一种采用运动仿形的多工位自动喷砂机及其喷砂工艺的制作方法
本发明涉及3c设备领域,特别指一种采用运动仿形的多工位自动喷砂机及其喷砂工艺。
背景技术:
1、在3c领域,手机、平板电脑等智能终端设备组装过程中,其零配件需要进行表面处理,以便保证表面质量。在手机的零配件中,金属中框是一种重要的框架结构起到支撑及边缘保护作用。在手机金属中框的制成工艺中涉及到针对其表面的处理工艺。
2、喷砂工艺是一种对金属中框表面进行处理的工艺,通过高速喷射出微型砂砾打击在金属中框的侧壁实现对其侧壁表面摩擦,从而完成对其的表面处理。
3、现有的喷砂工艺采用的是通过式喷砂方式,即通过将金属中框放置于流水线上,流水线带动产品经过喷砂工位对金属中框的某一侧边进行喷砂,该种通过式喷砂工艺,单次仅能完成一侧边的喷砂,对于金属中框,需要反复进行四次喷砂才能完成对其四侧壁的喷砂动作,且由于中框相邻两侧边处一般采用圆弧过度;针对四个圆弧过度部位还需要进行四次喷砂。该种喷砂方式,需要反复多次才能完成一个产品的表面处理,工作效率低,且在针对不同侧边或圆弧过度处喷砂时,喷砂枪的距离与金属中框的喷砂位置之间的间距存在差异,导致喷砂密度和力度不同,造成不同位置的喷砂效果不同,影响产品喷砂质量。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,提供一种通过产品自旋转与喷砂组件仿形运动实现了对单个产品多个喷砂位置的一次喷砂,有效地提升了喷砂效率,且不同位置喷砂过程中维持喷砂枪与喷砂部位间距不变,有效地保证了喷砂密度和力度,提升了表面质量一致性的采用运动仿形的多工位自动喷砂机及其喷砂工艺。
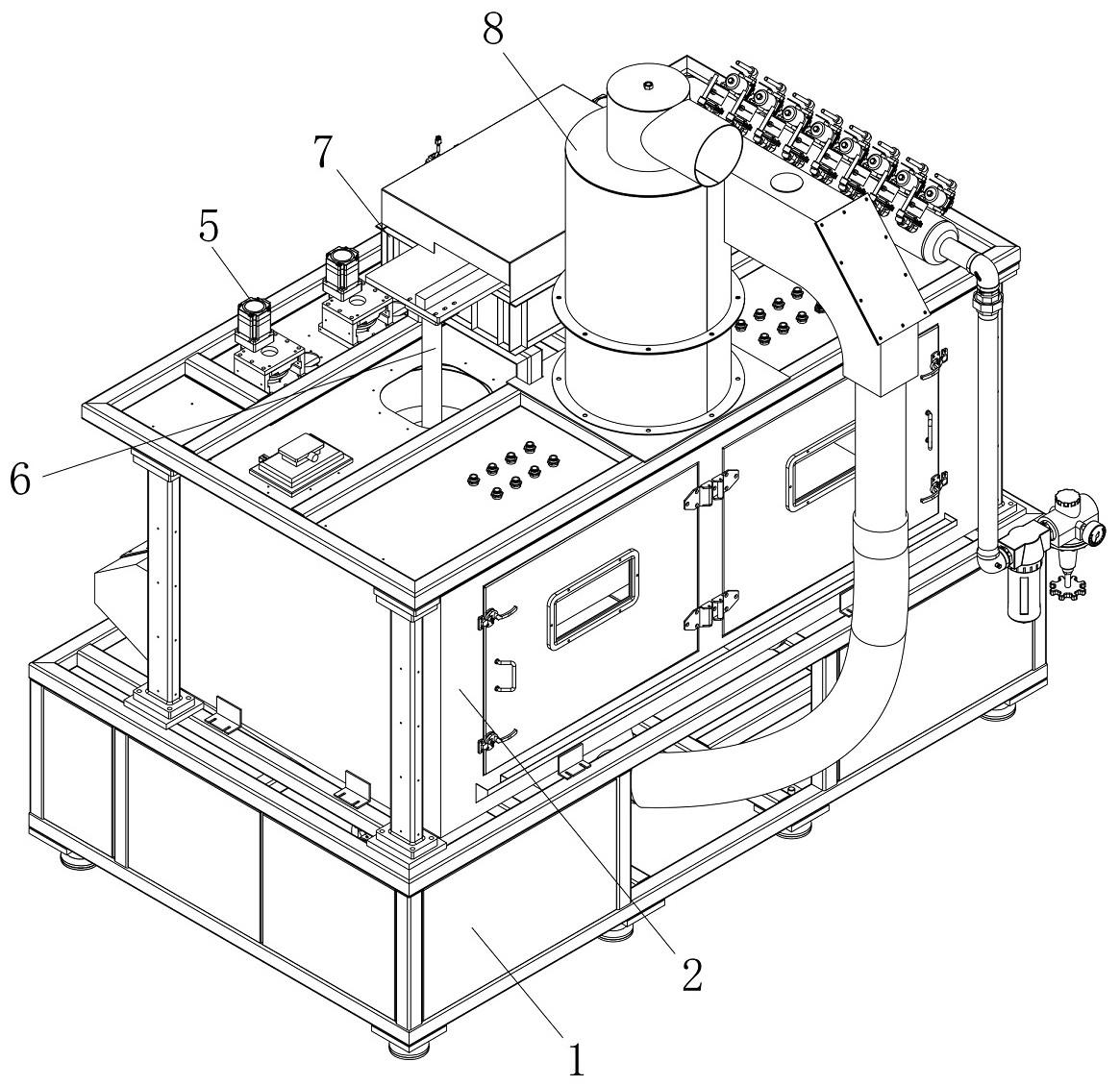
2、本发明采用的技术方案如下:一种采用运动仿形的多工位自动喷砂机,用于屏幕框体表面处理,包括机架及罩设于其上的机罩,机罩内部形成喷砂室,还包括开合机构、轮换平台及喷砂机构,其中,
3、所述喷砂室为封闭空间,喷砂室的下部为漏斗结构,以便喷砂完成后的砂砾向下集中滑落;
4、所述机罩一侧靠近机架处设有至少两个料窗,所述开合机构设置于料窗处,开合机构打开或关闭料窗;
5、所述喷砂室内设有至少两个喷砂工位,至少两个喷砂工位对应至少两个料窗设置;
6、所述轮换平台设置在喷砂室内,轮换平台包括至少两个,至少两个轮换平台对应设置于至少两个喷砂工位和至少两个料窗之间,轮换平台包括两个治具载台,两个治具载台在水平面内旋转运动,以便从料窗处接取待喷砂的产品,并将产品旋转至喷砂工位处;
7、所述治具载台上装载有待喷砂的产品,并驱动产品在水平面内旋转运动,以便喷砂机构从不同角度对喷砂;
