一种成型检测一体化的金属激光增材制造设备的制作方法
本发明是一种成型检测一体化的金属激光增材制造设备,属于增材制造。
背景技术:
1、增材制造作为“深入实施制造强国战略”的主攻方向,加快建设质量强国、航天强国、数字中国的重要手段,金属增材制造已经被广泛应用于航空、航天、汽车、船舶等尖端领域;
2、在金属增材制造中,由于非均匀温度场和应力场交替作用,易使零件含有残余应力,致使零件发生变形、开裂等问题,为了保证金属增材制造零件得到制造精度、结构强度,一般要对增材制造后的零件进行检测和调控处理;
3、目前,一般先采用增材制造成型设备进行增材制造工作,然后取出增材制造后的零件,并将零件放入检测设备内,通过检测设备对零件的信息数据进行采集,并根据信息数据分析出相应的工艺参数;
4、检测后,从检测设备内取出零件,再将零件放入应力调控设备内,然后根据工艺参数,使应力调控设备对零件进行有效的应力调控,这样虽然保证零件的制造精度和质量;
5、但是增材制造零件需要在增材制造成型设备、应力调控设备、检测设备之间多次转移,多次取放操作,会难以保证零件的一致性,并且取放操作会增加检测和调控时间,显著增加的制造时间。
6、本
技术实现要素:
7、针对现有技术中的问题,本发明提供了一种成型检测一体化的金属激光增材制造设备。
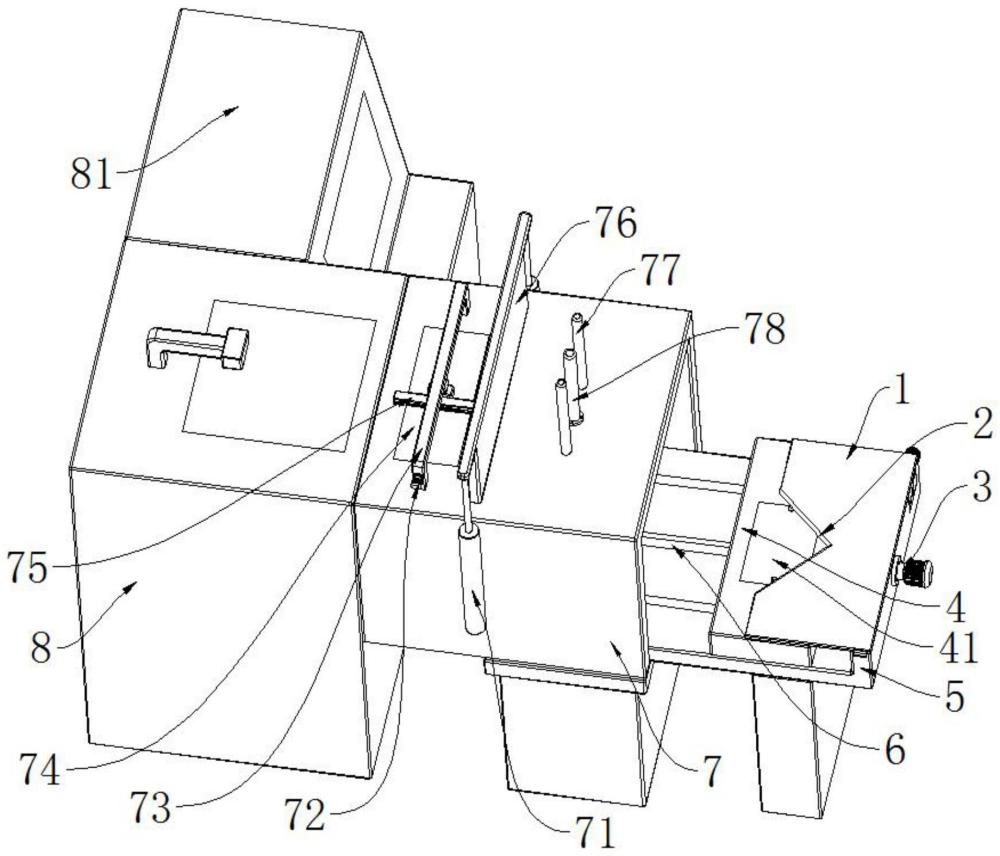
8、本发明解决其技术问题所采用的技术方案是:一种成型检测一体化的金属激光增材制造设备,包括增材制造成型机以及设置在增材制造成型机后端总控制器,所述增材制造成型机右端设置倒u型隔热板,且倒u型隔热板与增材制造成型机的出口连通布置;
9、所述增材制造成型机右端安装输送件,且输送件延伸入增材制造成型机内,所述输送件右端贯穿倒u型隔热板,所述倒u型隔热板上端左侧设置检测件,所述倒u型隔热板上端右侧安装应力调控件,且应力调控件延伸入倒u型隔热板内,所述应力调控件位于输送件上侧,且应力调控件处在检测件右侧;
10、所述输送件上端安装辅助件,且辅助件位于倒u型隔热板右侧,所述输送件的活动部连接移动座,所述移动座上端面中部向下凹陷形成放置槽,所述放置槽内部活动安装托板,且托板上端面与移动座上端面重合;
11、所述托板下端中部设置第三磁板,所述放置槽内部底端中部安装第二磁板,所述第二磁板位于第三磁板正下方,且第三磁板与第二磁板相互排斥布置,所述托板下端与放置槽内部底端之间的四个棱角位置均设置第一伸缩杆,所述第一伸缩杆位于第二磁板外侧,且第一伸缩杆处在第三磁板外侧。
12、进一步地,所述输送件包括l型板,所述l型板的横向部设置在增材制造成型机右端,且l型板的横向部延伸至增材制造成型机内部左壁上,所述l型板的横向部贯穿倒u型隔热板,且l型板下端面与倒u型隔热板下端面重合;
