一种销轴类零件吹砂保护夹具及吹砂方法与流程
本发明涉及热喷涂,尤其涉及一种销轴类零件吹砂保护夹具及吹砂方法。
背景技术:
1、吹砂是一种利用压缩空气产生的动力将砂粒(包括石英砂、金刚砂等)高速喷射到零件表面,用于清理和粗化零件表面的表面处理技术,根据不同的气压和砂粒种类,可以获得不同的表面粗糙度,具有效率高、质量好、速度快等特点。
2、如图1所示,为航空发动机中某型销轴类零件示意图。该型销轴类零件包括一体成型的上盘状部1、轴体部3以及下盘状部5,在上盘状部1与轴体部3之间形成上环形槽2,在轴体部3与下盘状部5之间形成下环形槽4。上盘状部1的直径为d1,轴体部3的直径为d2,下盘状部5的直径为d3,其中d1≥d2=d3。
3、上述销轴类零件需喷涂某耐磨涂层,前处理需进行吹砂并对两端非吹砂面进行防护。具体地,轴体部3的外周面为吹砂区域,上盘状部1和下盘状部5的外周面为非吹砂区域,而上环形槽2与下环形槽4的表面为允许吹砂的过渡区域。喷涂区域利用高速砂流的冲击作用,获得较大的粗糙度,增强涂层与基材的结合力。吹砂时,需要用夹具将多个销轴类零件进行装夹,防护两端非吹砂面。
4、现有夹具技术中,如公告号为cn207525322u的专利申请公开了一种销轴类零件热喷涂前吹砂夹具,包括第一卡块和第二卡块;第一卡块为一板状件,其一个端面上设置有多个限位孔;第二卡块为一板状件,其一个端面上设置有多个限位孔;第一卡块和第二卡块通过固定螺杆相连,固定螺杆末端为锁紧螺母。又如公告号为cn202702044u的专利公开了一种销轴类零件吹砂保护夹具,该保护夹具包括销轴类零件吹砂保护夹具上表面、销轴类零件吹砂保护夹具下表面、固定螺杆。再如,公告号为cn213054391u的专利公开了一种销轴加工吹砂保护夹具,将轴销不需要吹砂的两端分别放在第一夹板和第二夹板内部的第一套筒和第二套筒内,此时旋转转轮,由于丝杆两侧表面螺纹方向相反,且第一螺母和第二螺母分别与两侧表面螺纹连接,则此时第一螺母和第二螺母向中间移动,带动第一夹板和第二夹板夹紧销轴,方便对销轴进行固定。
5、上述现有技术中的夹具,主要由上、下夹板结构和螺柱构成,由于上、下夹板无贯穿孔且是活动无固定的,依靠销轴零件装放在下夹板上,手动盖上上夹板并拧紧螺柱固定,操作过程销轴类零件容易倾倒,导致装夹效率低下,影响产品加工周期。
技术实现思路
1、本发明的主要目的是提出一种销轴类零件吹砂保护夹具及吹砂方法,旨在解决上述技术问题。
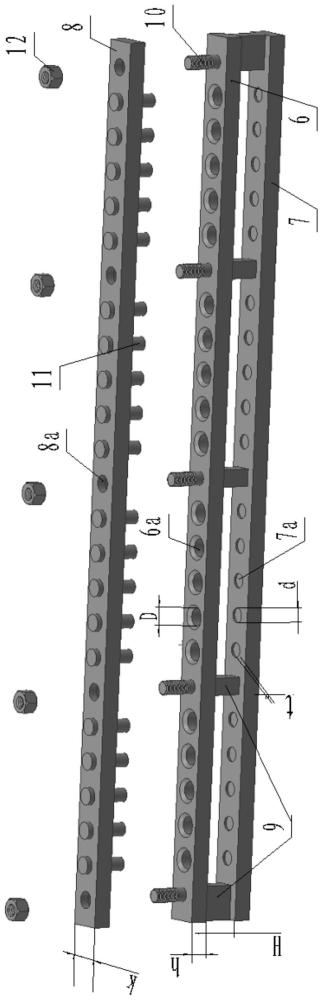
2、为实现上述目的,一方面,本发明提出一种销轴类零件吹砂保护夹具,包括上条形板、下条形板、以及压板;在上条形板与下条形板之间设置有多个隔块,使得所述上条形板与下条形板形成上下间隔设置;在所述上条形板上直线排列多个贯穿孔,所述贯穿孔的直径d与销轴零件的上盘状部的直径d1形成滑动配合;在所述下条形板上设置有孔位与贯穿孔相对应的沉孔,所述沉孔的直径d与销轴零件的下盘状部的直径d3形成滑动配合;螺钉自下而上依次穿过下条形板、隔块以及上条形板;螺钉的螺纹端向上伸出上条形板;在所述压板排列设置有多个顶柱,所述顶柱的位置与贯穿孔的孔位相对应,顶柱的下端可深入至贯穿孔中;在所述压板上设置与孔位与螺钉相对应的螺钉过孔;螺钉的末端旋合有锁紧螺母。
