冷轧高强搪瓷钢的制备方法、冷轧高强搪瓷钢及应用与流程
本申请涉及钢铁冶炼,具体涉及一种冷轧高强搪瓷钢的制备方法、冷轧高强搪瓷钢及应用。
背景技术:
1、近年来热水器发展迅速,但是由于市场竞争日益激烈,人工成本增加,热水器内胆的生产厂家迫于生产成本压力,需要对热水器内胆进行轻量化设计,使热水器内胆在现有钢材的厚度基础上适当减薄,最终达到降低热水器内胆重量及降低成本的目的。
2、热水器内胆的加工工艺主要为先对端盖进行冲压、翻孔、切边,再对桶壁进行卷圆、焊接、膨胀,然后将端盖和桶壁焊接到一起制成热水器内胆,再将热水器内胆进行单面搪瓷。搪瓷后的热水器内胆需要进行耐压测试、疲劳测试。因此用于制造热水器内胆的钢材不仅要满足热水器成形要求和搪瓷要求,还要满足其服役条件测试。
3、因此,如何在满足高强度和经过860℃搪烧后屈服强度下降率低的同时,制备得到低厚度的搪瓷钢成为急需解决的问题。
技术实现思路
1、本申请实施例提供了一种冷轧高强搪瓷钢的制备方法、冷轧高强搪瓷钢及应用,其可以得到高强度和经过860℃搪烧后屈服强度下降率低的低厚度的冷轧高强搪瓷钢,并将冷轧高强搪瓷钢用于热水器内胆,从而降低了热水器内胆的重量,降低了热水器的制造成本和运输成本。
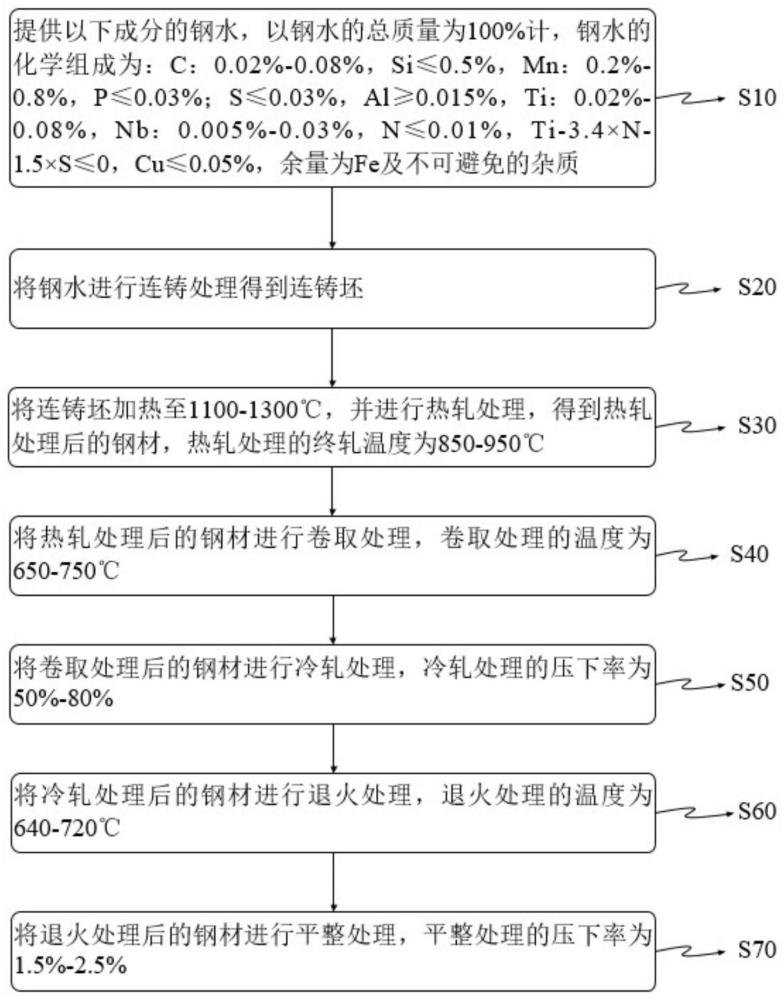
2、第一方面,本申请实施例提出了一种冷轧高强搪瓷钢的制备方法,制备方法包括:提供以下成分的钢水,以钢水的总质量为100%计,钢水的化学组成为:c:0.02%-0.08%,si≤0.5%,mn:0.2%-0.8%,p≤0.03%;s≤0.03%,al≥0.015%,ti:0.02%-0.08%,nb:0.005%-0.03%,n≤0.01%,ti-3.4×n-1.5×s≤0,cu≤0.05%,余量为fe及不可避免的杂质;将钢水进行连铸处理得到连铸坯;将连铸坯加热至1100-1300℃,并进行热轧处理,得到热轧处理后的钢材,热轧处理的终轧温度为850-950℃;将热轧处理后的钢材进行卷取处理,卷取处理的温度为650-750℃;将卷取处理后的钢材进行冷轧处理,冷轧处理的压下率为50%-80%;将冷轧处理后的钢材进行退火处理,退火处理的温度为640-720℃;将退火处理后的钢材进行平整处理,平整处理的压下率为1.5%-2.5%。
3、根据本申请实施例的一个方面,热轧处理在单相奥氏体区进行。
4、根据本申请实施例的一个方面,制备方法还包括在卷取处理之后的酸洗处理。
5、根据本申请实施例的一个方面,退火处理采用罩式退火,罩式退火采用全氢气吹扫的模式。
6、根据本申请实施例的一个方面,退火处理的时间为8-11h。
7、根据本申请实施例的一个方面,制备方法还包括在平整处理后进行重卷涂油和分卷。
8、第二方面,本申请实施例提出了一种冷轧高强搪瓷钢,通过本申请第一方面的制备方法制备得到,以冷轧高强搪瓷钢的总质量为100%计,冷轧高强搪瓷钢的化学组成为:c:0.02%-0.08%,si≤0.5%,mn:0.2%-0.8%,p≤0.03%;s≤0.03%,al≥0.015%,ti:0.02%-0.08%,nb:0.005%-0.03%,n≤0.01%,ti-3.4×n-1.5×s≤0,cu≤0.05%,余量为fe及不可避免的杂质。
9、根据本申请实施例的另一个方面,冷轧高强搪瓷钢的屈服强度≥330mpa,冷轧高强搪瓷钢的抗拉强度≥430mpa,冷轧高强搪瓷钢的延伸率≥20%,经过860℃搪烧后冷轧高强搪瓷钢的屈服强度下降率≤5%。
10、根据本申请实施例的另一个方面,冷轧高强搪瓷钢的厚度<1.8mm。
