一种气缸盖铸件浇注系统的制作方法
本发明涉及气缸盖铸件浇注系统,尤其是一种气缸盖铸件浇注系统。
背景技术:
1、针对一种整体结构紧凑,水腔、气道等内部结构复杂且壁厚较薄(主要壁厚仅为(6~8)mm)蠕墨铸铁气缸盖,该气缸盖整体铸造工艺复杂,铸造难度大,浇注工艺不合理会导致铸件产生夹渣、冷隔、疏松等铸造缺陷问题,另外气缸盖传统工艺采用顶注式浇注系统,该浇注系统存在浇注过程铁液充型不稳且对型腔冲击力大,铸型局部过热现象突出,型内温度场不均匀等问题,铸件易产生夹渣、冷隔、疏松等铸造缺陷,严重时会导致铸件报废造成一定损失。
技术实现思路
1、为了克服现有的不足,本发明提供了一种气缸盖铸件浇注系统。
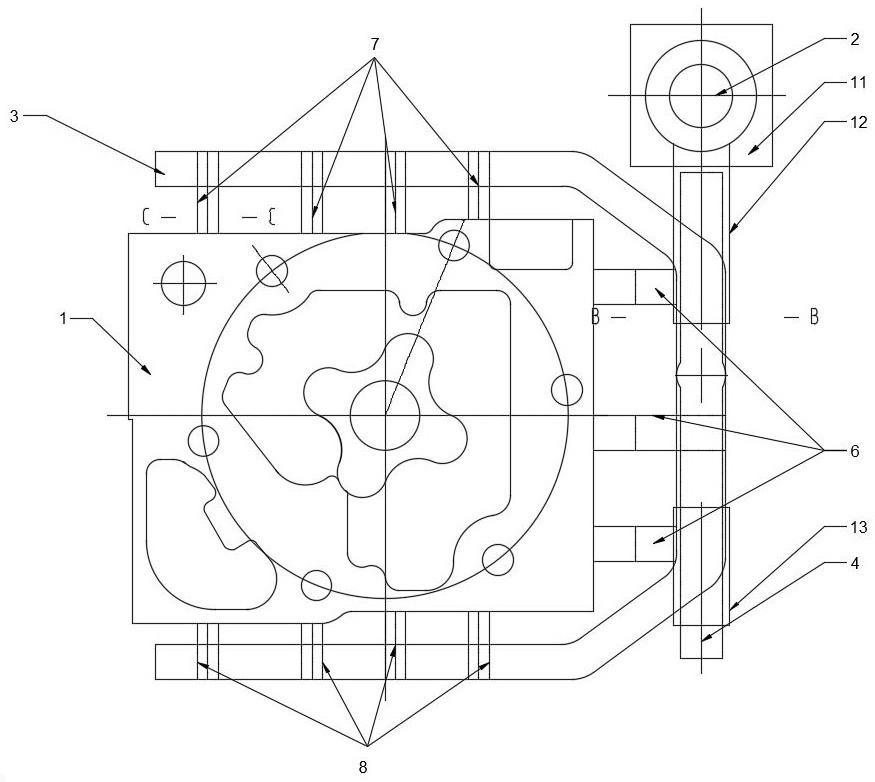
2、本发明解决其技术问题所采用的技术方案是:一种气缸盖铸件浇注系统,包括气缸盖铸件、上型主直浇道、上型“u”型主横浇道、下型副横浇道、底部内浇道、上部内浇道、右侧三角内浇道和左侧三角内浇道;所述上型主直浇道通过下型直浇道窝和右下型缓流横浇道连通上型“u”型主横浇道;所述上型“u”型主横浇道通过下型副直浇道与下型副横浇道连通;所述上型“u”型主横浇道通过右侧三角内浇道、左侧三角内浇道和上部内浇道连通气缸盖铸件,所述下型副横浇道通过底部内浇道连通气缸盖铸件。
3、根据本发明的另一个实施例,进一步包括,所述上型主直浇道与下型直浇道窝之间设有陶瓷过滤片,所述下型直浇道窝通过右下型缓流横浇道连通上型“u”型主横浇道。
4、根据本发明的另一个实施例,进一步包括,所述上型“u”型主横浇道两侧浇道分别通过四组左侧三角内浇道和四组右侧三角内浇道连通气缸盖铸件,上型“u”型主横浇道的中间浇道通过三组上部内浇道连通气缸盖铸件,中间浇道的底部右侧设有右下型缓流横浇道、左侧设有左下型缓流横浇道并与之连通。
5、根据本发明的另一个实施例,进一步包括,所述右侧三角内浇道和左侧三角内浇道横截面为等腰三角形.
