一种炼钢转炉装铁天车挂铁包副钩的方法与流程
本发明涉及一种炼钢转炉装铁天车挂铁包副钩的方法,属于炼钢控制方法。
背景技术:
1、随着数字化、网络化、信息化、大数据、机器学习的技术发展,在炼钢转炉全流程生产中需要深度进行智能化建设,包括装铁、吹炼、出钢、溅渣等过程智能化研究和实践。宝钢曾经研究和实践过天车转炉自动装铁功能,天车挂铁包副钩是实现自动装铁功能的关键程序。
技术实现思路
1、本发明目的是提供一种炼钢转炉装铁天车挂铁包副钩的方法,通过利用天车大车、小车、主起升、副起升机构检测装置信号,进行逻辑判断,实现各机构的精准配合,安全可靠的将副钩挂入铁水包倾翻装置倾翻轴上,为自动装铁研发提供关键环节的技术支撑,有效地解决了背景技术中存在的上述问题。
2、本发明的技术方案是:一种炼钢转炉装铁天车挂铁包副钩的方法,包含以下步骤:
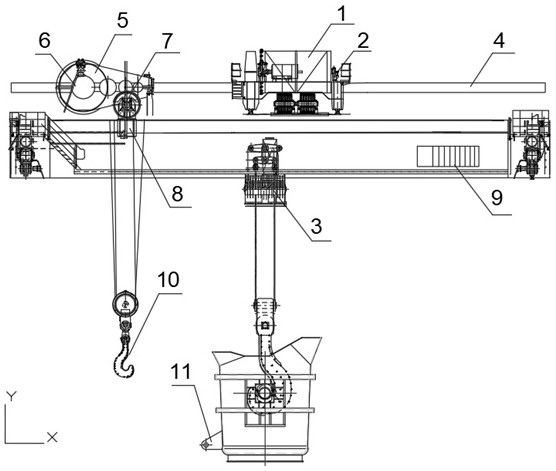
3、(1)天车主小车x轴位置、主起升y轴位置和主钩重量分别由主小车格雷码电缆定位测量装置、主起升编码器和主钩称重测量装置采集;天车副小车x轴位置、副起升y轴位置和副钩重量分别由副小车编码器、副起升编码器和副钩称重测量装置采集,此六个信号传入天车控制plc,进行程序逻辑控制和状态闭环检测判断;
4、(2)天车主小车运行定位在天车主小车x轴位置,主钩上升至装铁高度zy1位置,天车副小车运行定位在天车副小车x轴位置,天车副钩下降到副钩降到最低点位置fy1;
5、(3)天车副钩在挂钩最低点位置,天车副小车向铁水包方向前行至铁水包倾翻装置倾翻轴下方挂入位置fx2;
6、(4)天车副钩上升到铁水包倾翻装置倾翻轴受力前副钩挂入位置fy2;
7、(5)天车副钩上升到铁水包倾翻装置倾翻轴受力后副钩挂入位置fy3,完成副钩挂入铁水包倾翻装置的倾翻轴上。
8、所述步骤(1)中,位置检测的安全可靠性保证,天车主小车位置zx、天车副小车位置fx、主起升位置zy和副起升位置fy采用冗余检测,通过plc变频器速度积分与极限位标定的方式计算位置,主小车计算位置与格雷码电缆定位测量对比,副小车计算位置、主起升计算位置和副起升计算位置与副小车编码器、主起升编码器和副起升编码器测量位置对比出现偏差退出自动挂铁包副钩。
9、所述步骤(1)中,重量检测安全可靠性保证,天车副钩起升动作过程中,天车控制plc检查驱动变频器转矩变化,与天车副钩重量变化对比,偏差过大,表示副钩称重测量装置测量故障,退出自动挂铁包副钩。
10、所述步骤(2)中,在副钩下降到挂钩最低点位置fy1过程中,副钩重量异常波动,表示副钩与铁包产生意外刮蹭,退出自动挂铁包副钩。
11、所述步骤(4)中,在副钩上升到铁水包倾翻装置倾翻轴受力前副钩挂入位置过程中,副钩重量增加且主钩重量减少,表示副钩与倾翻装置产生意外刮蹭,退出自动挂铁包副钩。
12、所述步骤(5)中,在副钩由铁水包倾翻装置倾翻轴受力前副钩挂入位置上升到铁水包倾翻装置倾翻轴受力后副钩挂入位置过程中,已到铁水包倾翻装置倾翻轴受力后副钩挂入位置的副钩重量未增加且主钩重量未减少,表示副钩意外未挂实倾翻装置,退出自动挂铁包副钩。
13、在转炉平台安装调焦摄像机,天车小车行走方向的45度角采集天车挂铁包副钩全过程的图像,采用卷积神经网络建立识别模型,分为挂钩前准备、挂钩中、挂钩到位和副勾倾斜异常四个状态,经过训练识别率为95%,输出结果在系统界面上报警,退出自动挂铁包副钩。
