两级压缩制冷机壳体铸件及其铸造方法与流程
本发明涉及制冷机壳体铸件,尤其涉及两级压缩制冷机壳体铸件及其铸造方法。
背景技术:
1、压缩式制冷机是依靠压缩机提高制冷剂的压力以实现制冷循环的设备,两级压缩制冷机是其中的一种,两级压缩制冷机是指来自蒸发器的制冷剂蒸气要经过低压与高压压缩机两次压缩的压缩式制冷机设备,目前压缩制冷机壳体铸件其内部结构上有较多的特殊构造,这样不仅给铸型的设计增加了难度,而且给后期磨修(毛刺打磨与表面修复)操作上增加了工作量与难度,另外还提高了材料的使用量,其中在对压缩制冷机壳体进行浇筑时气孔控制还有待提高,防止影响两级压缩制冷机壳体铸件的浇铸成型质量。
2、为此,我们提出两级压缩制冷机壳体铸件及其铸造方法来解决上述问题。
技术实现思路
1、本发明的目的是为了解决背景技术中提出的现有技术中存在的缺点,而提出的两级压缩制冷机壳体铸件及其铸造方法。
2、为了实现上述目的,本发明采用了如下技术方案:
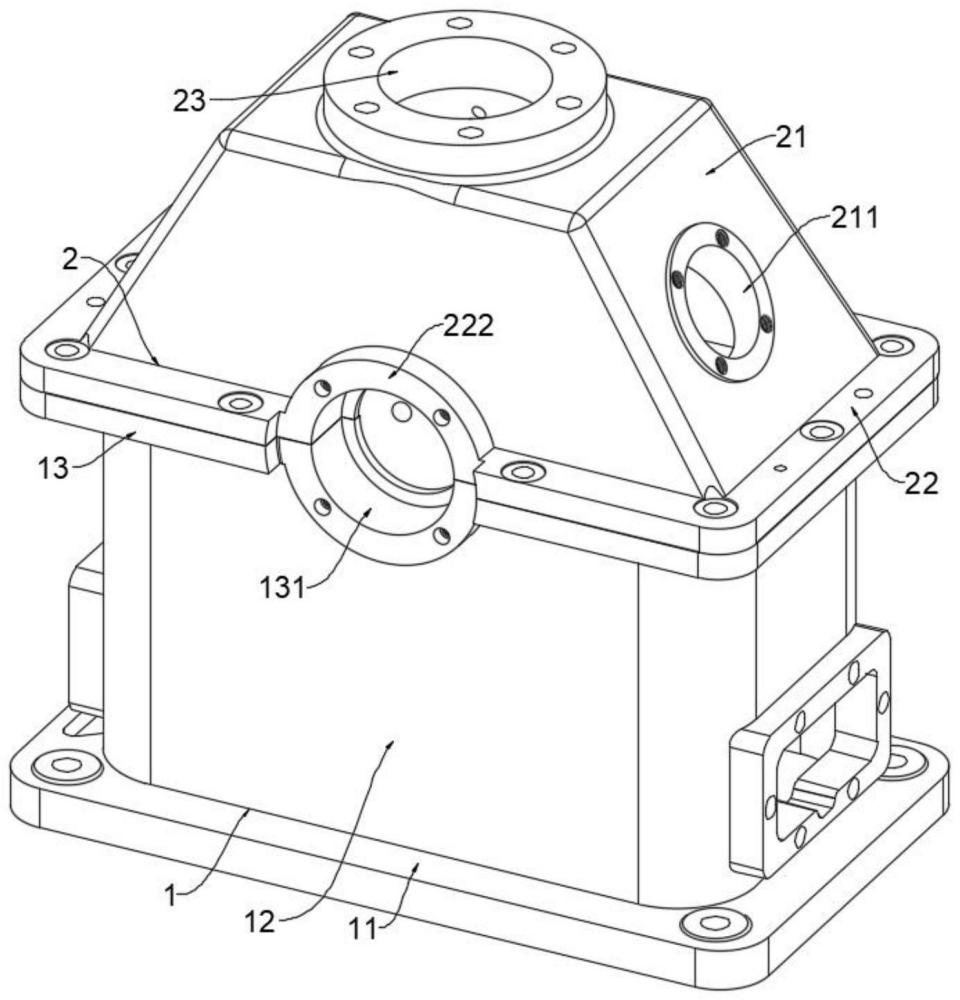
3、两级压缩制冷机壳体铸件,包括两级压缩制冷机壳体铸件,所述两级压缩制冷机壳体铸件包括壳体铸件单元a与壳体铸件单元b,且壳体铸件单元b连接在壳体铸件单元a顶部,所述壳体铸件单元a包括主壳部a,且主壳部a底部与顶部分别一体成型有底安装部a与顶安装部a,底安装部a为安装板状能封闭主壳部a底部,所述壳体铸件单元b包括主壳部b,且主壳部b底部与顶部分别一体成型有底安装部b与顶安装部b,顶安装部b与主壳部b内部贯穿连通;
4、作为本发明中优选的,所述主壳部a一相对侧部皆贯穿设有一体成型矩形外凸通孔a,所述主壳部a一侧面皆设有连接筒、外凸起连接部a与外凸起连接部b,所述连接筒与主壳部a内部连通,所述外凸起连接部a上开设有孔a并与主壳部a内部连通,所述外凸起连接部b上开设有两个孔b并与主壳部a内部连通,所述顶安装部a一相对侧的顶部皆贯穿有一体成型的半内凸通孔a与半内凸通孔b。
5、作为本发明中优选的,所述主壳部b为等腰梯体,所述主壳部b一相对的斜侧面上皆贯穿有一体成型的圆形外凸通孔,所述主壳部b一斜面上贯穿有一体成型的矩形外凸通孔b,所述底安装部b一相对侧的底部皆贯穿有一体成型的半内凸通孔a与半内凸通孔b,所述底安装部b与顶安装部a通过螺栓连接在一起,使得主壳部b连接在主壳部a顶部,这样半内凸通孔b与半内凸通孔b形成一个完整的内凸通孔a,半内凸通孔a与半内凸通孔a形成一个完整的内凸通孔b。
6、两级压缩制冷机壳体铸件的铸造方法,包括以下步骤:
7、s1、设计并制作铸造铸型模具;
8、s2、选取适合的铸造的原材料并进行熔化处理;
9、s3、将熔化的金属液浇注在模具中进行浇铸,以成型为两级压缩制冷机壳体铸件;
10、s4、将浇注后的铸造铸型模具进行冷却与固化处理;
11、s5、取出铸造铸型模具中的两级压缩制冷机壳体铸件并进行磨修处理;
12、s6、对磨修好的两级压缩制冷机壳体铸件进行热处理;
