一种连体缸盖砂芯排气孔成型装置的制作方法
本发明涉及砂箱铸造设备领域,具体涉及一种连体缸盖砂芯排气孔成型装置。
背景技术:
1、砂芯由粘结剂经过工艺方法把砂料粘结成型,粘结剂在高温铁水作用下燃烧产生气体,这些气体如果残留在铸件型腔的铁水中,铸件将出现气孔缺陷。为顺利地把气体排到铸件型腔外,需要在砂芯上做出排气孔作为排气通道。复杂腔体铸件比如连体缸盖的砂芯排气孔的数量很多,需要对砂芯上做出大量排气孔。
2、现有技术中公开了多种排气孔成型设备,由工业机器人携带钻孔装置作用至砂芯上钻孔成型,但在生产时,同一砂芯上存在多种不同规格的排气孔,并且,类似砂芯结构上还存在规格相同但分布情况不同的排气孔,采用工业机器人携带钻孔装置加工时,可以采用复杂的专用钻机能够单次成型多个排气孔,但不便进行规格、分布情况调节,需要频繁更换钻孔装置,但其加工效率偏低,难度大、操作复杂;由于钻孔装置结构影响,只能对底盘芯组的上夹层排气通道钻孔,无法兼顾底盘芯组的侧面排气道和下夹层芯头排气孔成型;并且,底盘芯组正面从上方钻孔,散落砂进入底盘芯组内,影响产品质量。
技术实现思路
1、本发明的目的是针对现有技术存在的缺陷,提供一种连体缸盖砂芯排气孔成型装置,设置可调间距和不同规格的钻孔组件,能够进行规格、分布情况的调节,提高钻孔组件的可控性,从而提高加工效率,配置水平部和竖直部,能够满足芯组内不同走向的排气通道钻孔加工。
2、本发明的目的是提供一种连体缸盖砂芯排气孔成型装置,采用以下方案:
3、包括:
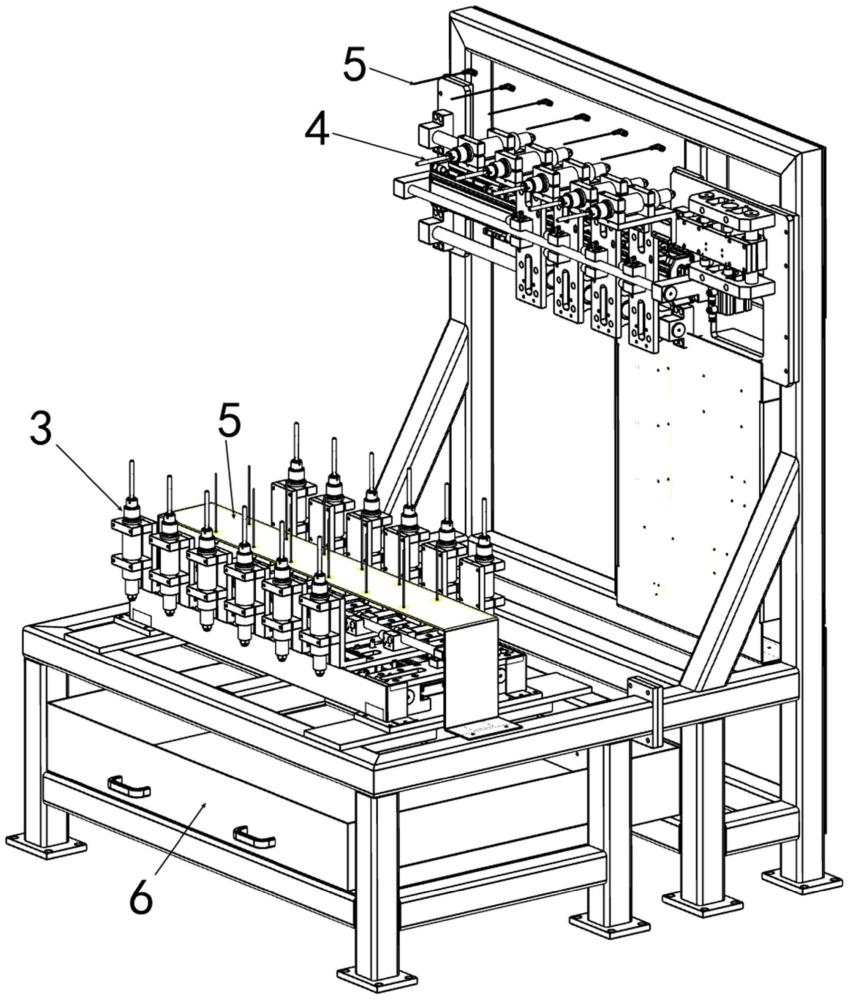
4、钻床机架,包括相连接的水平部和竖直部,水平部和竖直部分别设有钻孔组件;
5、钻孔组件,包括直线电机、移动滑块和钻孔机构,直线电机的定子磁轨上布置有多个动子,多个移动滑块分别安装在动子上,以跟随动子沿定子磁轨移动;钻孔机构安装于移动滑块;
6、锁紧组件,包括安装于钻床机架的定位柱和安装于移动滑块的定位块,定位块上开设有容纳定位柱的定位槽,定位槽内设有气囊,气囊接入气源以实现膨胀或收缩,从而抱住或释放定位柱。
7、进一步的,所述水平部上设置的钻孔组件为第一钻孔组件,第一钻孔组件的每个移动滑块上设有相异规格的两个钻孔机构,同一移动滑块上的两个钻孔机构位于定子磁轨轴线的异侧,位于定子磁轨轴线同侧的钻孔机构规格相同,并依次间隔布置。
8、进一步的,所述第一钻孔组件的移动滑块上连接有导向块,所有移动滑块上位于定子磁轨轴线同侧的导向块依次滑动配合于直线滑轨,直线滑轨安装于钻床机架,直线滑轨与定子磁轨轴线平行。
9、进一步的,所述第一钻孔组件还包括固定滑块,固定滑块位于定子磁轨一端外,并安装钻孔机构对应移动滑块上的钻孔机构。
10、进一步的,所述水平部和竖直部上分别设有吹清组件,吹清组件包括与钻孔机构一一对应的多根气嘴和架设于钻床机架上的吹清支架,气嘴安装于吹清支架并使其朝向与钻孔机构工作端朝向平行。
