一种高碳钢小方坯中心偏析的控制方法及装置与流程
本发明涉及连续铸钢,具体涉及一种高碳钢小方坯中心偏析的控制方法及装置。
背景技术:
1、在实际生产过程中,由于连铸各炉钢水温度的不同及中间包各流出口位置的区别,各炉次下各流浸入式水口流出的钢水温度存在一定差异。如果在连铸过程中设定相同的冷却水量,将直接影响凝固组织的形态,也将影响凝固坯壳的厚度和凝固终点的长度等,造成方坯中心偏析的问题,进而造成各炉次下各流连铸坯质量的不稳定。
2、为保证浇铸过程中中间包内钢水温度的稳定,实现恒温恒拉速连铸与铸坯质量稳定性,中间包感应加热控温技术日益受到重视。然而,感应加热中间包的成本高,一般钢种很少使用,并且感应加热中间包在流钢通道加热钢包流向中间包的钢水,并不能消除中间包流与流之间的温度差异,还是会影响铸坯内部质量及稳定性,造成方坯中心偏析严重。
技术实现思路
1、有鉴于此,本发明提供了一种高碳钢小方坯中心偏析的控制方法及装置,以解决现有技术中连铸坯中心偏析严重的技术问题。
2、第一方面,本发明提供了一种高碳钢小方坯中心偏析的控制方法,该方法包括:
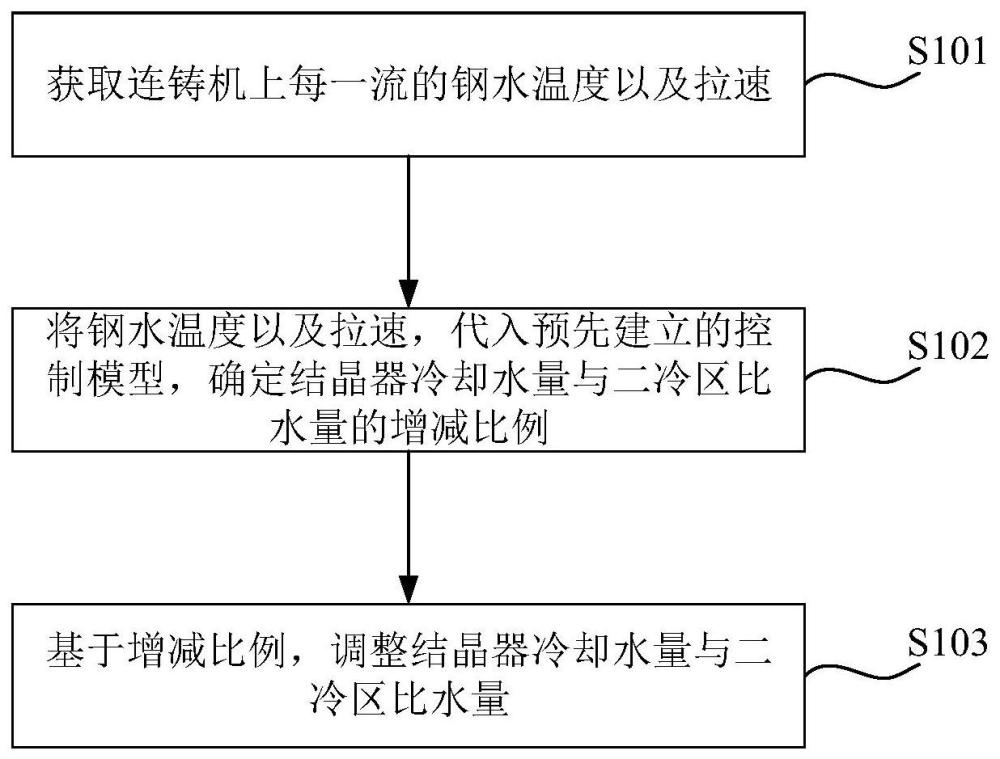
3、获取连铸机上每一流的钢水温度以及拉速;
4、将钢水温度以及拉速,代入预先建立的控制模型,确定结晶器冷却水量与二冷区比水量的增减比例;
5、基于增减比例,调整结晶器冷却水量与二冷区比水量,使得每一流的连铸坯在末端电磁搅拌器位置的液芯厚度在20mm±0.1mm;
6、控制模型为:
7、
8、其中,q为增减比例、t为钢水温度、tl为钢水的液相线温度、t-tl为钢水的过热度。
9、在一种可选的实施方式中,以结晶器冷却水量为1750l/min、二冷区比水量为1.5l/kg为冷却强度基准,在冷却强度基准的基础上,基于增减比例,调整结晶器冷却水量与二冷区比水量。
10、在一种可选的实施方式中,连铸机为全弧形连铸机,连铸机的弧半径为9m,末端电磁搅拌器安装在连铸机的二冷区下方,且在弧长的8.3m的位置。
11、在一种可选的实施方式中,二冷区的长度为6.8m。
12、在一种可选的实施方式中,二冷区包括四个子冷却区,子冷却区的冷却水量比值为78:96:29:25。
13、在一种可选的实施方式中,末端电磁搅拌器的电流为400a-600a、频率为11hz-13hz,中心磁感应强度为120mt-160mt。
14、在一种可选的实施方式中,利用自动测温仪检测钢水温度,自动测温仪设置在连铸机的中间包上水口入口附近。
15、在一种可选的实施方式中,连铸机的铸坯断面为140mm×140mm。
16、在一种可选的实施方式中,连铸机浇铸的钢种为高碳钢,碳含量为0.6%-0.8%。
17、第二方面,本发明提供了一种高碳钢小方坯中心偏析的控制装置,装置包括:
18、获取模块,用于获取连铸机上每一流的钢水温度以及拉速;
19、确定模块,用于将钢水温度以及拉速,代入预先建立的控制模型,确定结晶器冷却水量与二冷区比水量的增减比例;
20、调整模块,用于基于增减比例,调整结晶器冷却水量与二冷区比水量,使得每一流的连铸坯在末端电磁搅拌器位置的液芯厚度在20mm±0.1mm;