13、所述l型板的横向部上端面向下凹陷形成凹槽,且凹槽沿着l型板长度方向布置,所述凹槽内部转动连接丝杆,且丝杆沿着凹槽长度方向布置,所述l型板右端设置第一驱动器的固定部,且第一驱动器的活动部穿过l型板并与丝杆连接;
14、所述移动座滑动连接在l型板的横向部上端,所述移动座下端设置螺母座,且螺母座位于凹槽内,所述丝杆贯穿螺母座,且丝杆通过滚动螺母副与螺母座连接,所述移动座上端面与l型板的竖向部上端面重合;
15、所述l型板的横向部上端面向下凹陷形成两个滑槽,且两个滑槽位于凹槽前后两侧,所述移动座下端对称安装两个滑块,且两个滑块位于螺母座前后两侧,两个所述滑块分别滑动连接在两个滑槽内。
16、进一步地,所述辅助件包括刮板,所述刮板贴合在l型板的竖向部上端,且刮板位于倒u型隔热板右侧,所述刮板下端面与移动座上端面重合;
17、所述刮板的左侧上端面向下凹陷形成v型槽,且v型槽贯穿刮板,所述v型槽呈左宽右窄布置,且v型槽延伸至刮板左端,所述v型槽位于l型板的竖向部左侧,且v型槽的v型边呈刀刃结构;
18、所述刮板的右侧前端与l型板的竖向部前端通过铰链连接,所述刮板后侧下端镶嵌第一磁板,所述l型板的竖向部上端镶嵌第五磁板,所述第五磁板贴合在第一磁板正下端,且第一磁板与第五磁板相互吸附布置,所述l型板的竖向部后端安装推动构件,且推动构件与刮板下端后侧连接。
19、进一步地,所述推动构件包括第二驱动器,所述第二驱动器的固定部安装在l型板的竖向部后端;
20、所述l型板的竖向部后侧上端面向下凹陷形成通槽,且通槽延伸至l型板的竖向部左右两端上,所述通槽位于第五磁板前侧,所述通槽内部下侧转动连接第一螺杆,所述第二驱动器的活动部穿过l型板并与第一螺杆连接;
21、所述刮板下端后侧设置前宽后窄布置的第二锥形块,所述第二锥形块位于通槽内,且第二锥形块处在第一螺杆上侧,所述第一螺杆外端螺纹连接前窄后宽布置的第一锥形块,且第一锥形块位于通槽内,所述第一锥形块位于第二锥形块后下端,且第一锥形块的斜面部与第二锥形块的斜面部相互贴合。
22、进一步地,所述应力调控件包括位于倒u型隔热板内的隔热罩,所述隔热罩处在移动座上侧;
23、所述倒u型隔热板右侧上端设置第一升降设备的固定部,所述第一升降设备的活动部穿过倒u型隔热板并与隔热罩连接,所述隔热罩上端对称设置两个圆杆,且两个圆杆位于第一升降设备前后两侧,所述圆杆延伸出倒u型隔热板上侧且倒u型隔热板与圆杆滑动连接;
24、所述隔热罩前后端面均向内凹陷形成功能槽,且功能槽延伸至隔热罩内壁,两个所述功能槽外端均活动设置有活动板,所述活动板朝内端贯穿功能槽并延伸入隔热罩内,所述活动板上下两端均设置有隔热布,且隔热布固定在功能槽内;