14、本发明的有益效果是:通过利用天车大车、小车、主起升、副起升机构检测装置信号,进行逻辑判断,实现各机构的精准配合,安全可靠的将副钩挂入铁水包倾翻装置倾翻轴上,为自动装铁研发提供关键环节的技术支撑。
技术特征:
1.一种炼钢转炉装铁天车挂铁包副钩的方法,其特征在于包含以下步骤:
2.根据权利要求1所述的一种减小带钢轧制过程头部跑偏的控制方法,其特征在于:所述步骤(1)中,位置检测的安全可靠性保证,天车主小车位置zx、天车副小车位置fx、主起升位置zy和副起升位置fy采用冗余检测,通过plc变频器速度积分与极限位标定的方式计算位置,主小车计算位置与格雷码电缆定位测量对比,副小车计算位置、主起升计算位置和副起升计算位置与副小车编码器、主起升编码器和副起升编码器测量位置对比出现偏差退出自动挂铁包副钩。
3.根据权利要求1所述的一种减小带钢轧制过程头部跑偏的控制方法,其特征在于:所述步骤(1)中,重量检测安全可靠性保证,天车副钩起升动作过程中,天车控制plc检查驱动变频器转矩变化,与天车副钩重量变化对比,偏差过大,表示副钩称重测量装置测量故障,退出自动挂铁包副钩。
4.根据权利要求1所述的一种炼钢转炉装铁天车挂铁包副钩的方法,其特征在于:所述步骤(2)中,在副钩下降到挂钩最低点位置fy1过程中,副钩重量异常波动,表示副钩与铁包产生意外刮蹭,退出自动挂铁包副钩。
5.根据权利要求1所述的一种炼钢转炉装铁天车挂铁包副钩的方法,其特征在于:所述步骤(4)中,在副钩上升到铁水包倾翻装置倾翻轴受力前副钩挂入位置过程中,副钩重量增加且主钩重量减少,表示副钩与倾翻装置产生意外刮蹭,退出自动挂铁包副钩。
6.根据权利要求1所述的一种减小带钢轧制过程头部跑偏的控制方法,其特征在于:所述步骤(5)中,在副钩由铁水包倾翻装置倾翻轴受力前副钩挂入位置上升到铁水包倾翻装置倾翻轴受力后副钩挂入位置过程中,已到铁水包倾翻装置倾翻轴受力后副钩挂入位置的副钩重量未增加且主钩重量未减少,表示副钩意外未挂实倾翻装置,退出自动挂铁包副钩。
7.根据权利要求1所述的一种减小带钢轧制过程头部跑偏的控制方法,其特征在于:在转炉平台安装调焦摄像机,天车小车行走方向的45度角采集天车挂铁包副钩全过程的图像,采用卷积神经网络建立识别模型,分为挂钩前准备、挂钩中、挂钩到位和副勾倾斜异常四个状态,经过训练识别率为95%,输出结果在系统界面上报警,退出自动挂铁包副钩。
技术总结
本发明涉及一种炼钢转炉装铁天车挂铁包副钩的方法,属于炼钢控制方法技术领域。本发明的技术方案是:天车主小车X轴位置、主起升Y轴位置和主钩重量分别由主小车格雷码电缆定位测量装置、主起升编码器和主钩称重测量装置采集;天车副小车X轴位置、副起升Y轴位置和副钩重量分别由副小车编码器、副起升编码器和副钩称重测量装置采集,此六个信号传入天车控制PLC,进行程序逻辑控制和状态闭环检测判断,完成副钩挂入铁水包倾翻装置的倾翻轴上。本发明的有益效果是:通过利用天车大车、小车、主起升、副起升机构检测装置信号,进行逻辑判断,实现各机构的精准配合,安全可靠的将副钩挂入铁水包倾翻装置倾翻轴上,为自动装铁研发提供关键环节的技术支撑。
技术研发人员:姚旭亮,张士慧,刘双利,王力,李亚民,程君,程瑞宾,赵建,张颜超
受保护的技术使用者:河钢乐亭钢铁有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!