11、进一步的,每个移动滑块上均设置有定位块,所有移动滑块上的定位块沿定位柱轴向依次间隔布置。
12、进一步的,所述定位槽内的两侧内壁上分别设有气囊,定位柱位于同一定位槽内两个同步动作的气囊之间,气囊一侧连接于定位块,另一侧膨胀时凸出于定位槽内壁以接触定位柱。
13、进一步的,所述竖直部上设置的钻孔组件为第二钻孔组件,第二钻孔组件的钻孔机构位于其定子磁轨轴线的同侧,并沿定子磁轨轴向上依次间隔布置。
14、进一步的,所述第二钻孔组件的移动滑块上连接有导向块,移动滑块上位于定子磁轨轴线同侧的导向块依次滑动配合于直线滑轨,直线滑轨安装于钻床机架,直线滑轨与定子磁轨轴线平行。
15、进一步的,所述第二钻孔组件还包括平移滑块,平移滑块位于定子磁轨一端外,平移滑块滑动安装于平移导轨,平移导轨轴线平行于竖直部且垂直于定子磁轨轴线,平移气缸连接平移滑块并驱动平移滑块沿平移导轨轴向移动。
16、与现有技术相比,本发明具有的优点和积极效果是:
17、(1)针对目前排气孔成型设备钻孔加工效率低、难以适配多种间距和规格的排气孔成型的问题,设置可调间距和不同规格的钻孔组件,能够进行规格、分布情况的调节,提高钻孔组件的可控性,从而提高加工效率,配置水平部和竖直部,能够满足芯组内不同走向的排气通道钻孔加工。
18、(2)通过直线电机驱动移动滑块调节位置后,因直线电机的静态扭矩较小,不易抵抗钻孔工作过程中的外部偏移负载,采用锁紧组件来进行移动滑块的位置锁定和解锁,定位块的定位槽容纳定位柱,通过气囊的快速响应贴合或脱离定位柱,实现定位块与定位柱之间位置固定或定位块相对于定位柱自由移动,满足钻孔工作时和调节位置时的定位和活动需求。
19、(3)在定位块的定位槽内安装相对布置的两个气囊,气囊从定位柱两侧抱紧,相较于采用刚性夹持结构,气囊夹持具有更好的稳定性,能够在锁紧过程中逐渐贴合定位柱实现抱紧,避免刚性夹持结构在夹持锁定过程中产生的晃动偏移,从而保持直线电机调节后的移动滑块位置。
20、(4)在水平部和竖直部上分别设置钻孔组件,兼容底盘芯组、缸体水套芯的排气孔成型,同时,可以在钻孔机构上安装不同直径的钻头,适配不同位置不同直径的排气孔的钻孔成型。
21、(5)在水平部上设置吹清组件,在砂芯完成钻孔后到吹清模组,完成吹清作业,利用脉冲高压空气对钻孔成型后的排气道进行吹清,消除钻孔内残留的散落砂避免其进入内腔,从而提高砂芯成型质量。
技术特征:
1.一种连体缸盖砂芯排气孔成型装置,其特征在于,包括:
2.如权利要求1所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述水平部上设置的钻孔组件为第一钻孔组件,第一钻孔组件的每个移动滑块上设有相异规格的两个钻孔机构,同一移动滑块上的两个钻孔机构位于定子磁轨轴线的异侧,位于定子磁轨轴线同侧的钻孔机构规格相同,并依次间隔布置。