25、所述隔热罩左右两壁下侧均安装蛇形加热器,所述隔热罩前后两端均设置激振器的固定部,且激振器的固定部位于功能槽上侧,所述激振器的活动部与活动板连接;
26、所述托板上端面向下凹陷形成两个定位孔,所述定位孔内部底端安装第四磁板,所述活动板下端安装与定位孔配合使用的插杆,所述插杆位于隔热罩内,且插杆延伸出隔热罩下侧,所述插杆下端设置用于和第四磁板相互吸附的第六磁板。
27、进一步地,所述隔热罩内部滑动连接压板,且压板位于蛇形加热器上侧,所述压板上端与隔热罩内部顶端之间均匀设置多个弹性件;
28、所述压板上端与隔热罩内部顶端之间四个棱角位置均设置第二伸缩杆,所述第二伸缩杆位于弹性件外侧。
29、进一步地,所述倒u型隔热板上端面向下凹陷形成安装槽,所述安装槽延伸至倒u型隔热板内部顶端,且安装槽位于隔热罩左侧;
30、所述安装槽上端滑动连接t型隔板的竖向部,所述t型隔板的竖向部贯穿安装槽并延伸入倒u型隔热板内,所述倒u型隔热板前后两端均设置第二升降设备的固定部,两个所述第二升降设备的活动部对称设置在t型隔板的横向部下端。
31、进一步地,所述检测件包括倒u型架,所述倒u型架的两个竖向部均设置在倒u型隔热板上端,所述倒u型架的两个竖向部之间转动连接第二螺杆,所述倒u型架前端设置第三驱动器的固定部,且第三驱动器的活动部与第二螺杆连接;
32、所述倒u型隔热板上端面向下凹陷形成辅助槽,所述辅助槽延伸至倒u型隔热板内部顶端,所述辅助槽位于倒u型架的两个竖向部之间,且辅助槽处在安装槽左侧,所述辅助槽内固定透明板,所述第二螺杆外端螺纹连接活动块,所述活动块下端安装检测器,且检测器位于透明板上侧。
33、进一步地,所述检测器前端设置第一移动板,且第一移动板位于安装槽左侧,所述第一移动板下端设置第二清理块,且第二清理块贴合在透明板上端;
34、所述第一移动板下端对称安装两个第一磁块,且两个第一磁块位于第二清理块左右两侧,两个所述第一磁块均贴合在倒u型隔热板上端,所述倒u型隔热板内部顶端对称贴合两个第二磁块,所述第二磁块位于第一磁块正下方且第一磁块与第二磁块相互吸附布置;
35、所述倒u型隔热板内活动设置第二移动板,所述第二移动板位于安装槽左侧,且第二移动板位于移动座上侧,两个所述第二磁块对称安装在第二移动板上端,所述第二移动板上端设置第一清理块,且第一清理块位于两个第二磁块之间,所述第一清理块贴合在透明板下端;
36、所述倒u型架的两个竖向部之间上侧设置两个圆柱,两个所述圆柱均贯穿第二移动板,且第二移动板与圆柱滑动连接。
37、本发明的有益效果:
