角接触不锈钢满球球轴承的内外圈沟道同步磨削装置的制作方法
本发明涉及球轴承加工装置,尤其涉及角接触不锈钢满球球轴承的内外圈沟道同步磨削装置。
背景技术:
1、球轴承是滚动轴承的一种,球滚珠装在内钢圈和外钢圈的中间,能承受较大的载荷,也叫滚珠轴承,滚珠轴承一般由内圈、外圈、滚动体(包括钢球、滚子、滚柱、滚针等)及保持器等四个重要部分所组成,滚珠轴承的主要失效形式是疲劳和磨损,而它们又总是发生在工作表面或表面层,磨削加工是滚珠轴承零件的主要工序,有时甚至是最后工序,试验表明,磨削变质层对滚珠轴承工作表面性能影响极大,而且直接影响并决定轴承的使用寿命,其产生机理与磨削热传入工件表面造成的局部瞬时高温及磨削力有关;
2、在磨削热的瞬时高温作用下,球轴承内外沟道的表面材质发生氧化作用产生的氧化层,磨削区的瞬时高温使工件表面达到熔融状态时,熔融金属分子流涂敷在基体上形成的组织层,磨削区的瞬时高温可使表面一定深度(10-100微米)内被加热到回火温度以上时,该表层组织将发生相应温度的回火组织转变,硬度随之降低,当磨削区的瞬时高温将工件表面加热到奥体化温度(ac1)以上时,在随后的冷却中又重新淬火为马氏体组织,时常伴有淬火裂纹,其次表面必定是硬度极低的高温回火层,工件表面因磨削或表层相变产生的内应力若大于该材料的强度而发生龟裂,表现为细网状、放射状或与磨削方向垂直的细微裂纹,属宏观热损伤;
3、结合上述内容需要说明的是:传统的球轴承内外沟道在磨削加工期间,缺乏对整体球轴承内外沟道区域的温度、沟道材料形变等因素的精确数据采集,进而导致传统球轴承内外沟道在磨削加工后仍然存在较多品控问题,不仅需要后续的二次深加工处理,还易造成部分缺陷明显、异常或严重的球轴承报废,影响整体加工效率;受传统球轴承内外沟道加工装置的影响,导致球轴承内外沟道在磨削期间,局部金属碎屑和粉尘无规律乱溅射,且存在对后续内外沟道磨削的干扰,进而影响整体球轴承内外沟道磨削品控和加工效率;
4、针对上述的技术缺陷,现提出解决方案。
技术实现思路
1、本发明的目的在于提供角接触不锈钢满球球轴承的内外圈沟道同步磨削装置,是对球轴承内外沟道的材料的温度、形变数据进行采集,及从磨削前、磨削中对球轴承内外沟道磨削加工的全程高效监管,即将采集对象与处理流程进行比对、分析,获取得到相关的评价信号,并据此控制相关部件进行弥补式操作,以达到对正在磨削加工过程中的该组球轴承内外沟道的高精度、高效率的数据化针对性自适应调控处理,促使该组球轴承内外沟道加工品控的合格率保障,故而达到整体球轴承内外沟道加工品控合格率和磨削加工效率,以解决背景技术所提出的技术缺陷。
