一种Mg-Bi-Al-Sc-Ag合金及其制备工艺的制作方法
本发明属于金属合金领域,尤其涉及一种mg-bi-al-sc-ag合金及其制备工艺。
背景技术:
1、镁铋合金是近年来开发的一种新型高强耐热镁合金,依靠沿晶界分布的镁铋相实现强化效果,近年逐渐受到关注。典型的如mg-bi合金(xin li et al,materialscharacterization 194(2022)112453)、一种含bi变形镁合金(专利公告号cn104046872b)已经在力学性能上取得了显著提高,但仍有进步空间。研究表明,时效mg-bi合金的强化效果需要500℃以上的固溶处理,且需要保持较长时间的时效处理工艺,达到峰时效时间约为40-60h,进一步提高合金性能,主要依靠添加增加析出相的数量,同时减小析出相的尺寸,或者通过变形处理细化晶粒进一步提高该合金性能。
2、为获得优异的合金性能,并且提高合金制备效率,本专利通过合理合金化,在mg-bi合金中,加入适量al、sc和ag元素,依靠mg3bi2相、al3sc相的第二相强化,铸态直接挤压处理后细化第二相和晶粒尺寸,设计一种含bi和al元素含量较高的镁合金;同时发挥al元素和ag元素的固溶强化效果,充分发挥各种元素的强化效果,设计出一种新型铸态-挤压mg-bi-al-sc-ag合金及其制备工艺,且该合金制备工艺简单,应用前景广阔。
技术实现思路
1、为实现上述目的,本发明提出了一种mg-bi-al-sc-ag合金及其制备工艺。
2、在一个方面,本发明提供如下技术方案:
3、一种mg-bi-al-sc-ag合金,合金中各组分及其重量百分比为:
4、bi:5.0~8.0wt%;
5、al:4.0~6.0wt%;
6、sc:0.5~1.0wt%;
7、ag:0.5~1.0wt%;
8、余量为mg和杂质。
9、作为优选,合金中各组分及其重量百分比为:
10、bi:7.0~8.0wt%;
11、al:5.0~6.0wt%;
12、sc:0.8~1.0wt%;
13、ag:0.7~1.0wt%;
14、余量为mg和杂质。
15、作为优选,合金中各组分及其重量百分比为:
16、bi:8.0wt%;
17、al:5.5wt%;
18、sc:1.0wt%;
19、ag:0.8wt%;
20、余量为mg和杂质。
21、在另一方面,本发明还提供另一技术方案:
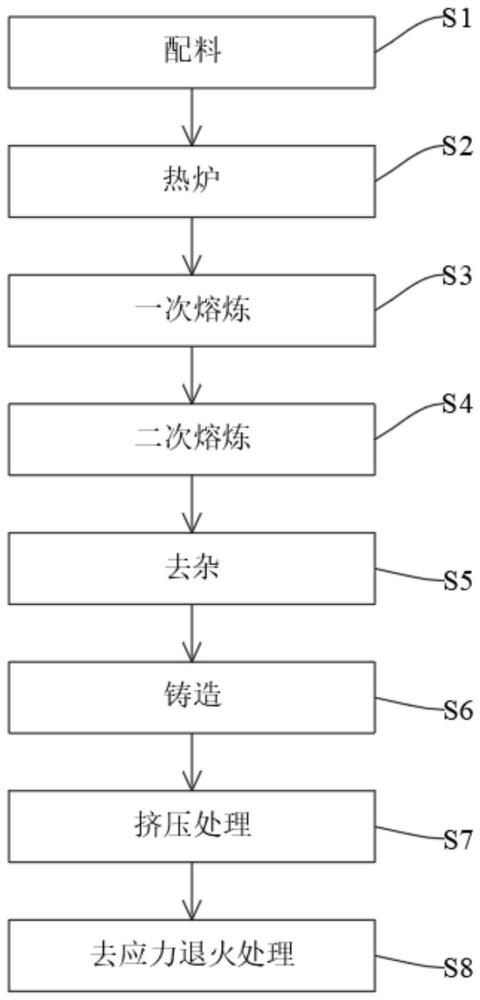
22、一种mg-bi-al-sc-ag合金制备工艺,包括以下步骤:
23、步骤s1、配料:根据合金中各组分以及质量百分比称取金属原料,所述金属原料包括:纯度大于99.95%的高纯金属mg、纯度大于99.95%的高纯金属bi、纯度大于99.99%的高纯金属al、纯度大于99.90%的高纯金属ag、mg-10sc中间合金;
24、步骤s2、热炉:将熔炼炉升温至400℃,待温度稳定后,向炉膛内通入99%co2+1%sf6气体保护气氛;
25、步骤s3、一次熔炼:将称取的高纯金属mg和mg-10sc中间合金加入炉内,400℃保温10min完成材料烘干,然后将熔炼炉的温度升高至710℃,保温30min,合金熔化;
26、步骤s4、二次熔炼:将在200℃完成烘干的低熔点高纯金属bi、高纯金属al、高纯金属ag加入熔炼炉内的熔液中,继续升温至740-750℃,保温20min,然后将熔炼炉的温度降低至700℃,保温20min;
27、步骤s5、去杂:保温完成后,进行搅拌,混合均匀,一次性去除熔体表层渣料;