3.如权利要求2所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述第一钻孔组件的移动滑块上连接有导向块,所有移动滑块上位于定子磁轨轴线同侧的导向块依次滑动配合于直线滑轨,直线滑轨安装于钻床机架,直线滑轨与定子磁轨轴线平行。
4.如权利要求2所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述第一钻孔组件还包括固定滑块,固定滑块位于定子磁轨一端外,并安装钻孔机构对应移动滑块上的钻孔机构。
5.如权利要求1所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述水平部和竖直部上分别设有吹清组件,吹清组件包括与钻孔机构一一对应的多根气嘴和架设于钻床机架上的吹清支架,气嘴安装于吹清支架并使其朝向与钻孔机构工作端朝向平行。
6.如权利要求1所述的连体缸盖砂芯排气孔成型装置,其特征在于,每个移动滑块上均设置有定位块,所有移动滑块上的定位块沿定位柱轴向依次间隔布置。
7.如权利要求6所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述定位槽内的两侧内壁上分别设有气囊,定位柱位于同一定位槽内两个同步动作的气囊之间,气囊一侧连接于定位块,另一侧膨胀时凸出于定位槽内壁以接触定位柱。
8.如权利要求1所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述竖直部上设置的钻孔组件为第二钻孔组件,第二钻孔组件的钻孔机构位于其定子磁轨轴线的同侧,并沿定子磁轨轴向上依次间隔布置。
9.如权利要求8所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述第二钻孔组件的移动滑块上连接有导向块,移动滑块上位于定子磁轨轴线同侧的导向块依次滑动配合于直线滑轨,直线滑轨安装于钻床机架,直线滑轨与定子磁轨轴线平行。
10.如权利要求8所述的连体缸盖砂芯排气孔成型装置,其特征在于,所述第二钻孔组件还包括平移滑块,平移滑块位于定子磁轨一端外,平移滑块滑动安装于平移导轨,平移导轨轴线平行于竖直部且垂直于定子磁轨轴线,平移气缸连接平移滑块并驱动平移滑块沿平移导轨轴向移动。
技术总结
本发明提供一种连体缸盖砂芯排气孔成型装置,涉及砂箱铸造设备领域,针对目前排气孔成型设备钻孔加工效率低、难以适配多种间距和规格的排气孔成型的问题,设置可调间距和不同规格的钻孔组件,能够进行规格、分布情况的调节,提高钻孔组件的可控性,从而提高加工效率,配置水平部和竖直部,能够满足芯组内不同走向的排气通道钻孔加工。
技术研发人员:李明,吕清轲,刘超,陈玉英,张之岭,陈海东,李菲,张政政
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!