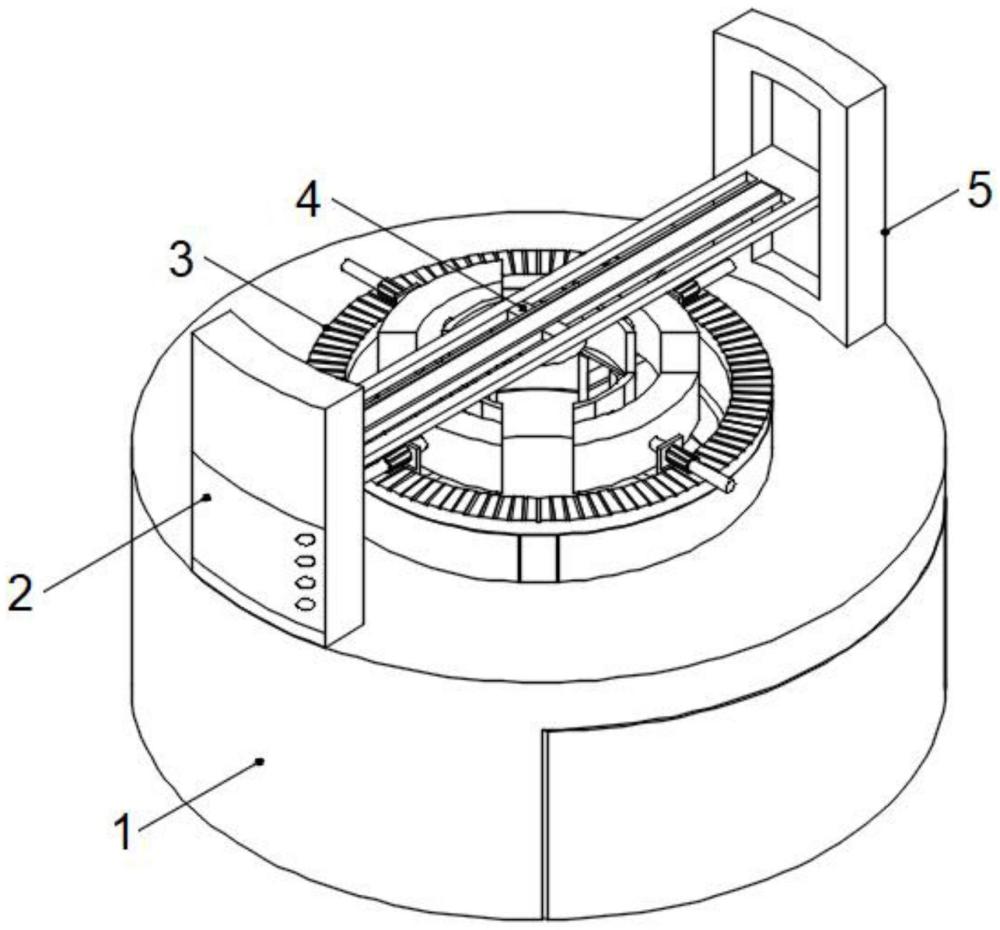
2、本发明的目的可以通过以下技术方案实现:角接触不锈钢满球球轴承的内外圈沟道同步磨削装置,包括筒座,所述筒座顶部中心凹陷设置有中心槽,所述筒座内部滑动安装有与中心槽连接的废料仓,所述中心槽顶部边缘转动连接有旋转机构,所述旋转机构包括旋转环座,所述旋转环座顶部滑动安装有调节齿环,所述旋转环座内壁上固定安装有多组矩形滑架,所述矩形滑架顶部滑动安装有弧形板,所述弧形板内壁上安装有挤压板,所述筒座顶部边缘固定安装有多组升降架;
3、所述升降架外壁上嵌设有控制面板,所述升降架内部滑动安装有梁板,所述梁板底部滑动套接有磨削机构,所述磨削机构包括滑动块,所述滑动块底部设置有内磨削头和外磨削头。
4、优选的,所述中心槽顶板外侧嵌设有连接套,所述筒座一侧内部嵌设有与连接套传动连接的驱动电机,所述中心槽顶部内壁上卡接有漏网,所述废料仓底部内部固定安装有抽风机。
5、优选的,所述旋转环座底部与连接套卡接,所述旋转环座顶板凹陷设置有环形槽,且旋转环座底部嵌设有靠近环形槽的抬升气缸,所述抬升气缸顶板设置有卡接在环形槽内的托架,所述托架顶部卡接有嵌入调节齿环底部的旋转电机,所述托架内壁上设置有靠近矩形滑架的内环架。
6、优选的,所述弧形板底部与矩形滑架滑动套接,所述弧形板靠近旋转环座一侧设置有与调节齿环顶板固定连接的限位架,所述限位架顶部中心套接有贯穿弧形板并与挤压板套接的丝杠,所述限位架顶部内部中滑动安装有靠近丝杠的锁块,所述锁块侧边向下延伸设置有与内环架活动连接的托举杆,所述挤压板远离弧形板的一侧内壁上开设有多组滑槽,所述挤压板内壁上设置有与滑槽滑动套接的滑动板。
7、优选的,所述升降架靠近旋转环座一侧内壁上嵌设有与梁板滑动套接的升降槽,且升降槽内部嵌设有升降气缸,所述梁板中部嵌设有推动气缸,且梁板两端边缘上下贯穿开设有横移槽。
8、优选的,所述滑动块顶部与横移槽滑动套接,所述滑动块中部外壁上套接有朝向中心槽的喷气盘,所述滑动块底部中心套接安装有第一调节架,所述第一调节架底部滑动套接有第二调节架,所述第二调节架顶部设置有气动滑台,且气动滑台顶部设置有与第一调节架滑动套接的连接块,所述连接块与气动滑台之间设置有回转气缸。
9、优选的,所述第二调节架底部中心套接有双向螺纹杆,所述第二调节架两端底部设置有与双向螺纹杆传动连接的微电机,所述双向螺纹杆下方设置有导杆,所述双向螺纹杆和导杆同一端套接有第一套块,且第一套块底部卡接有内磨削头,所述双向螺纹杆和导杆同另一端套接有第二套块,且第二套块底部卡接有靠近内磨削头的外磨削头。
