一种连铸连轧锡锌厚管的工艺的制作方法
本发明涉及连铸连轧厚管领域,具体为一种连铸连轧锡锌厚管的工艺。
背景技术:
1、连铸连轧是炼钢→连铸→送轧钢厂加热炉加热、均热→进轧机进行轧制的连续工艺过程。具体来说,连铸连轧是将液态钢倒入连铸机中铸造出钢坯(称为连铸坯),然后将不经冷却的连铸坯直接送入均热炉中保温一定时间后,再进入热连轧机组中轧制成型的钢铁轧制工艺。这种工艺可以节约能源,提高钢材的质量和生产效率。相比之下,连铸直接轧制是钢水自中间包到连铸机凝固后直接进入轧机进行轧制,不需要经过均热处理。目前,典型的连铸连轧生产线包括csp和esp生产线,分别称为薄板坯连铸连轧和无头轧制,现有的锡锌厚管在工艺生产的时候,没有增加合适的添加材料,造成其强度不高,现有的为此我们提出了一种连铸连轧锡锌厚管的工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一种连铸连轧锡锌厚管的工艺,解决了上述的问题。
2、为实现上述所述目的,本发明提供如下技术方案:一种连铸连轧锡锌厚管的工艺,包括以下步骤:
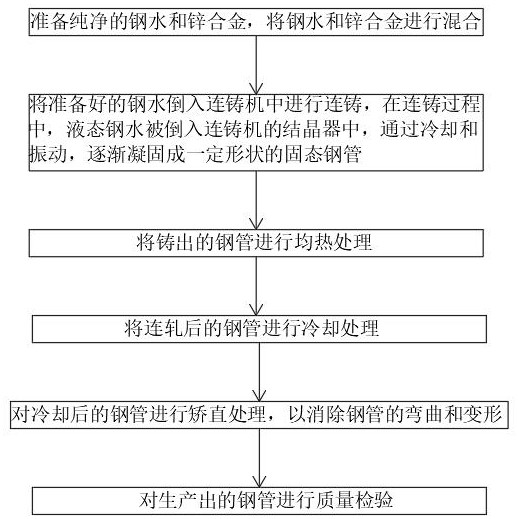
3、第一步:准备纯净的钢水和锌合金,将钢水和锌合金进行混合;
4、第二步:将准备好的钢水倒入连铸机中进行连铸,在连铸过程中,液态钢水被倒入连铸机的结晶器中,通过冷却和振动,逐渐凝固成一定形状的固态钢管;
5、第三步:将铸出的钢管进行均热处理;
6、第四步:将均热后的钢管送入轧机进行连轧;
7、第五步:将连轧后的钢管进行冷却处理;
8、第六步:对冷却后的钢管进行矫直处理,以消除钢管的弯曲和变形;
9、第七步:对生产出的钢管进行质量检验。
10、优选的,所述钢水应该是高质量的,没有杂质和氧化物,锌合金的添加量占钢水体积的10%-15%。
11、优选的,所述第二步的具体内容如下:
12、钢水从钢包中流入连铸机的结晶器中,结晶器是一个由铜或钢制成的空心圆筒,内部有冷却系统,可以使钢水在结晶器中逐渐凝固成为钢管,结晶器会以一定的速度沿着钢水注入的方向移动,使钢水在结晶器中均匀地凝固成为钢管,结晶器的移动速度与钢水的注入速度相匹配。
13、优选的,连铸过程中需要保持钢水的稳定流动和均匀分布。
14、优选的,所述第三步的具体内容如下:
15、s1:将铸造出的钢管放入均热炉中,加热800摄氏度-1500摄氏度,加热速度每分钟增加5摄氏度。
16、s2:保持一定时间,使钢管在高温下充分发生物理化学变化;
17、s3:室温逐渐冷却,使钢管从高温状态逐渐冷却下来。
18、优选的,第四步中的连轧包括以下方式:
19、横列式连轧:将金属坯料放入连轧机的上下两个轧辊之间,通过调整轧制速度和轧制力,使金属坯料在连轧机中进行连续的横向轧制,逐渐减小其横截面尺寸,并得到所需的形状和规格;
20、纵列式连轧:将金属坯料放入连轧机的两个平行轧辊之间,通过调整轧制速度和轧制力,使金属坯料在连轧机中进行连续的纵向轧制,逐渐减小其纵向尺寸,并得到所需的形状和规格;
21、混合式连轧:混合式连轧是将横列式连轧和纵列式连轧结合起来,金属坯料先通过横列式连轧进行初步轧制,然后再通过纵列式连轧进行进一步轧制,最终得到所需的形状和规格。
22、优选的,所述第六步包括以下内容:矫直时,将钢管放在矫直机上,通过驱动装置使钢管发生旋转,同时通过矫直轮的作用,使钢管发生弯曲变形,以消除原始的弯曲形状。