8、所述喷砂机构设置在喷砂工位处,喷砂机构包括至少两组喷砂组件,至少两组喷砂组件对应至少两个喷砂工位设置,并在水平面内沿纵向及横向方向同步直线运动,以便通过协同产品的旋转进行运动仿形,维持其喷砂点与产品之间的距离不变。
9、优选的,本发明还包括砂循环机构;所述喷砂室下部的漏斗结构设有出砂口;所述砂循环机构与出砂口及喷砂机构连接,砂循环机构从出砂口接取喷砂完成的砂砾后,对其进行过滤除尘后,将砂砾重新导入喷砂机构,实现循环供砂。
10、优选的,所述机罩的一侧设有倾斜支撑面,所述料窗间隔开设在倾斜支撑面上。
11、优选的,所述开合机构包括开合气缸及开合板,所述开合气缸设置在倾斜支撑面上,且输出端朝料窗方向设置;所述开合板可滑动地设置在倾斜支撑面上,并于开合气缸的输出端连接,开合气缸驱动开合板直线运动,以便关闭或打开料窗。
12、优选的,所述轮换平台还包括轮换支座、轮换旋转组件、轮换支柱及轮换支台,其中,所述轮换支座水平设置;所述轮换旋转组件设置在轮换支座上,且输出端朝下设置;所述轮换支柱竖直设置在轮换支座的下方,且与轮换支座可转动地连接,轮换支柱与轮换旋转组件的输出端连接,并经轮换旋转组件驱动而旋转运动;所述轮换支台水平连接在轮换支柱的下部;所述治具载台设置于轮换支台的两侧。
13、优选的,所述轮换支台的下部设有安装空间,该安装空间内设有自旋转组件,所述自旋转组件包括两组,两组自旋转组件分别设置在安装空间的两端处;所述自旋转组件包括旋转电机、旋转轴、第一齿轮、齿轮座、第二齿轮、第三齿轮及自旋座,其中,所述旋转电机设置在轮换支台的下部;所述旋转轴连接在旋转电机的输出端上,且沿轮换支台的外侧方向延伸;所述第一齿轮套设在旋转轴的端部;所述齿轮座设置在第一齿轮的侧部;所述第二齿轮可转动地设置在齿轮座内,并于所述第一齿轮啮合连接;所述第三齿轮套设在转轴下端,并于所述第二齿轮啮合连接,所述旋转电机输出动力驱动旋转轴旋转运动,并经第一齿轮、第二齿轮及第三齿轮驱动转轴旋转运动;所述转轴竖直插设在轮换支台上,且与轮换支台可转动地连接;所述自旋座水平设置在转轴的上端,并随转轴旋转运动;所述治具载台设置在自旋座上,并随自旋座旋转运动,治具载台上水平设有治具,治具上设有至少两根定位柱,定位柱插入并定位放置于治具上的产品。
14、优选的,所述机罩的顶部设有避空孔;所述喷砂机构穿过避空孔与机罩顶部设置的支架可滑动地连接,喷砂机构驱动其喷砂组件在水平面内直线运动过程中,在避空孔所在范围内运动,避免与机罩产生运动干涉;所述支架内部设有滑动空间。
15、优选的,所述喷砂机构还包括纵向驱动组件、横向驱动组件及承载组件,其中,所述纵向驱动组件设置在支架上,并沿纵向方向输出直线动力,以便驱动设置于其上的横向驱动组件纵向运动;所述横向驱动组件沿横向方向输出直线动力,以便驱动设置于其上的承载组件横向运动;所述至少两组喷砂组件沿纵向方向间隔设置在承载组件上,并随承载组件直线运动。