10、优选的,所述控制面板内部设置有处理器、数据采集模块、自检反馈模块和信号执行模块;
11、数据采集模块用于采集球轴承在时间阈值内温变波动值qi和沟道形变值wi,将温变波动值qi和沟道形变值wi经处理器发送至自检反馈模块;
12、自检反馈模块在接收到温变波动值qi和沟道形变值wi后,立即控制磨削装置的品控进行分析,具体分析过程如下:获取到时间阈值内球轴承内外沟道的温变波动值qi和沟道形变值wi,经公式获得品控系数soi,并立即从处理器中调取存储录入的预设品控系数yoi与品控系数soi进行比对分析;
13、若品控系数soi≥预设品控系数yoi,则判定挤压板之间的球轴承内外沟道磨削加工存在异常,生成调控信号,并将生成的调控信号经处理器发送至信号执行模块,信号执行模块在接收到调控信号后,立即控制微电机进行工作;
14、若品控系数soi<预设品控系数yoi,则不生成任何信号。
15、本发明的有益效果如下:
16、(1)本发明是采集球轴承内外沟道磨削加工过程中的温变波动值和沟道形变值,及从磨削前、磨削中对球轴承内外沟道磨削加工的全程高效监管,即将采集对象与处理流程进行比对、分析,获取得到相关的评价信号,并据此控制相关部件进行弥补式操作,以达到对正在磨削加工过程中的该组球轴承内外沟道的高精度、高效率的数据化针对性自适应调控处理,促使该组球轴承内外沟道加工品控的合格率保障,故而达到整体球轴承内外沟道加工品控合格率和磨削加工效率;
17、(2)本发明是通过筒座与旋转机构结构联动互配,结合弧形板构成对球轴承外侧托举式自适应性适配夹持,且便于球轴承内外沟道磨削加工期间,产生的碎屑受自重下坠式集中汇入废料仓,以及结合抽风机在限定的球轴承下方构成自上而下的负压引流式气流空环境,有效降低金属碎屑、粉尘对周围环境和人员的影响;
18、(3)本发明是通过升降架辅助磨削机构使用,利用多组调节架配合气动滑台构成对多组磨削头之间的灵活调节,以及利用双螺纹杆配合多组套块构成对多组磨削头的同步联动式位置调节,有助于球轴承内外构成的同步磨削加工,并利用喷气盘结合抽风机和中心槽构成对磨削过程中的球轴承的下压式风冷降温,有助于配合采集数据所生成的信号进行针对性的品控弥补处理,降低磨削过程中温度对球轴承内外沟道区域金属的热膨胀影响,提高球轴承内外沟道磨削精度。
- 还没有人留言评论。精彩留言会获得点赞!