23、优选的,所述第七步包括以下内容:
24、进行化学成分分析;
25、检查钢管几何尺寸及外形:包括钢管壁厚、外径、椭圆度、长度、弯曲度以及端面坡口角度和钝边,确保各个尺寸都在公差范围内;
26、检测表面质量:通过人工检查和无损探伤方法,查看钢管表面是否存在裂纹、折叠、翘曲缺陷,同时对钢管的镀锌、涂漆等表面处理进行均匀性和无瑕疵检查;
27、机械性能测试:在实验室环境下,测试钢管的抗拉强度、屈服强度、硬度机械性能,并对焊缝部位的样品进行相同的测试,确保其与钢管主体的性能一致;
28、视觉检查:初步评估钢管的外观质量,查看是否存在裂纹、锈蚀、瑕疵明显问题;
29、无损检测:采用超声波或射线探伤仪,检测钢管内部是否存在裂纹、空洞。
30、与现有技术相比,本发明提供了一种连铸连轧锡锌厚管的工艺,具备以下有益效果:
31、1、该连铸连轧锡锌厚管的工艺,通过增加了锌合金,锌合金中的主要元素包括铝、铜、镁、铅等,这些元素在合金中的作用各不相同。例如,铝可以提高合金的强度和硬度;铜可以提高合金的韧性和耐腐蚀性;镁可以改善合金的切削加工性能;而铅则可以起到润滑作用,提高合金的加工性能。
技术特征:
1.一种连铸连轧锡锌厚管的工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:所述钢水应该是高质量的,没有杂质和氧化物,锌合金的添加量占钢水体积的10%-15%。
3.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:所述第二步的具体内容如下:
4.根据权利要求3所述的一种连铸连轧锡锌厚管的工艺,其特征在于:连铸过程中需要保持钢水的稳定流动和均匀分布。
5.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:所述第三步的具体内容如下:
6.s2:保持一定时间,使钢管在高温下充分发生物理化学变化;
7.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:第四步中的连轧包括以下方式:
8.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:所述第六步包括以下内容:矫直时,将钢管放在矫直机上,通过驱动装置使钢管发生旋转,同时通过矫直轮的作用,使钢管发生弯曲变形,以消除原始的弯曲形状。
9.根据权利要求1所述的一种连铸连轧锡锌厚管的工艺,其特征在于:所述第七步包括以下内容:
技术总结
本发明涉及连铸连轧厚管领域,且公开了一种连铸连轧锡锌厚管的工艺,其特征在于,包括以下步骤:第一步:准备纯净的钢水和锌合金,将钢水和锌合金进行混合;第二步:将准备好的钢水倒入连铸机中进行连铸,在连铸过程中,液态钢水被倒入连铸机的结晶器中,通过冷却和振动,逐渐凝固成一定形状的固态钢管;第三步:将铸出的钢管进行均热处理;第四步:将均热后的钢管送入轧机进行连轧;第五步:将连轧后的钢管进行冷却处理;第六步:对冷却后的钢管进行矫直处理,以消除钢管的弯曲和变形;第七步:对生产出的钢管进行质量检验。
技术研发人员:孙飞
受保护的技术使用者:苏州铂源航天航空新材料有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!