钒钛复合微合金化400MPa级热轧钢筋及其生产方法与流程
本发明属于冶金,具体涉及一种钒钛复合微合金化400mpa级热轧钢筋及生产方法。
背景技术:
1、目前400mpa级热轧带肋钢筋已在我国得到了全面推广使用,其主要生产工艺包括余热处理工艺及微合金化工艺。其中余热处理工艺对设备控制精度要求较高,且钢筋耐蚀性及焊接性能较差,在我国终点工程中使用较少;而微合金化工艺主要是在c、si、mn基础上添加v、nb、ti等微合金化元素来提高钢筋强度,钢筋综合性能良好,但由于v、nb价格较高,导致钢筋成本较高。
技术实现思路
1、本发明目的在于提供一种钒钛复合微合金化400mpa级热轧钢筋及其生产方法,使用钛铁合金部分代替氮化钒合金,在保证钢筋综合性能良好条件下,降低钢筋生产成本。
2、为实现上述目的,本发明所采取的技术方案是:
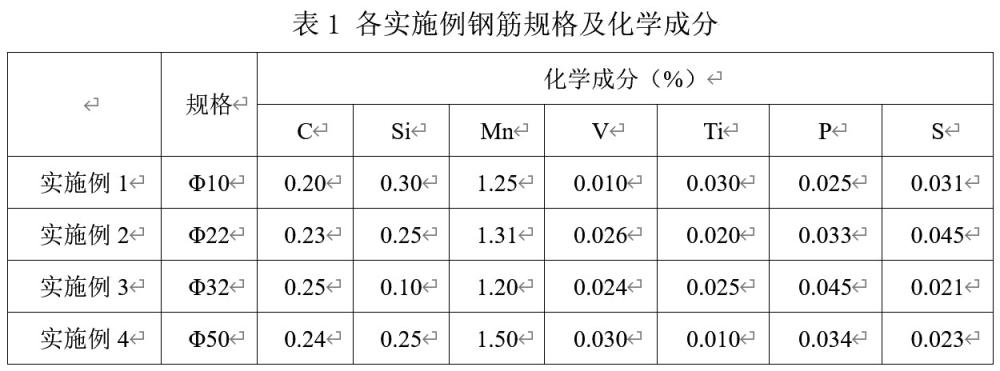
3、一种钒钛复合微合金化400mpa级热轧钢筋,所述钢筋化学成分及重量百分含量如下:c:0.20~0.25%,si:0.10~0.30%,mn:1.20~1.50%,v:0.01~0.03%,ti:0.01~0.03%,p≤0.045%,s≤0.045%,其余为fe和不可避免的杂质。
4、本发明所述钒钛复合微合金化400mpa级热轧钢筋规格为φ10-φ50。
5、本发明还提供一种钒钛复合微合金化400mpa级热轧钢筋的生产方法,包括转炉或电炉冶炼,出钢过程脱氧合金化,lf炉精炼、小方坯连铸,生产出符合钒钛复合微合金化400mpa级热轧钢筋化学成分的铸坯;铸坯经轧钢加热炉加热,粗轧、中轧及精轧轧制工序,冷床空冷,即得。
6、进一步地,本发明所述生产方法,其中,所述出钢过程使用钒渣进行钒微合金化,使用钛铁进行钛微合金化。
7、进一步地,本发明所述生产方法中,其中,所述lf炉精炼过程使用钒氮合金进行钒化学成分微调,使用钛铁进行钛微合金化,从而保证钒、钛含量控制。
8、采用上述技术方案所产生的有益效果在于:
9、本发明所生产的钒钛复合微合金化400mpa级热轧钢筋,生产过程中使用钛铁合金部分代替氮化钒合金,保证了钢筋力学性能,避免了nb微合金化钢筋力学性能无明显屈服平台,同时降低了生产成本。
10、本发明提供的钢筋屈服强度≥420mpa,抗拉强度≥550mpa,最大力总伸长率≥9.0%,强屈比≥1.25,屈标比≤1.30,钢筋力学性能符合400mpa级热轧钢筋抗震要求。
技术特征:
1.一种钒钛复合微合金化400mpa级热轧钢筋,其特征在于,所述钢筋化学成分及其重量百分含量如下:c:0.20~0.25%,si:0.10~0.30%,mn:1.20~1.50%,v:0.01~0.03%,ti:0.01~0.03%,p≤0.045%,s≤0.045%,其余为fe和不可避免的杂质。
2.根据权利要求1所述的一种钒钛复合微合金化400mpa级热轧钢筋,其特征在于,所述钢筋规格为φ10-φ50。
3.根据权利要求1所述的一种钒钛复合微合金化400mpa级热轧钢筋,其特征在于,所述钢筋屈服强度≥420mpa,抗拉强度≥550mpa,最大力总伸长率≥9.0%,强屈比≥1.25,屈标比≤1.30。
4.一种基于权利要求1~3任一项所述钒钛复合微合金化400mpa级热轧钢筋的生产方法,其特征在于,所述生产方法包括转炉或电炉冶炼,出钢过程脱氧合金化,lf炉精炼及小方坯连铸工序,生产出符合钒钛复合微合金化400mpa级热轧钢筋化学成分的铸坯;铸坯经轧钢加热炉加热,粗轧、中轧及精轧轧制,冷床空冷,即得。
5.根据权利要求4所述的一种钒钛复合微合金化400mpa级热轧钢筋的生产方法,其特征在于,所述出钢过程使用钒渣进行钒微合金化,使用钛铁进行钛微合金化。
6.根据权利要求4所述的一种钒钛复合微合金化400mpa级热轧钢筋的生产方法,其特征在于,所述lf炉精炼过程使用钒氮合金进行钒化学成分微调,使用钛铁进行钛微合金化。
技术总结
本发明公开一种钒钛复合微合金化400MPa级热轧钢筋及其生产方法,其化学成分及重量百分含量如下:C:0.20~0.25%,Si:0.10~0.30%,Mn:1.20~1.50%,V:0.01~0.03%,Ti:0.01~0.03%,P≤0.045%,S≤0.045%,其余为Fe和不可避免的杂质。其生产方法包括转炉或电炉冶炼,出钢过程脱氧合金化,LF炉精炼及小方坯连铸工序,生产出符合钒钛复合微合金化400MPa级热轧钢筋化学成分的铸坯;铸坯经轧钢加热炉加热,粗轧、中轧及精轧轧制工序,冷床空冷,即得。本发明使用钛铁合金部分代替氮化钒合金,保证了钢筋力学性能,同时降低了生产成本。
技术研发人员:靳刚强,马海峰,贾元海,刘可可,胡志伟,郭伟伟,邹家齐,何晴
受保护的技术使用者:河钢股份有限公司承德分公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!