具旋转流动,使得工件表面及其内部刚冷却到马氏体Ms点附近,马氏体为完全转变,然后在气氛箱内缓冷,使马氏体转变速度变缓,从而减少由于快速冷速造成的热应力和组织应力,减少工件的变性,而且可以减少部品开裂的风险。
技术研发人员:林兴
受保护的技术使用者:中山市三民金属处理有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!