38、1、先利用增材制造成型机,在移动座上进行零件加工成型,再通过第一驱动器、丝杆、螺母座以及移动座,使成型的零件移入倒u型隔热板内,然后利用第三驱动器、第二螺杆以及活动块,使检测器前后循环移动,来对零件进行在线形性检测;
39、再利用第一升降设备,从而驱动隔热罩下移并使隔热罩与移动座上端贴合,利用蛇形加热器以及激振器,可对零件进行残余应力调控;
40、可对零件进行机械式移动,满足对零件的成型、检测和调控进行一体化运行,使零件的制造精度和质量好,有效减少零件生产过程中进行多次转移操作,用于保证零件制造的一致性,也显著降低零件制造时间。
41、2、在检测器前后循环移动过程中,会使第一移动板、第二清理块、第一磁块前后移动,并使第二磁块、第二移动板以及第一清理块前后移动,第一清理块与第二清理块配合使用,实现对透明板上下两端进行清理处理,有效避免透明板上附着的水雾、灰尘等杂质影响检测器对零件的检测作业,用于保证检测效果,功能性好。
42、3、利用两个第二升降设备,使t型隔板下移并与l型板的横向部上端贴合,进而使倒u型隔热板内位于t型隔板左侧的空间形成隔热空间,实现在检测中可对零件因制造而含有的热量进行保存,并辅助零件的调控作业,有效减少热量浪费和消耗,提升资源利用率。
43、4、当隔热罩下端与移动座上端贴合后,弹性件的弹性力会向压板施加下压力,从而对零件进行夹持,一方面辅助对零件的调控作业,防零件与托板之间产生脱离,保证对零件进行有效调控,另一方面在对零件进行振动处理时,弹性件的弹性力会对传递到零件上部的振动力进行补偿,使零件上下两部受到有效的振动力,保证零件的调控效果。
44、5、使插杆插入定位孔内,使插杆与托板之间定位连接,并使第六磁板与第四磁板相互贴合并产生吸附力,使插杆与托板之间稳定连接,并利用激振器,从而驱动活动板以及插杆上下移动,当插杆下移会使托板、第三磁板以及零件下移,当插杆上移时,会在第三磁板与第二磁板之间产生的排斥力作用下,会使托板上移;
45、托板上下循环移动会对托板上的零件施加振动力,从而对零件进行热振处理,进而对零件的残余应力进行调控,实现直接在托板上完成对零件的制造、检测和调控,有效减少对零件造成损伤概率,保证零件的质量。
46、6、托板上零件向右移出并进入刮板下端,此时v型槽的v型刀刃结构先与托板与零件结合部前后对称位置接触,利用v型槽的v型刀刃结构对托板与零件结合部的前后位置均施加斜向切割力,从而将托板与零件结合部进行双向切割,并使零件移入刮板上端,有效减少因单向施加而造成零件损坏概率,保证零件质量。
47、7、利用第二驱动器、第一螺杆,使第一锥形块向前移动,从而使第二锥形块向上移动,进而使刮板绕着铰链发生转动,使刮板产生倾斜,刮板上的零件会沿着刮板向前滑落并与刮板分离,实现零件的自动取料。
技术实现思路
- 还没有人留言评论。精彩留言会获得点赞!