一种热浸锌设备及热浸锌工艺的制作方法
本技术涉及工件镀锌的领域,尤其是涉及一种热浸锌设备及热浸锌工艺。
背景技术:
1、热浸锌也叫热浸镀锌,是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢铁制件进行酸洗,为了去除钢铁制件表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
2、现有的公开号为cn115044849a的中国发明专利公开了一种用于对带钢连续热镀锌的装置,包括溶剂池、热镀池,所述溶剂池和热镀池之间固定连接有第一支撑板,所述溶剂池远离第一支撑板的一侧固定连接有第二支撑板,所述热镀池远离第一支撑板的一侧固定连接有第三支撑板,所述第二支撑板和所述第三支撑板之间设有传输机构,所述传输机构用于传送需要镀锌的带钢,所述第一支撑板的上方设置有两个倾斜设置的第一箱体,两个所述第一箱体的侧面均共同固定连接有连接块,位于下方的所述第一箱体的底部通过第一安装板与所述第一支撑板的顶部固定连接,所述第一箱体上设有第一平面和第二平面,所述第一平面和所述第二平面上分别等距开设有若干个出风孔,所述第一箱体的内部设有遮挡机构,所述遮挡机构用于对若干个所述出风孔进行遮挡,所述第一箱体的侧面设有吹风机构,所述吹风机构用于联动遮挡机构取消对出风孔的遮挡,并通过出风孔往所述带钢的表面吹热风,两个所述第一箱体之间设有擦拭机构,所述擦拭机构用于对带钢两侧多余的溶液进行擦拭;所述第一支撑板的顶部设有预加热机构,所述预加热机构用于对干燥后的带钢进行加热处理。
3、现有的热浸镀锌装置,通过输送带将工件送入热镀池内进行热浸镀锌,之后将工件通过输送带送出热镀池,整个过程中输送带与工件接触的区域始终贴合输送带,容易导致输送带与工件贴合区域无法正常镀锌,从而影响工件的镀锌质量。
技术实现思路
1、为了提升工件的镀锌质量,本技术提供一种热浸锌设备。
2、本技术提供的一种热浸锌设备采用如下的技术方案:
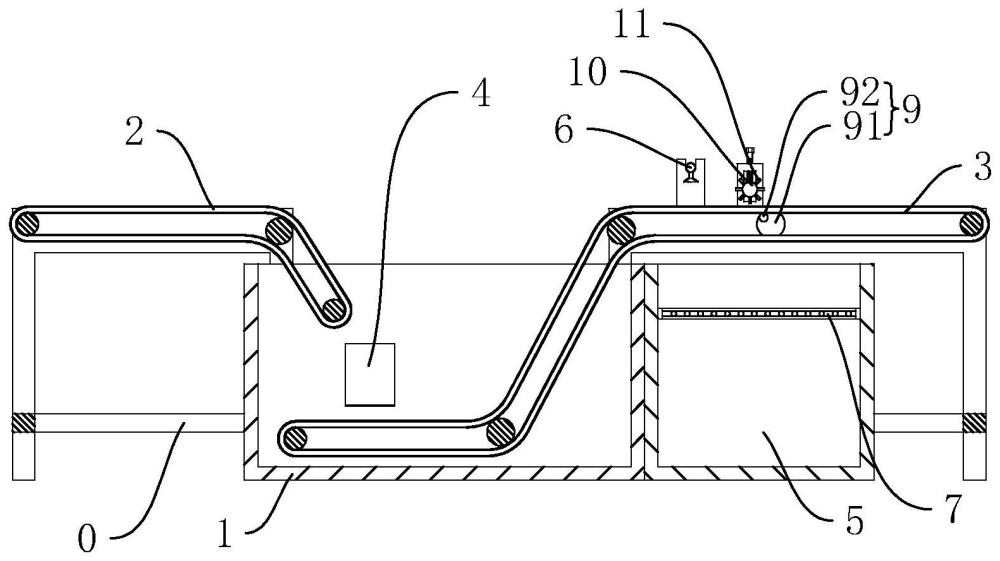
3、一种热浸锌设备,包括浸镀池,所述浸镀池长度方向两端分别设置有朝向浸镀池内输送的进料输送带和朝向浸镀池外输送的出料输送带,所述进料输送带一端伸入浸镀池内另一端架设在浸镀池外,所述出料输送带一端安装于浸镀池内,另一端伸出浸镀池,进料输送带伸入浸镀池一端间隙设置在出料输送带上方。
4、通过采用上述技术方案,工件通过进料输送带输送至浸镀池内之后离开进料输送带掉落至出料输送带上,出料输送带将浸镀完成后的工件送出浸镀池,浸镀期间工件转换了输送带,工件的各个面均与浸镀池内的锌液有接触,降低了因工件与输送带贴合导致部分区域浸镀效果差的概率,提升了工件的镀锌质量。
5、可选的,所述浸镀池内设置有导向板,所述导向板设置在进料输送带和出料输送带之间,所述导向板有两块,两块导向板分别设置在浸镀池宽带方向,两块导向板朝向浸镀池中心倾斜。
6、通过采用上述技术方案,导向板的设置能够导向工件,使工件掉落至出料输送带中部,降低工件随意掉落撞击浸镀池侧壁出现损坏的概率。
7、可选的,所述出料输送带伸出浸镀池一端下方设置有收纳池。
8、通过采用上述技术方案,收纳池的设置能够接收粘附在工件上并未镀设在工件上锌液,降低锌液四处滴落影响工作环境的概率。
9、可选的,所述出料输送带背离收纳池一侧设置有冲洗机构,所述冲洗机构包括冲洗管和喷淋头,所述冲洗管沿收纳池宽带方向架设在出料输送带上,所述喷淋头连接且连通冲洗管,喷淋头有若干均沿冲洗管长度方向均匀设置在出料输送带上方。