3、优选的,所述沉孔的深度为t,所述隔块的厚度为h,满足:
4、b≤t≤b+e/2;
5、l+e/2<h<l+2e;
6、其中:b为销轴零件的下盘状部的厚度;e为销轴零件的下环形槽或者上环形槽的槽宽;l为销轴零件的轴体部的高度。
7、优选的,所述上条形板的厚度为h,满足:
8、h≥3a;
9、其中:a为销轴零件的上盘状部的厚度。
10、优选的,在所述贯穿孔的孔口设置有倒斜角。
11、优选的,所述贯穿孔的直径d比销轴零件的上盘状部的直径d1大0.2mm~0.5mm;沉孔的直径d比销轴零件的下盘状部的直径d3之间大0.2mm~0.5mm。
12、优选的,所述上条形板、下条形板、以及压板的宽度均为k,满足:
13、k-d1=6mm~10mm;
14、其中:d1为销轴零件的上盘状部的直径。
15、优选的,在所述压板上设置有用于插设所述顶柱的通孔,所述顶柱与通孔之间采用过盈配合。
16、优选的,所述贯穿孔与沉孔上下成对设置,每间隔四至五个沉孔设置一个隔块及螺钉。
17、另一方面,本发明提出一种销轴类零件吹砂方法,采用上述吹砂保护夹具,包括以下步骤:
18、步骤s1:检查,检查销轴零件,表面应无机械损伤、锈蚀、切屑、污物;
19、步骤s2:清洗除油,用干净的丙酮或酒精或水基清洗剂清洗销轴零件,零件清洗后需晾干或吹干;
20、步骤s3:装夹,取下压板,将清洗后销轴零件按小端朝下逐一竖直从上条形板的贯穿孔插入,且销轴零件的下盘状部向下插入至下条形板的沉孔中,销轴零件的上盘状部位于贯穿孔中,然后盖上压板,利用顶柱轴向压紧在销轴零件,然后逐一拧上锁紧螺母,所有锁紧螺母拧上后,由中间向两边依次紧固;
21、步骤s4:吹砂,按照吹砂工艺要求,对销轴零件的轴体部的外周面进行吹砂;
22、步骤s5:清理,吹砂结束后,使用洁净压缩空气去除表面砂粒及灰尘;
23、步骤s6:拆卸,依次松开锁紧螺母,然后取下压板,取下销轴零件,操作过程需戴洁净手套,不允许赤手触摸零件的吹砂面,防止吹砂面被污染。
24、优选的,在步骤s3和步骤s6中,进行装夹、以及拆卸操作时,操作过程需戴洁净手套;在步骤s4中,进行吹砂时,通过调整吹砂角度和喷枪缓慢移动对销轴零件的轴体部的外周面进行吹砂,不允许固定一处吹砂。
25、由于采用了上述技术方案,本发明的有益效果如下:
26、(1)在本发明中,通过在上条形板上直线排列多个贯穿孔,并在下条形板上设置有孔位与贯穿孔相对应的沉孔,在装夹销轴零件时,销轴零件按小端朝下竖直从上条形板的贯穿孔插入,且销轴零件的下盘状部向下插入至下条形板的沉孔中,而销轴零件的上盘状部位于贯穿孔中,此时,销轴零件即可竖直插设在吹砂保护夹具,不会产生倾斜、或在产生倾倒,只需装上压板并利用顶柱在上条形板的贯穿孔中顶紧销轴零件,即可完成装夹,极大地提高了装夹效率,缩短产品加工周期。
27、(2)由于销轴零件存在上环形槽和下环形槽,且环形槽的表面为允许吹砂的过渡区域。因此为了保证销轴零件的下盘状部、上盘状部能够形成完整遮挡,因此对本发明中下条形板中沉孔的深度、以及隔块的厚度均进行了相应的尺寸设计,保证销轴零件非吹砂区域得到完整的保护。