11、第三方面,本申请实施例提出了一种本申请第一方面的制备方法或本申请第二方面的冷轧高强搪瓷钢在制备热水器内胆中的应用。
12、本申请实施例通过设计钢水的化学组成,并通过将连铸坯加热至1100-1300℃,控制热轧处理的终轧温度在850-950℃的范围内,将卷取处理的温度控制在650-750℃的范围内,将冷轧处理的压下率控制在50%-80%的范围内,将退火处理的温度控制在640-720℃的范围内,以及将平整处理的压下率控制在1.5%-2.5%的范围内,从而得到高强度和经过860℃搪烧后屈服强度下降率低的低厚度的冷轧高强搪瓷钢,并将冷轧高强搪瓷钢用于热水器内胆,降低了热水器内胆的重量,从而降低了热水器的制造成本和运输成本。
技术特征:
1.一种冷轧高强搪瓷钢的制备方法,其特征在于,所述制备方法包括:
2.根据权利要求1所述的制备方法,其特征在于,所述热轧处理在单相奥氏体区进行。
3.根据权利要求1所述的制备方法,其特征在于,所述制备方法还包括在所述卷取处理之后的酸洗处理。
4.根据权利要求1所述的制备方法,其特征在于,所述退火处理采用罩式退火,所述罩式退火采用全氢气吹扫的模式。
5.根据权利要求1所述的制备方法,其特征在于,所述退火处理的时间为8-11h。
6.根据权利要求1所述的制备方法,其特征在于,所述制备方法还包括在所述平整处理后进行重卷涂油和分卷。
7.一种冷轧高强搪瓷钢,其特征在于,通过权利要求1-6任一项所述的制备方法制备得到,以所述冷轧高强搪瓷钢的总质量为100%计,所述冷轧高强搪瓷钢的化学组成为:c:0.02%-0.08%,si≤0.5%,mn:0.2%-0.8%,p≤0.03%;s≤0.03%,al≥0.015%,ti:0.02%-0.08%,nb:0.005%-0.03%,n≤0.01%,ti-3.4×n-1.5×s≤0,cu≤0.05%,余量为fe及不可避免的杂质。
8.根据权利要求7所述的冷轧高强搪瓷钢,其特征在于,所述冷轧高强搪瓷钢的屈服强度≥330mpa,所述冷轧高强搪瓷钢的抗拉强度≥430mpa,所述冷轧高强搪瓷钢的延伸率≥20%,经过860℃搪烧后所述冷轧高强搪瓷钢的屈服强度下降率≤5%。
9.根据权利要求7所述的冷轧高强搪瓷钢,其特征在于,所述冷轧高强搪瓷钢的厚度<1.8mm。
10.一种权利要求1-6任一项所述的制备方法或权利要求7-9任一项所述的冷轧高强搪瓷钢在制备热水器内胆中的应用。
技术总结
本申请公开了一种冷轧高强搪瓷钢的制备方法、冷轧高强搪瓷钢及应用。制备方法包括:提供钢水:C:0.02%‑0.08%,Si≤0.5%,Mn:0.2%‑0.8%,P≤0.03%;S≤0.03%,Al≥0.015%,Ti:0.02%‑0.08%,Nb:0.005%‑0.03%,N≤0.01%,Ti‑3.4×N‑1.5×S≤0,Cu≤0.05%,余量为Fe及不可避免的杂质;钢水进行连铸得到连铸坯;将连铸坯加热至1100‑1300℃,进行热轧,热轧的终轧温度为850‑950℃;将热轧后的钢材进行卷取,卷取的温度为650‑750℃;将卷取后的钢材进行冷轧,冷轧的压下率为50%‑80%;将冷轧后的钢材进行退火,退火的温度为640‑720℃;将退火后的钢材进行平整,平整的压下率为1.5%‑2.5%。该制备方法可以得到高强度、860℃搪烧后屈服强度下降率低和低厚度的冷轧高强搪瓷钢,并将其于热水器内胆,降低了热水器内胆的重量,降低了热水器的制造成本和运输成本。
技术研发人员:刘景佳,梁亮,田飞,吴剑胜,刘旭辉,李盼峰,李雷,赵丁藏,隋亚飞,李晓少,张乐,方国君
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!