13、s7、对热处理好的两级压缩制冷机壳体铸件进行质检与再加工。
14、作为本发明中优选的,s1-1、根据级压缩制冷机壳体的设计要求,制作出适合铸造的铸型,常见的铸型有砂型、金属型和陶瓷型等,通常采用砂型铸造,因为铸件的熔点较高,砂型能够承受高温。
15、作为本发明中优选的,s2-1、选择适合的铸件材料并切割成大小适合的尺寸,并按照一定的比例进行熔炼,使其达到熔化状态,通常会添加一定的合金元素来提高铸件的性能,形成合金铸件。
16、作为本发明中优选的,s3-1、将熔化的铸件倒入铸型中,通常采用重力浇注、压铸或真空浇注等方式,确保熔铸液充分填充铸型腔体并避免气孔和缺陷。
17、作为本发明中优选的,s4-1、待铸件内部温度逐渐降低并达到固化温度后,对铸件开始冷却和固化,其中冷却速度和固化时间会影响铸件的组织和性能。
18、作为本发明中优选的,s5-1、铸件冷却固化后将铸型进行拆开并取出铸件,然后对铸件进行毛刺打磨等修整等操作。
19、作为本发明中优选的,s6-1、对磨修好的两级压缩制冷机壳体铸件进行退火、正火或淬火等热处理,以改善其硬度、强度和耐磨性能。
20、作为本发明中优选的,s7-1、对热处理好的两级压缩制冷机壳体铸件进对铸件进行外观检查、尺寸检测、材料分析等检验工作,然后根据需要进行切割、钻孔、铣削等进一步的加工,以满足最终产品的要求。
21、与现有技术相比,本发明的有益效果为:
22、本发明两级压缩制冷机壳体铸件及其铸造方法中,将两级压缩制冷机壳体铸件分成两部份进行铸造,并且两个壳体铸件单元内外结构上没有特殊的构造,这样在浇铸时更方便,另外浇铸的过程通过对溶液质量与铸型因素进行控制,能够防止铸件产生气孔,再配合铸件结晶组织的控制能提高铸件结构稳定性,从而提高铸件整体质量。
技术特征:
1.两级压缩制冷机壳体铸件,包括两级压缩制冷机壳体铸件,其特征在于,所述两级压缩制冷机壳体铸件包括壳体铸件单元a(1)与壳体铸件单元b(2),且壳体铸件单元b(2)连接在壳体铸件单元a(1)顶部,所述壳体铸件单元a(1)包括主壳部a(12),且主壳部a(12)底部与顶部分别一体成型有底安装部a(11)与顶安装部a(13),底安装部a(11)为安装板状能封闭主壳部a(12)底部,所述壳体铸件单元b(2)包括主壳部b(21),且主壳部b(21)底部与顶部分别一体成型有底安装部b(22)与顶安装部b(23),顶安装部b(23)与主壳部b(21)内部贯穿连通。
2.根据权利要求1所述的两级压缩制冷机壳体铸件,其特征在于,所述主壳部a(12)一相对侧部皆贯穿设有一体成型矩形外凸通孔a(121),所述主壳部a(12)一侧面皆设有连接筒(122)、外凸起连接部a(123)与外凸起连接部b(124),所述连接筒(122)与主壳部a(12)内部连通,所述外凸起连接部a(123)上开设有孔a并与主壳部a(12)内部连通,所述外凸起连接部b(124)上开设有两个孔b并与主壳部a(12)内部连通;