28、步骤s6、铸造:在200℃下预热金属模具40min,将熔体浇注于金属模具中,自然冷却,获得铸态mg-bi-al-sc-ag合金。
29、作为优选,所述步骤s6后,还包括:
30、步骤s7、将步骤s6得到的铸态mg-bi-al-sc-ag合金进行挤压处理,挤压处理条件为:在300-350℃条件下挤压,挤压前尺寸为25mm,挤压后尺寸为5mm,挤出速率为100mm/min;
31、步骤s8、将步骤s7处理后的铸态mg-bi-al-sc-ag合金进一步的去应力退火处理,退火温度为200℃,保温时间为10h,水冷得到mg-bi-al-sc-ag合金。
32、作为优选,所述步骤s7中,挤压处理条件为:在320℃条件下挤压,挤压前尺寸为25mm,挤压后尺寸为5mm,挤出速率为100mm/min。
33、作为优选,所述步骤s4、二次熔炼中,将在200℃完成烘干的低熔点高纯金属bi、高纯金属al、高纯金属ag加入熔炼炉内的熔液中,继续升温至750℃,保温20min,然后将熔炼炉的温度降低至700℃,保温20min。
34、本发明的有益效果:
35、本发明提供的mg-bi-al-sc-ag合金,充分发挥第二相强化、细晶强化和固溶强化效果,显著提高合金强度,试样拉伸强度最高达到313.7mpa;本发明还针对mg-bi-al-sc-ag合金设计出一种创新的制备加工工艺,突破传统的复杂热处理工艺加挤压处理工艺,显著提高了合金制备效率,减少制备成本,应用前景广阔。
技术特征:
1.一种mg-bi-al-sc-ag合金,其特征在于,合金中各组分及其重量百分比为:
2.根据权利要求1所述的mg-bi-al-sc-ag合金,其特征在于,合金中各组分及其重量百分比为:
3.根据权利要求2所述的mg-bi-al-sc-ag合金,其特征在于,合金中各组分及其重量百分比为:
4.一种根据权利要求1或2或3所述的mg-bi-al-sc-ag合金的制备工艺,其特征在于,包括以下步骤:
5.根据权利要求4所述的mg-bi-al-sc-ag合金的制备工艺,其特征在于,所述步骤s6后,还包括:
6.根据权利要求5所述的mg-bi-al-sc-ag合金的制备工艺,其特征在于,所述步骤s7中,挤压处理条件为:在320℃条件下挤压,挤压前尺寸为25mm,挤压后尺寸为5mm,挤出速率为100mm/min。
7.根据权利要求4所述的mg-bi-al-sc-ag合金的制备工艺,其特征在于,所述步骤s4、二次熔炼中,将在200℃完成烘干的低熔点高纯金属bi、高纯金属al、高纯金属ag加入熔炼炉内的熔液中,继续升温至750℃,保温20min,然后将熔炼炉的温度降低至700℃,保温20min。
技术总结
本发明公开一种Mg‑Bi‑Al‑Sc‑Ag合金及其制备工艺,属于金属合金领域,合金中各组分及其重量百分比为:铋5.0~8.0wt%;铝4.0~6.0wt%;钪0.5~1.0wt%;银0.5~1.0wt%;余量为Mg和杂质。合金制备工艺包含熔炼与浇铸、挤压处理与退火处理三个主要制备步骤。依靠细化第二相及晶粒,固溶强化原理设计一种新型高强镁合金及高效的制备工艺,获得组织由破碎的Mg<subgt;3</subgt;Bi<subgt;2</subgt;相、块状Al<subgt;3</subgt;Sc相、细小晶粒构成的高强挤压Mg‑Bi‑Al‑Sc‑Ag合金,且该合金不需要复杂的挤压前热处理,工艺简单,应用前景广。
技术研发人员:李万东
受保护的技术使用者:承德石油高等专科学校
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!