6、根据本发明的另一个实施例,进一步包括,所述上部内浇道横截面为矩形。
7、根据本发明的另一个实施例,进一步包括,所述下型副横浇道横截面为梯形。
8、根据本发明的另一个实施例,进一步包括,所述底部内浇道横截面为矩形。
9、根据本发明的另一个实施例,进一步包括,所述上型主直浇道和下型副直浇道的横截面为圆形。
10、本发明的有益效果是,本发明通过设计具有过滤铁液功效的直浇道及浇道窝,上、下型分布的缓流式横浇道,横浇道通过上、下型“搭接”形式使铁液流动,同时设计分层且分散内浇道使铁液进入气缸盖铸件的浇注系统,浇注系统使铁液充型平稳且具有很好的撇渣效果,从而使型腔内温度场均匀,铸件凝固过程基本实现同时凝固,降低铸件产生夹渣、冷隔、疏松等铸造缺陷的风险,可有效解决浇注过程铁液充型不稳,铸型局部过热及温度场不均匀问题,预防铸件产生夹渣、冷隔、疏松等铸造缺陷,提高产品质量。
技术特征:
1.一种气缸盖铸件浇注系统,其特征是,包括气缸盖铸件(1)、上型主直浇道(2)、上型“u”型主横浇道(3)、下型副横浇道(4)、底部内浇道(5)、上部内浇道(6)、右侧三角内浇道(7)和左侧三角内浇道(8);所述上型主直浇道(2)通过下型直浇道窝(9)和右下型缓流横浇道(12)连通上型“u”型主横浇道(3);所述上型“u”型主横浇道(3)通过下型副直浇道(10)与下型副横浇道(4)连通;所述上型“u”型主横浇道(3)通过右侧三角内浇道(7)、左侧三角内浇道(8)和上部内浇道(6)连通气缸盖铸件(1),所述下型副横浇道(4)通过底部内浇道(5)连通气缸盖铸件(1)。
2.根据权利要求1所述的气缸盖铸件浇注系统,其特征是,所述上型主直浇道(2)与下型直浇道窝(9)之间设有陶瓷过滤片(11),所述下型直浇道窝(9)通过右下型缓流横浇道(12)连通上型“u”型主横浇道(3)。
3.根据权利要求1所述的气缸盖铸件浇注系统,其特征是,所述上型“u”型主横浇道(3)两侧浇道分别通过四组右侧三角内浇道(7)和四组左侧三角内浇道(8)连通气缸盖铸件(1),上型“u”型主横浇道(3)的中间浇道通过三组上部内浇道(6)连通气缸盖铸件(1),中间浇道的底部左侧设有左下型缓流横浇道(13)、右侧设有右下型缓流横浇道(12)并与之连通。
4.根据权利要求3所述的气缸盖铸件浇注系统,其特征是,所述右侧三角内浇道(7)和左侧三角内浇道(8)横截面为等腰三角形。
5.根据权利要求3所述的气缸盖铸件浇注系统,其特征是,所述上部内浇道(6)横截面为矩形。
6.根据权利要求1所述的气缸盖铸件浇注系统,其特征是,所述下型副横浇道(4)横截面为梯形。
7.根据权利要求1所述的气缸盖铸件浇注系统,其特征是,所述底部内浇道(5)横截面为矩形。
8.根据权利要求1所述的气缸盖铸件浇注系统,其特征是,所述上型主直浇道(2)和下型副直浇道(10)的横截面为圆形。
技术总结
本发明涉及气缸盖铸件浇注系统技术领域,尤其是一种气缸盖铸件浇注系统,包括气缸盖铸件、上型主直浇道、上型“U”型主横浇道、下型副横浇道、底部内浇道、上部内浇道、左侧三角内浇道和右侧三角内浇道;所述上型主直浇道通过下型直浇道窝和右下型缓流横浇道连通上型“U”型主横浇道;所述上型“U”型主横浇道通过下型副直浇道与下型副横浇道连通;所述上型“U”型主横浇道通过左侧三角内浇道、右侧三角内浇道和上部内浇道连通气缸盖铸件,所述下型副横浇道通过底部内浇道连通气缸盖铸件。本系统使铁液充型平稳且具有很好的撇渣效果,从而使型腔内温度场均匀,铸件凝固过程基本实现同时凝固,提高产品质量。
技术研发人员:俞树吉,朱学梅,王建荣,符冬芽,陈小文
受保护的技术使用者:中车戚墅堰机车有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!