28、(3)本发明所提供的吹砂夹具,装夹方便,保护零件数量多;上、下条形板间距通过隔块固定,露出销轴零件吹砂区域,无需手动调整;零件吹砂完毕便于清理,且拆卸方便。
技术特征:
1.一种销轴类零件吹砂保护夹具,其特征在于,包括上条形板(6)、下条形板(7)、以及压板(8);在上条形板(6)与下条形板(7)之间设置有多个隔块(9),使得所述上条形板(6)与下条形板(7)形成上下间隔设置;
2.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,所述沉孔(7a)的深度为t,所述隔块(9)的厚度为h,满足:
3.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,所述上条形板(6)的厚度为h,满足:
4.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,在所述贯穿孔(6a)的孔口设置有倒斜角。
5.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,所述贯穿孔(6a)的直径d比销轴零件的上盘状部(1)的直径d1大0.2mm~0.5mm;沉孔(7a)的直径d比销轴零件的下盘状部(5)的直径d3之间大0.2mm~0.5mm。
6.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,所述上条形板(6)、下条形板(7)、以及压板(8)的宽度均为k,满足:
7.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,在所述压板(8)上设置有用于插设所述顶柱(11)的通孔,所述顶柱(11)与通孔之间采用过盈配合。
8.如权利要求1所述的一种销轴类零件吹砂保护夹具,其特征在于,所述贯穿孔(6a)与沉孔(7a)上下成对设置,每间隔四至五个沉孔(7a)设置一个隔块(9)及螺钉(10)。
9.一种销轴类零件吹砂方法,其特征在于,采用权利要求1至8任一项所述的吹砂保护夹具,包括以下步骤:
10.如权利要求9所述的一种销轴类零件吹砂方法,其特征在于:在步骤s3和步骤s6中,进行装夹、以及拆卸操作时,操作过程需戴洁净手套;在步骤s4中,进行吹砂时,通过调整吹砂角度和喷枪缓慢移动对销轴零件的轴体部(3)的外周面进行吹砂,不允许固定一处吹砂。
技术总结
一种销轴类零件吹砂保护夹具及吹砂方法,该夹具包括上条形板、下条形板、以及压板;在上条形板与下条形板之间设置有多个隔块,使得上条形板与下条形板形成上下间隔设置;在上条形板上直线排列多个贯穿孔;在下条形板上设置有孔位与贯穿孔相对应的沉孔;螺钉自下而上依次穿过下条形板、隔块以及上条形板;螺钉的螺纹端向上伸出上条形板;在压板排列设置有多个顶柱,顶柱的位置与贯穿孔的孔位相对应,顶柱的下端可深入至贯穿孔中;在压板上设置与孔位与螺钉相对应的螺钉过孔;螺钉的末端旋合有锁紧螺母。装夹时销轴零件不会产生倾斜、或产生倾倒,极大地提高了装夹效率。
技术研发人员:韩建兴,颜明华,丁晋,黄思谦,黎金城,胡继军,齐志锋
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!