一种大口径无缝白铜管材的制备方法与流程
本发明涉及白铜管材制备,特别涉及一种大口径无缝白铜管材的制备方法。
背景技术:
1、白铜合金因具备优良的耐蚀性和耐菌性特点,在船舶、海洋平台及其他海工装备领域具有广泛应用。
2、目前,国内大口径白铜管主要采用工艺如下:半连续铸造→挤压→酸洗→扩径拉拔→中间退火→缩径拉拔→退火,简称“挤扩拉”工艺, [一种大直径白铜管的制作工艺方法,专利号zl200710054272 .x]。该方法存在以下问题:
3、1、设备投资大,需要大型挤压机;
4、2、成品率较低,挤压过程容易造成管坯偏心,后续扩径拉伸工序将会进一步造成管材壁厚不均匀;
5、3、工艺流程长,成材率低,生产成本高;
6、4、受挤压筒容量限制,产品尺寸规格难以做大。
7、另有一种采用“铸锭热锻+复合挤压+旋压”工艺制备大直径白铜薄壁管材的方法,[cn109622658a,一种大直径白铜薄壁管材的制备加工方法],具体工艺为:铸锭→热锻→热挤压→机械加工→旋压→热处理→精整抛光。该方法存在以下局限性:
8、1)工艺流程长,需要经过热锻、挤压等多道次变形加工工序,生产成本较高;
9、2)所制管坯重量、尺寸受限于挤压模筒规格。
10、针对现有工艺的诸多问题和大口径无缝白铜管材的市场需求,本发明人在现有白铜管制备技术方法的基础上进行改进,提出一种流程更短、成材率高、成本更低的大口径无缝白铜管材的制备方法,本案由此产生。
技术实现思路
1、本发明的目的在于提供一种大口径无缝白铜管材的制备方法,该方法相比传统工艺不需要热锻或热挤压,具有流程短,成材率高的优势,铜水熔化和浇铸均在真空环境下进行,组织成分均匀、含气量少,加工的大口径无缝白铜管材管材壁厚均匀,而且无须热挤压工艺,管材重量不局限于挤压模筒规格。
2、为了实现上述目的,本发明的技术方案如下:
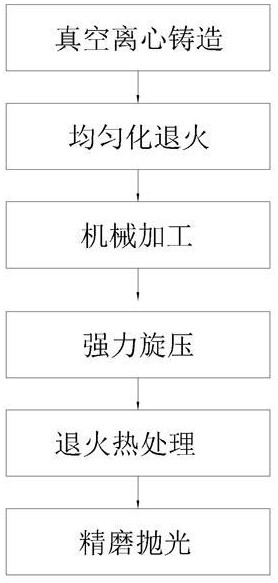
3、本发明提供一种大口径无缝白铜管材的制备方法,包括以下步骤:
4、1)白铜合金真空离心铸造铜套毛坯
5、白铜合金熔炼温度为1320~1360℃,铜水浇注温度为1230~1250℃,离心铸造型筒外径φ288~φ1300mm,长度370-1550mm,浇注前型筒烘烤至250~300℃;浇注时离心机转速1200~1300r/min,浇注完毕后喷水冷却型筒;检测铸件温度,根据铸件温度的降低逐渐调低离心机转速,铸件冷却后脱模;
6、2)铜套毛坯均匀化退火
7、退火温度为950℃,保温时间为8h,水冷;
8、3)机械加工管坯
9、离心铸造并退火后的铜套毛坯由车床加工至所需尺寸且无缺陷的管坯,加工后的管坯内径为φ306~φ1037mm,壁厚为45~80mm;
10、4)强力旋压
11、利用强力旋压机对管坯进行若干道次旋压;
12、5)退火热处理
13、成品管材光亮退火炉退火,退火温度650~720℃,保温时间1-2小时;
14、6)精磨抛光
15、利用抛光机进行成品管材打磨,精磨抛光后的管材外径公差≤±0.5mm,壁厚公差≤±0.2mm,直线度≤3mm/m。
16、进一步的,所述根据铸件温度的降低逐渐调低离心机转速,铸件冷却后脱模,具体包括:温度1000℃时,离心机转速1000r/min;温度800℃时,离心机转速800r/min;温度600℃时,离心机转速600r/min;铸件冷却至400℃以下时脱模。
17、进一步的,所述强力旋压工艺具体为:单道次减薄率20~30%,累计减薄率≥75%,进给比1.5-2.5mm/r,旋压方式为反旋。
18、采用上述技术方案后,本发明的大口径无缝白铜管材的制备方法相比现有工艺的有益效果如下:
19、一、相比流程短,不需要热锻或热挤压,成材率高;
20、二、铜水熔化和浇铸均在真空环境下进行,组织成分均匀、含气量少,管材壁厚均匀;
21、三、无须热挤压,管材重量不局限于挤压模筒规格。
技术特征:
1.一种大口径无缝白铜管材的制备方法,其特征在于包括以下步骤:
2.如权利要求1所述的一种大口径无缝白铜管材的制备方法,其特征在于:所述根据铸件温度的降低逐渐调低离心机转速,铸件冷却后脱模,具体包括:温度1000℃时,离心机转速1000r/min;温度800℃时,离心机转速800r/min;温度600℃时,离心机转速600r/min;铸件冷却至400℃以下时脱模。
3.如权利要求1所述的一种大口径无缝白铜管材的制备方法,其特征在于,所述强力旋压工艺具体为:单道次减薄率20~30%,累计减薄率≥75%,进给比1.5-2.5mm/r,旋压方式为反旋。
技术总结
本发明公开一种大口径无缝白铜管材的制备方法,包括步骤:白铜合金真空离心铸造铜套毛坯、铜套毛坯均匀化退火、机械加工管坯、强力旋压、退火热处理、精磨抛光。该方法相比传统工艺不需要热锻或热挤压,具有流程短,成材率高的优势,铜水熔化和浇铸均在真空环境下进行,组织成分均匀、含气量少,加工的大口径无缝白铜管材管材壁厚均匀,而且无须热挤压工艺,管材重量不局限于挤压模筒规格,该工艺加工的白铜管材适用范围更广。
技术研发人员:汤德林,崔华春,王肇飞,王勇杰,梁昊冉,陆明峰,孙亚鹏
受保护的技术使用者:烟台万隆真空冶金股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!