一种电视机背板专用钢的生产方法与流程
本发明涉及钢铁冶金炼钢工艺,尤其涉及一种电视机背板专用钢的生产方法。
背景技术:
1、随着家电产品的升级换代,电视机背板的变形日趋复杂,棱角及凸沿增多并加深,且在拉强筋上进行二次拉拔,该位置拉拔过程中限制了金属的流动,在凸模圆角与拉延壁部相切处容易引发开裂,因此对产品的变形能力提出了更高的要求,为了与时俱进的提高产品试用性,包钢开展新电视机背板专用钢冶金工艺路线研究。
技术实现思路
1、本发明的目的是提供一种电视机背板专用钢的生产方法,以满足电视机背板对产品变形能力提出的新要求。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种电视机背板专用钢的生产方法,包括以下工序:炼钢工序-热轧工序-冷轧工序-镀锌工序;其中:炼钢工序包括:转炉顶底复吹冶炼—lf精炼—rh精炼—板坯连铸—缓冷;热轧工序包括:铸坯加热—高压水除鳞—定宽压力机—e1 r1粗轧机轧制—e2r2粗轧机轧制—飞剪—高压水除鳞—f1-f7精轧机轧制—加密型层流冷却—卷取;冷轧工序包括:酸轧开卷—焊接—拉矫—酸洗—漂洗—烘干—切边—连轧机冷轧—分切—卷取;镀锌工序包括:镀锌开卷—焊接—入口活套—清洗—退火炉—锌锅—镀后冷却—水淬—中间活套—光整—矫直—辊涂机—烘干机—出口活套—切边—表面检查—涂油—取样—卷取—称重、检验—包装;其特征在于:
4、转炉顶底复吹转炉出钢温度要求大于1660℃;必须使用周转包出钢,出钢温降要求小于70℃;根据钢水氧含量及下渣量加入顶渣改质剂;
5、lf精炼炉根据钢水就位温度进行加热提温操作,并加入白灰、改质剂进行顶渣改质处理;
6、所述rh精炼进行深脱碳处理,脱碳结束后,根据定氧情况加入铝粒,循环4分钟加入锰铁、钛铁、硼铁合金调整成分;调成分完毕后确保真空循环不小于6分钟;
7、所述板坯连铸的铸机浇注过程中间包过热度控制范围30-45℃,生产拉速1.0-1.8m/min;
8、所述电视机背板专用钢的化学成分按质量百分比计为:c≤0.0025%;s i≤0.03%;mn≤0.40%;p≤0.020%;s≤0.015%;ti≥0.060%;n≤40ppm;b≥3ppm,其余为fe和不可避免的杂质。
9、进一步的,钛铁加入3min后添加硼铁合金。
10、进一步的,所述铸坯的厚度为230mm,热轧厚度为:2.5-4.5mm;
11、所述铸坯加热的加热温度为≤1220℃,加热时间为180-300min,均热温度为1180-1220℃,均热时间为30-60min,出炉温度为1220℃;
12、精轧的终轧温度为≥890℃,卷取温度为650-750℃;
13、冷却的方式为前分散冷却方式。
14、进一步的,冷轧厚度为0.45-1.2mm。
15、进一步的,镀锌工序中退火加热温度≥750℃,退火均热温度≥800℃,平整机延伸率为0.5-1.0%。
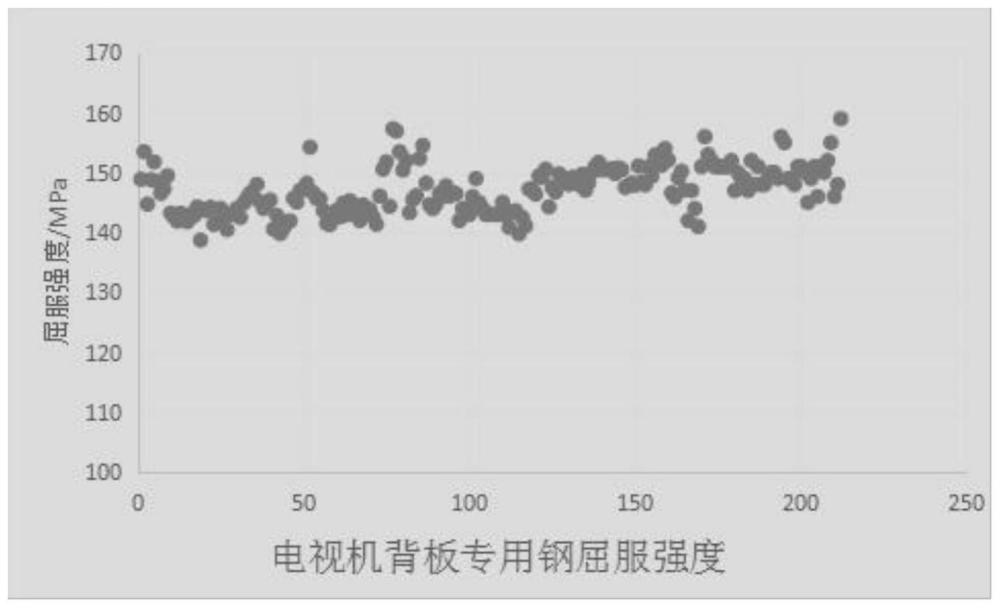
