加工薄壁偏心孔的工装夹具的制作方法
本发明涉及机械加工夹具,特别涉及加工薄壁偏心孔的工装夹具。
背景技术:
1、随着我国制造技术的飞跃发展,就需要对各个机加零件本身的形状位置来达到装配的要求。原来采用键槽定位,通过圆柱销定位紧固零件,此为线定位,然而对于薄壁型偏心孔零件的加工而言,其薄壁型偏心孔零件主要包括ф15mm的圆柱体,其一端为法兰盘形状,另一端端面为扁状结构的扁,其内设置有ф11mm的偏心孔,圆柱体上分别设置有两个槽口和两个连接孔,见图7-10,因而,由于尺寸较小,采用传统的夹具进行定位加工,加工过程易使零件变形,定位方式不可靠,也无法保证偏心位置。
技术实现思路
1、本发明的目的在于:提出加工薄壁偏心孔的工装夹具,解决现有技术中无法保证零件的偏心位置的问题,避免薄壁零件的加工变形,并且在同等类型中的零件也可以直接借用现有的工装夹具进行精准零件加工。
2、为实现上述目的,采用以下技术方案:加工薄壁偏心孔的工装夹具,包括前座和后座,所述前座具有外截面为圆形的结构,所述前座内设置有贯穿的安装内腔,所述前座的一端面设置有可拆卸的后座,所述后座将所述安装内腔的一端封闭,所述后座与前座连接的端面设置有定位槽。
3、优选的,所述前座与后座相邻的端面设置有两个第一定位销,所述第一定位销垂直于前座端面设置,所述后座上设置有与定位销配合的第一定位孔。
4、优选的,所述前座沿径向方向开设有两个第二定位孔。
5、优选的,所述前座和后座通过第一螺钉连接固定,第一螺钉为平头螺钉。
6、优选的,所述前座上设有第二螺钉,第二螺钉沿前座径向方向设置,所述第二螺钉活动端可延伸至安装内腔中,第二螺钉为平头螺钉。
7、优选的,所述前座远离后座的一端开设有开口槽。
8、本发明取得的有益效果:
9、本发明提供的加工薄壁偏心孔的工装夹具,使工装夹具的外圆和零件内孔磨削的孔中心以及数控磨床的主轴加工中心同轴,通过零件尾端的扁和外圆定位,使工装夹具和零件一体紧密配合,准确定位装夹零件,从而保证零件内孔的偏心位置以及尺寸要求,避免零件变形,规避测量误差。同时具有可拆卸性,通用性,可用于同类型零件的定位加工,提高零件的加工速度和精准度,且工装夹具结构简单,制造成本低,使用方便快捷。
技术特征:
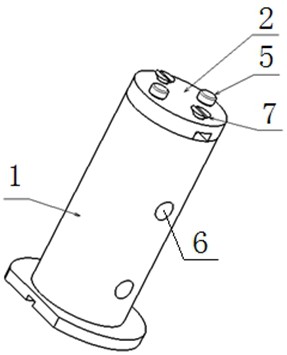
1.加工薄壁偏心孔的工装夹具,包括前座(1)和后座(2),其特征在于:所述前座(1)具有外截面为圆形的结构,所述前座(1)内设置有贯穿的安装内腔(3),所述前座(1)的一端面设置有可拆卸的后座(2),所述后座(2)将所述安装内腔(3)的一端封闭,所述后座(2)与前座(1)连接的端面设置有定位槽(4)。
2.根据权利要求1所述的加工薄壁偏心孔的工装夹具,其特征在于:所述前座(1)与后座(2)相邻的端面设置有两个第一定位销(5),所述第一定位销(5)垂直于前座(1)端面设置,所述后座(2)上设置有与定位销配合的第一定位孔。
3.根据权利要求1所述的加工薄壁偏心孔的工装夹具,其特征在于:所述前座(1)沿径向方向开设有两个第二定位孔(6)。
4.根据权利要求1所述的加工薄壁偏心孔的工装夹具,其特征在于:所述前座(1)和后座(2)通过第一螺钉(7)连接固定。
5.根据权利要求1所述的加工薄壁偏心孔的工装夹具,其特征在于:所述前座(1)上设有第二螺钉(8),第二螺钉(8)沿前座(1)径向方向设置,所述第二螺钉(8)活动端可延伸至安装内腔(3)中。
6.根据权利要求1所述的加工薄壁偏心孔的工装夹具,其特征在于:所述前座(1)远离后座(2)的一端开设有开口槽(9)。
技术总结
加工薄壁偏心孔的工装夹具,包括前座和后座,所述前座具有外截面为圆形的结构,所述前座内设置有贯穿的安装内腔,所述前座的一端面设置有可拆卸的后座,所述后座将所述安装内腔的一端封闭,所述后座与前座连接的端面设置有定位槽,本发明由于工装夹具改变了定位方式,由压紧零件上的键槽表面改为用零件尾端的扁和外圆进行定位,压紧零件的定位方式,通过工装结构找正零件偏心孔中心的方式,从而有效的精准的解决了偏心孔中心加工方位正确性的问题;而工装夹具和零件是一体加工,且为外圆紧密配合,避免了零件由于壁薄产生的机加变形,同时在工装上直接测量尺寸,规避了测量误差。
技术研发人员:叶歆,高茹,蒋文利
受保护的技术使用者:贵州新安航空机械有限责任公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!