一种螺杆熔模铸造组树结构的制作方法
本技术涉及熔模铸造,特别涉及一种螺杆熔模铸造组树结构。
背景技术:
1、熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,放入热水中将内部蜡模熔化。将熔化完蜡模的泥模取出再焙烧成陶模。一经焙烧。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
2、长螺杆是某国外客户某型食品机械铰肉机的主要配件,件重毛坯为6.27kg,长度为501mm的条状大件产品。要求零件表面抛光处理,几何形状精确,材质用铸造304不锈钢附合食品要求,目视无任何铸造缺陷,铸件经10%盐雾测试须保证48小时无锈点,这就要求铸造工艺须完善,铸件热节得到充分补缩,无任何铸造缺陷,此铸件结构为杆条状大件产品,热节分散,且为大批量生产的民用食品机械产品,要求价格有竟争力,因其生产条件要求设备满足其生产条件,只有方案平组,才能在焙烧浇注时达到生产条件,在铸造过程中容易出现长螺杆及其长螺杆的螺环部排蜡不干净,难以保证铸造件的质量,基于以上原因,设计了该组树方案。
技术实现思路
1、针对现有技术存在的问题,本实用新型提供一种螺杆熔模铸造组树结构。
2、为了实现上述目的,本实用新型技术方案如下:
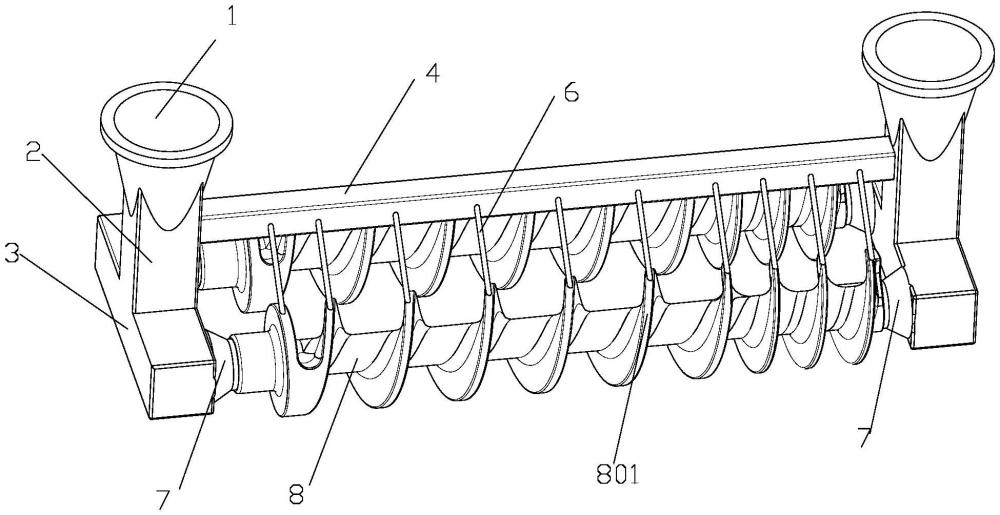
3、本实用新型提供一种螺杆熔模铸造组树结构,包括:相对设置的两组树模头、与两组树模头连通的一排蜡道和两螺杆蜡模;
4、每一所述组树模头均包括浇口杯、与浇口杯连通的直浇道、与直浇道连通的横浇道;
5、所述排蜡道与直浇道连通;所述两螺杆蜡模与横浇道连通;所述排蜡道两侧还连通有若干排蜡管道,所述排蜡管道还与两螺杆蜡模连通。
6、优选的,所述直浇道与横浇道垂直,且置于横浇道中部。
7、优选的,每一所述螺杆蜡模两端均还设有内浇口,所述横浇道端侧对应与内浇口连通。
8、优选的,所述排蜡道置于螺杆蜡模上方,且平行。
9、优选的,所述排蜡管道倾斜设置;所述排蜡管道一端与排蜡道侧壁连通,另一端与螺杆蜡模的螺环连通。
10、优选的,所述排蜡管道的数量设为20根,每侧均设为10根。
11、采用本实用新型的技术方案,具有以下有益效果:
12、本实用新型结构铸件质量稳定可靠,完全达到客户图纸要求,钢液注流平稳,铸件不易产生气孔渣孔,设计排蜡道及其排蜡管道进行排蜡,排蜡干净,利于成本及组件质量,提供了一种平做螺杆的方案,对于没条件进行竖做的螺杆给了一种新的选择。
技术特征:
1.一种螺杆熔模铸造组树结构,其特征在于,包括:相对设置的两组树模头、与两组树模头连通的一排蜡道和两螺杆蜡模;
2.根据权利要求1所述的螺杆熔模铸造组树结构,其特征在于,所述直浇道与横浇道垂直,且置于横浇道中部。
3.根据权利要求2所述的螺杆熔模铸造组树结构,其特征在于,每一所述螺杆蜡模两端均还设有内浇口,所述横浇道端侧对应与内浇口连通。
4.根据权利要求3所述的螺杆熔模铸造组树结构,其特征在于,所述排蜡道置于螺杆蜡模上方,且平行。
5.根据权利要求4所述的螺杆熔模铸造组树结构,其特征在于,所述排蜡管道倾斜设置;所述排蜡管道一端与排蜡道侧壁连通,另一端与螺杆蜡模的螺环连通。
6.根据权利要求5所述的螺杆熔模铸造组树结构,其特征在于,所述排蜡管道的数量设为20根,每侧均设为10根。
技术总结
本技术公开一种螺杆熔模铸造组树结构,包括:相对设置的两组树模头、与两组树模头连通的一排蜡道和两螺杆蜡模;每一所述组树模头均包括浇口杯、与浇口杯连通的直浇道、与直浇道连通的横浇道;所述排蜡道与直浇道连通;所述两螺杆蜡模与横浇道连通;所述排蜡道两侧还连通有若干排蜡管道,所述排蜡管道还与两螺杆蜡模连通。本技术结构铸件质量稳定可靠,完全达到客户要求,钢液注流平稳,铸件不易产生气孔渣孔,设计排蜡道及其排蜡管道进行排蜡,排蜡干净,利于成本及组件质量,提供了一种平做螺杆的方案,对于没条件进行竖做的螺杆给了一种新的选择。
技术研发人员:辛惠轩
受保护的技术使用者:深圳市科立达机械有限公司
技术研发日:20230712
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!