16、进一步的,所述电视机背板专用钢的力学性能满足:屈服强度≤170mpa,延伸率≥40.0,r值≥2.2。
17、与现有技术相比,本发明的有益技术效果:
18、经实际使用证明,本发明的产品采用新成分设计和冶金工艺参数,性能适宜,其力学性能满足如下标准的要求:屈服强度≤170mpa,延伸率≥40.0,r值≥2.2。提供的生产方法通过采用新成分设计和冶金工艺参数,提供一种满足用户深冲压的电视机背板专用钢的生产方法。
技术特征:
1.一种电视机背板专用钢的生产方法,包括以下工序:炼钢工序-热轧工序-冷轧工序-镀锌工序;其中:炼钢工序包括:转炉顶底复吹冶炼—lf精炼—rh精炼—板坯连铸—缓冷;热轧工序包括:铸坯加热—高压水除鳞—定宽压力机—e1r1粗轧机轧制—e2r2粗轧机轧制—飞剪—高压水除鳞—f1-f7精轧机轧制—加密型层流冷却—卷取;冷轧工序包括:酸轧开卷—焊接—拉矫—酸洗—漂洗—烘干—切边—连轧机冷轧—分切—卷取;镀锌工序包括:镀锌开卷—焊接—入口活套—清洗—退火炉—锌锅—镀后冷却—水淬—中间活套—光整—矫直—辊涂机—烘干机—出口活套—切边—表面检查—涂油—取样—卷取—称重、检验—包装;其特征在于:
2.根据权利要求1所述的电视机背板专用钢的生产方法,其特征在于:钛铁加入3min后添加硼铁合金。
3.根据权利要求1所述的电视机背板专用钢的生产方法,其特征在于:所述铸坯的厚度为230mm,热轧厚度为:2.5-4.5mm;
4.根据权利要求1所述的电视机背板专用钢的生产方法,其特征在于:冷轧厚度为0.45-1.2mm。
5.根据权利要求1所述的电视机背板专用钢的生产方法,其特征在于:镀锌工序中退火加热温度≥750℃,退火均热温度≥800℃,平整机延伸率为0.5-1.0%。
6.根据权利要求1所述的电视机背板专用钢的生产方法,其特征在于:所述电视机背板专用钢的力学性能满足如下标准要求:屈服强度≤170mpa,延伸率≥40.0,r值≥2.2。
技术总结
本发明公开了一种电视机背板专用钢的生产方法,转炉顶底复吹转炉出钢温度要求大于1660℃;必须使用周转包出钢,出钢温降要求小于70℃;LF精炼炉根据钢水就位温度进行加热提温操作,并加入白灰、改质剂进行顶渣改质处理;RH精炼,脱碳结束后,根据定氧情况加入铝粒,循环4分钟加入合金调整成分;调成分完毕后确保真空循环不小于6分钟;中间包过热度控制范围30‑45℃,生产拉速1.0‑1.8m/mi n;化学成分按质量百分比计为:C≤0.0025%;S i≤0.03%;Mn≤0.40%;P≤0.020%;S≤0.015%;T i≥0.060%;N≤40ppm;B≥3ppm,其余为Fe和不可避免的杂质。本发明的目的是满足电视机背板对产品变形能力提出的新要求。
技术研发人员:路璐,刘妍,宋文钟,王亚男,薛艳红,刘野
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!