21、控制模型为:
22、
23、其中,q为增减比例、t为钢水温度、tl为钢水的液相线温度、t-tl为钢水的过热度。
24、本发明中,通过调整结晶器冷却水量与二冷区比水量,以均衡各炉次下各流钢水温度和拉速带来的差异,使各流连铸坯保持相近的凝固进程,并使得末端电磁搅拌器位置的液芯厚度保持在20mm±0.1mm,这样有利于电磁搅拌器均匀液芯钢水的成分和温度,改善连铸坯最后凝固时的中心偏析和疏松问题,提高连铸坯质量的稳定性。进一步地,由于连铸冷却水系统和中间包自动测温仪为车间现有设备,稍加改造便可投入使用,有利于减少设备投入成本;通过调整结晶器冷却水量与二冷区比水量,可以抵消钢水温度和拉速带来的差异,且控制模型简洁有效,结果可靠性高,现场可操作性好。
技术特征:
1.一种高碳钢小方坯中心偏析的控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的控制方法,其特征在于,以所述结晶器冷却水量为1750l/min、所述二冷区比水量为1.5l/kg为冷却强度基准,在所述冷却强度基准的基础上,基于所述增减比例,调整所述结晶器冷却水量与所述二冷区比水量。
3.根据权利要求1所述的控制方法,其特征在于,所述连铸机为全弧形连铸机,所述连铸机的弧半径为9m,所述末端电磁搅拌器安装在所述连铸机的二冷区下方,且在弧长的8.3m的位置。
4.根据权利要求3所述的控制方法,其特征在于,所述二冷区的长度为6.8m。
5.根据权利要求4所述的控制方法,其特征在于,所述二冷区包括四个子冷却区,所述子冷却区的冷却水量比值为78:96:29:25。
6.根据权利要求1所述的控制方法,其特征在于,所述末端电磁搅拌器的电流为400a-600a、频率为11hz-13hz,中心磁感应强度为120mt-160mt。
7.根据权利要求1所述的控制方法,其特征在于,利用自动测温仪检测所述钢水温度,所述自动测温仪设置在连铸机的中间包上水口入口附近。
8.根据权利要求1所述的控制方法,其特征在于,所述连铸机的铸坯断面为140mm×140mm。
9.根据权利要求1所述的控制方法,其特征在于,所述连铸机浇铸的钢种为高碳钢,碳含量为0.6%-0.8%。
10.一种高碳钢小方坯中心偏析的控制装置,其特征在于,所述装置包括:
技术总结
本发明涉及连续铸钢技术领域,公开了一种高碳钢小方坯中心偏析的控制方法及装置,该方法包括:获取连铸机上每一流的钢水温度以及拉速;将钢水温度以及拉速,代入预先建立的控制模型,确定结晶器冷却水量与二冷区比水量的增减比例;基于增减比例,调整结晶器冷却水量与二冷区比水量,使得每一流的连铸坯在末端电磁搅拌器位置的液芯厚度在20mm±0.1mm。有利于电磁搅拌器均匀液芯钢水的成分和温度,改善连铸坯最后凝固时的中心偏析和疏松问题,提高连铸坯质量的稳定性。
技术研发人员:张康晖,马建超,李强,周彦召
受保护的技术使用者:江苏省沙钢钢铁研究院有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!