10、通过采用上述技术方案,冲洗机构的设置能够对镀锌后的工件进行冲洗,将粘附在工件表面的锌液从工件上冲落,同时冲洗机构也能够快速冷却工件,方便工件的后续加工。
11、可选的,所述收纳池内设置有过滤网,所述过滤网分隔收纳池。
12、通过采用上述技术方案,锌液被水冲入收纳池内后,与收纳池内的水接触后会冷却凝固,过滤网能够将冷却凝固的锌过滤出来,方便后续的处理。
13、可选的,所述收纳池上安装有回流管,所述回流管两端分别连接收纳池和冲洗管,回流管连通收纳池和冲洗管。
14、通过采用上述技术方案,回流管的设置能够将过滤后的水送回冲洗管内,从而实现水的循环利用,节约水资源。
15、可选的,所述收纳池上方设置有拍打机构,所述拍打机构设置在冲洗机构背离浸镀池一侧,拍打机构包括转动盘和拍打辊,所述转动盘转动设置在收纳池上方,所述拍打辊偏心设置在转动盘上,转动盘转动驱动拍打辊间隙拍打出料输送带。
16、通过采用上述技术方案,拍打机构的设置能够通过拍打振动工件,加快工件上水的掉落。
17、可选的,所述收纳池上转动设置有刷辊,刷辊设置在出料输送带上方,所述刷辊上均匀布设有刷毛,刷毛抵接放置于出料输送带上的工件。
18、通过采用上述技术方案,刷辊转动使刷毛将工件上粘附的水和杂物去除。
19、可选的,所述刷辊和转动盘之间设置有联动机构,刷辊通过联动机构带动转动盘转动。
20、通过采用上述技术方案,联动机构的设置能够实现刷辊和转动盘的联动,减少动力机构的设置,节约成本节约能源。
21、一种使用热浸锌设备的热浸锌工艺,其包括如下步骤:
22、s1:脱脂,对工件进行脱脂处理,清理工件表面的油脂;
23、s2:酸洗,将脱脂后的工件放入酸洗池内进行酸洗,去除工件表面的氧化层和锈斑;
24、s3:浸洗,将酸洗后的工件放置在有助镀剂溶液的浸镀池内进行浸洗;
25、s4:浸锌,将工件放入浸镀池内进行热浸镀锌,使工件表面形成镀锌层;
26、s5:冷却,对镀锌完成后的工件冲洗使工件冷却;
27、s6:钝化,将镀锌后的工件放入钝化池内进行钝化处理,使工件表面覆盖一层钝化膜。
28、通过采用上述技术方案,通过脱脂、酸洗和浸洗,在浸镀锌的对工件进行前处理,降低在浸镀锌时因工件上油脂锈斑对镀锌的影响。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1.工件通过进料输送带输送至浸镀池内之后离开进料输送带掉落至出料输送带上,出料输送带将浸镀完成后的工件送出浸镀池,浸镀期间工件转换了输送带,工件的各个面均与浸镀池内的锌液有接触,降低了因工件与输送带贴合导致部分区域浸镀效果差的概率,提升了工件的镀锌质量;
31、2.导向板的设置能够导向工件,使工件掉落至出料输送带中部,降低工件随意掉落撞击浸镀池侧壁出现损坏的概率;
32、3.收纳池的设置能够接收粘附在工件上并未镀设在工件上锌液,降低锌液四处滴落影响工作环境的概率;
33、4.冲洗机构的设置能够对镀锌后的工件进行冲洗,将粘附在工件表面的锌液从工件上冲落,同时冲洗机构也能够快速冷却工件,方便工件的后续加工;
34、5.回流管的设置能够将过滤后的水送回冲洗管内,从而实现水的循环利用,节约水资源;
35、6.拍打机构的设置能够通过拍打振动工件,加快工件上水的掉落;
36、7.刷辊转动使刷毛将工件上粘附的水和杂物去除。
- 还没有人留言评论。精彩留言会获得点赞!