16、一种采用运动仿形的多工位自动喷砂机的喷砂工艺,包括如下工艺步骤:
17、s1、料窗开合:开合机构打开机罩上设置的多个料窗;
18、s2、上料:待喷砂的产品经外部的机械臂搬运至料窗内的轮换平台上,产品经轮换平台定位固定;
19、s3、轮换上料:步骤s2中轮换平台通过旋转将在料窗处接取的产品旋转至喷砂室内的喷砂工位处,并将喷砂工位处已经喷砂完成的产品同步的旋转至料窗处,以便机械臂取出喷砂完成后的产品,实现轮换循环送料及下料;
20、s4、仿形喷砂:步骤s3中轮换平台将产品移动至喷砂工位处后,喷砂机构的喷砂组件对准产品待喷砂部位进行喷砂,轮换平台的治具载台带动产品在水平面内旋转运动,以便切换喷砂角度,同时喷砂机构的喷砂组件在水平面内沿纵向及横向方向运动,以保证喷砂组件与产品待喷砂部位的位置不变,直至产品表面喷砂完成;
21、s5、下料:步骤s4中喷砂完成的产品经轮换平台旋转移送至料窗处,经料窗外部设置的机械臂取出下料。
22、本发明的有益效果在于:
23、本发明针对现有技术存在的缺陷和不足自主研发设计了一种通过产品自旋转与喷砂组件仿形运动实现了对单个产品多个喷砂位置的一次喷砂,有效地提升了喷砂效率,且不同位置喷砂过程中维持喷砂枪与喷砂部位间距不变,有效地保证了喷砂密度和力度,提升了表面质量一致性的采用运动仿形的多工位自动喷砂机及其喷砂工艺。
24、本发明应用于手机金属中框的表面喷砂工艺,整体采用多个喷砂工位设计,通过结合多组喷砂组件以及多组轮换平台实现了单台设备上同时完成多个产品的喷砂动作,能有效提升喷砂效率。在本发明中,采用五工位设计,可同时实现5个产品的喷砂动作,在实际应用过程中可根据生产需求进行工位的增减。另外,本发明的每个喷砂工位处采用轮换平台进行产品的自动轮换上下料,通过轮换平台承载产品的同时,实现产品从料窗处自动接取,并将待喷砂的产品从料窗处转移至喷砂工位处,同时将喷砂工位处喷砂完成的产品轮换转移至料窗处下料,如此循环运动实现了产品的循环上下料,实现了喷砂效率的提升。同时,本发明的轮换平台包括自旋转组件,利用自旋转组件实现了产品喷砂过程中的自旋转,从而在喷砂过程中实现了产品的角度调整,实现了单工位处对产品多个侧边或位置的一次喷砂完成,相比于传统的喷砂通过式喷砂工艺,有效地缩减了喷砂工艺步骤,提升了喷砂效率。同时,本发明的喷砂机构通过同时驱动多组喷砂组件在各喷砂工位处沿纵向及横向方向直线运动,工控机通过预设的产品外轮廓以及产品角度旋转的实时检测,控制多组喷砂组件进行仿形运动,使得喷砂组件的喷砂枪与产品待喷砂部位之间的间距始种维持不变,从而有效地控制了喷砂密度以及力度,保证了产品各个部位处喷砂均匀性,有效地提升了喷砂质量。
- 还没有人留言评论。精彩留言会获得点赞!