3.根据权利要求1所述的两级压缩制冷机壳体铸件,其特征在于,所述主壳部b(21)为等腰梯体,所述主壳部b(21)一相对的斜侧面上皆贯穿有一体成型的圆形外凸通孔(211),所述主壳部b(21)一斜面上贯穿有一体成型的矩形外凸通孔b(212);
4.两级压缩制冷机壳体铸件的铸造方法,其特征在于:包括以下步骤:
5.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s1-1、根据级压缩制冷机壳体的设计要求,制作出适合铸造的铸型,常见的铸型有砂型、金属型和陶瓷型等,通常采用砂型铸造,因为铸件的熔点较高,砂型能够承受高温。
6.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s2-1、选择适合的铸件材料并切割成大小适合的尺寸,并按照一定的比例进行熔炼,使其达到熔化状态,通常会添加一定的合金元素来提高铸件的性能,形成合金铸件。
7.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s3-1、将熔化的铸件倒入铸型中,通常采用重力浇注、压铸或真空浇注等方式,确保熔铸液充分填充铸型腔体并避免气孔和缺陷。
8.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s4-1、待铸件内部温度逐渐降低并达到固化温度后,对铸件开始冷却和固化,其中冷却速度和固化时间会影响铸件的组织和性能。
9.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s5-1、铸件冷却固化后将铸型进行拆开并取出铸件,然后对铸件进行毛刺打磨等修整等操作。
10.根据权利要求4所述的两级压缩制冷机壳体铸件的铸造方法,其特征在于,s6-1、对磨修好的两级压缩制冷机壳体铸件进行退火、正火或淬火等热处理,以改善其硬度、强度和耐磨性能。
技术总结
本发明公开了两级压缩制冷机壳体铸件,包括两级压缩制冷机壳体铸件,所述两级压缩制冷机壳体铸件包括壳体铸件单元A与壳体铸件单元B,且壳体铸件单元B连接在壳体铸件单元A顶部;所述两级压缩制冷机壳体铸件的铸造方法包括以下步骤:S1、设计并制作铸造铸型模具;S2、选取适合的铸造的原材料并进行熔化处理;S3、将熔化的金属液浇注在模具中进行浇铸,以成型为两级压缩制冷机壳体铸件;S4、将浇注后的铸造铸型模具进行冷却与固化处理;S5、取出铸造铸型模具中的两级压缩制冷机壳体铸件并进行磨修处理;S6、对磨修好的两级压缩制冷机壳体铸件进行热处理;S7、对热处理好的两级压缩制冷机壳体铸件进行质检与再加工。
技术研发人员:赵正雄,郑大山
受保护的技术使用者:常山正丽机电有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!